
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
При анализе математических моделей ХТС с большим числом варьируемых переменных создание оптимальной стратегии исследования ХТС, эффективность и простота вычислительных процедур зависят также во многом от выбора «удачного набора» оптимизирующих свободных переменных.
В математическую модель входит определенное число т переменных и параметров (информационных переменных) ХТС. Эти информационные переменные связаны независимыми неявными функциями, число таких функций п. Обычно система уравнений математической модели ХТС содержит избыток информационных переменных по сравнению с числом уравнений. Этот избыток показывает число независимых (свободных) переменных и называется степенью свободы х и м и к о - т е х н о л о г и ч е с к о й системы F :
F=m-n
Таким образом, степень свободы - это число свободных переменных которые необходимы и достаточны для полного представления процесса функционирования ХТС.
Для некоторой части свободных переменных их значения заранее устанавливаются в проектном задании или определяются требованиями технологических условий. Эти переменные называют регламентированными. Часть степеней свободы расходуется на эти переменные. Оставшиеся свободные переменные делят на две категории. К одной относят параметры, которые задают перед началом вычислений как известные (т. е. фиксированные), тогда другую часть составят свободные переменные, которые принимают за оптимизирующие. Варьированием их числовых значений и проводят оптимизацию процесса функционирования ХТС.
От того, какие из свободных переменных принять за оптимизирующие, зависит степень сложности вычислительных операций при разработке ХТС. Для оптимального выбора оптимизирующих свободных переменных создают алгоритмы, которые часто разрабатываются с использованием различных видов топологических моделей.
§ 8. Типы технологических связей
Уже отмечалось, что на стадиях синтеза и оптимизации ХТС приходится перебирать большое число альтернативных вариантов, отличающихся технологической топологией. Сократить их помогает наряду с интуицией проектировщика умение предвидеть и хотя бы предварительно оценить эффект, которого можно ожидать при различных типах связей между элементами. Поэтому возникает необходимость рассмотреть наиболее часто встречающиеся типы соединения аппаратов, определить, какова эффективность каждого из них, какое действие на материальную продукцию (на ее количество и качество) оказывает способ соединения элементарных звеньев процесса и в каких условиях на практике целесообразно его применение.
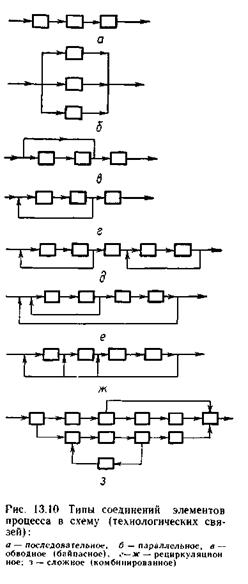
При всей сложности химико-технологических систем представляется возможным выделить некоторые типовые способы соединения простых элементов процесса в схему. Прежде всего любое химическое производство может работать либо в непрерывном режиме, либо в периодическом (иногда полунепрерывном). Основные типы соединений элементов процесса в схему для непрерывного способа производства показаны на рис. 13.10.
При последовательном соединении (рис. 13.10, а) весь технологический поток, выходящий из предыдущего аппарата, поступает полностью в последующий элемент; при этом через каждый элемент схемы поток проходит лишь один раз.
При параллельном соединении (рис. 13.10, б) технологический поток сырья разделяется на несколько более мелких потоков, поступающих в различные элементы системы. Выходящие из этих элементов потоки могут объединяться в один поток, а могут выходить из системы раздельно. Через каждый аппарат поток проходит один раз.
Чтобы решить вопрос, когда выгоднее произвести последовательное, а когда параллельное соединение аппаратов, установим, какой эффект можно получить при последовательном и параллельном соединении реакторов различных моделей.
 |
В каскаде последовательно соединенных реакторов идеального вытеснения получаем такую же степень превращения ха,
 |
Объем единичного реактора вытеснения равен
|
|
Объем любого i-го реактора Vi в каскаде рассчитывают по формуле
Всего в каскаде п реакторов. Тогда общий объем каскада Vкаск будет:
|
|
|
|
В квадратных скобках выражения (13.17) стоит сумма интегралов. Верхний предел каждого предыдущего интеграла и нижний предел последующего одинаковы. Такую сумму интегралов можно заменить одним интегралом, у которого нижний предел является нижним пределом первого интеграла, а верхний — верхним пределом последнего. Тогда объем каскада реакторов вытеснения
Из уравнений (13.15) и (13.18) видно, что для достижения одинаковой хА в единичном реакторе вытеснения и в каскаде реакторов вытеснения требуются одинаковые объемы:
![]()
Поэтому в случае необходимости можно заменить один реактор идеального вытеснения на каскад реакторов вытеснения с таким же общим объемом без риска снижения степени превращения исходного
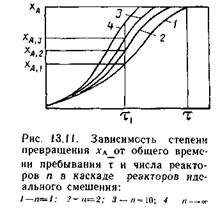 реагента, поскольку п реакторов идеального вытеснения, соединенных последовательно и имеющих общий объем V, обеспечивают такую же степень превращения исходного вещества, как и один реактор вытеснения. Последовательное соединение реакторов идеального смешения — каскад реакторов смешения — уже рассматривалось (см. гл. 7). Замена одного реактора смешения объема V на каскад реакторов смешения с таким же общим объемом дает дополнительный положительный эффект по сравнению с такой же операцией для реакторов вытеснения, Степень превращения при сохранении общего объема каскада постоянным увеличивается по сравнению с единичным реактором смешения и тем больше, чем больше число реакторов в каскаде. На рис. 13.11 показана зависимость степени превращения хA от общего времени пребывания в каскаде t (этой величине пропорционален общий объем каскада) для систем с различным числом реакторов п.
реагента, поскольку п реакторов идеального вытеснения, соединенных последовательно и имеющих общий объем V, обеспечивают такую же степень превращения исходного вещества, как и один реактор вытеснения. Последовательное соединение реакторов идеального смешения — каскад реакторов смешения — уже рассматривалось (см. гл. 7). Замена одного реактора смешения объема V на каскад реакторов смешения с таким же общим объемом дает дополнительный положительный эффект по сравнению с такой же операцией для реакторов вытеснения, Степень превращения при сохранении общего объема каскада постоянным увеличивается по сравнению с единичным реактором смешения и тем больше, чем больше число реакторов в каскаде. На рис. 13.11 показана зависимость степени превращения хA от общего времени пребывания в каскаде t (этой величине пропорционален общий объем каскада) для систем с различным числом реакторов п.
Если сравнить несколько каскадов реакторов смешения, у которых общий объем постоянен и определяется величиной t1 то с увеличением числа реакторов растет степень превращения. Это объясняется тем, что замена одного реактора смешения на каскад реакторов смешения приводит к изменению гидродинамической обстановки и распределения концентраций в системе. Они приближаются по мере увеличения числа реакторов к показателям, характерным для реактора вытеснения.
Если последовательное соединение приводит к различным результатам для реакторов смешения и вытеснения, то параллельное соединение дает одинаковый эффект и для реакторов вытеснения, и для реакторов смешения. Поэтому выводы, полученные ниже, одинаково справедливы в случае параллельного соединения как реакторов вытеснения, так и реакторов смешения.
При параллельном соединении общая нагрузка v распределяется на п реакторов. Нагрузка на каждый i-й реактор составляет
![]()
|
|
Объем каждого i-го реактора при общем объеме системы V равен
Время пребывания в i-м реакторе при описанном распределении нагрузки
![]()
будет таким же, как в одном реакторе объема V при нагрузке v:
![]()
Для системы параллельно соединенных реакторов вытеснения
|
|
При параллльном включении реакторов смешения
![]()
Поскольку при разделении общего потока исходных реагентов на ряд параллельных потоков сохраняется постоянным время пребывания, степень превращения на выходе 1-го реактора системы будет такой же, как в единичном реакторе объема V при нагрузке v.
Поэтому в случае необходимости можно заменить один реактор идеального вытеснения (смешения) на п параллельно соединенных реакторов вытеснения (смешения) с таким же общим объемом и общей нагрузкой без снижения степени превращения исходного вещества.
Вопросы замены одного реактора системой параллельно или последовательно включенных реакторов возникают при необходимости увеличения общей производительности установки.
Для повышения производительности установки можно использовать, например:
1) увеличение нагрузки по сырью при сохранении неизменной степени превращения;
2) достижение более высокой степени превращения исходного сырья (без изменения скорости его подачи) за счет увеличения времени пребывания реагентов t в реакторе.
На практике чаще используют обе возможности. И в том, и в другом случае это связано с увеличением объема реактора, так как V = ut.
Для реактора вытеснения при этом может потребоваться слишком большая длина реактора L = ut, где и — линейная скорость потока реагентов. Вот тогда и выгодно заменить такой большой реактор системой последовательно включенных п реакторов. При этом длина каждого i-гo реактора вытеснения l в каскаде реакторов вытеснения и объем i-го реактора V - в каскаде реакторов смешения уменьшатся в п раз:
![]()
Степень превращения, как было показано выше, для каскада реакторов вытеснения не снизится, а для каскада реакторов смешения даже получается дополнительный эффект ее увеличения.
Если хотят повысить производительность установки за счет увеличения количества перерабатываемого сырья, а степень превращения по каким-либо соображениям не повышают (например, при проведении параллельных реакций, когда порядок целевой реакции больше порядка побочной), также необходимо увеличить объем реактора V, и он может оказаться большим (для реактора вытеснения это может выразиться в том, что рассчитанная площадь поперечного сечения F будет слишком велика). В этом случае лучше применить вместо одного реактора несколько параллельно соединенных реакторов. Степень превращения при этом сохраняется прежней, а площадь поперечного сечения каждого i-го реактора вытеснения f и объем каждого i-го реактора смешения уменьшаются в п раз:
![]()
Отметим еще некоторые случаи, когда применяют последовательное и параллельное включение. Последовательное соединение удобно, если нужно провести химическое превращение в несколько стадий, причем на каждой стадии необходимо оптимальным образом выбрать температуру (например, многоступенчатый химический реактор). Последовательное соединение реакторов применяют и для того, чтобы иметь возможность создания оптимальных температурных условий для эндо - и экзотермических реакций. Каждый реактор (ступень) работает в адиабатических условиях, между ступенями происходит промежуточный теплообмен.
При проведении эндотермических реакций подогрев реагентов между ступенями позволяет поддерживать в течение всего процесса высокую скорость.
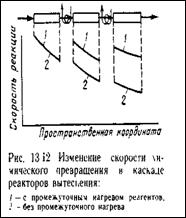 На рис. 13.12 показано изменение скорости химического превращения при протекании эндотермической реакции в каскаде последовательно соединенных реакторов вытеснения, где проводят промежуточный подогрев реагентов. Это позволяет поддерживать в системе высокую скорость. Для сравнения показано, как изменялась бы скорость реакции, если бы процесс проводился в одном реакторе и промежуточный подогрев нельзя было бы организовать.
На рис. 13.12 показано изменение скорости химического превращения при протекании эндотермической реакции в каскаде последовательно соединенных реакторов вытеснения, где проводят промежуточный подогрев реагентов. Это позволяет поддерживать в системе высокую скорость. Для сравнения показано, как изменялась бы скорость реакции, если бы процесс проводился в одном реакторе и промежуточный подогрев нельзя было бы организовать.
При проведении обратимых экзотермических реакций также широко распространено последовательное соединение реакторов (или ступеней реактора) с промежуточным отводом теплоты для поддержания оптимального температурного режима. Многочисленные примеры такого соединения приводились в гл.8 при рассмотрении практических способов обеспечения оптимального температурного режима. При этом последовательно соединенными могут быть как реакторы в реакторной системе, так и ступени внутри одного реактора.
Можно привести еще примеры последовательного соединения элементов процесса. Это последовательность блоков разделения, когда в каждом блоке необходимо обеспечить оптимальную степень разделения; многоступенчатый компрессор с оптимальным перепадом давлений в каждой степени.
Параллельное соединение кроме описанных ранее случаев применяют и тогда, когда необходимо оптимальным образом распределить нагрузку между параллельно работающими блоками, отличающимися по ряду причин (загрязнение поверхности теплообменника, старение катализатора) характеристиками работающих аппаратов, даже если они имеют одинаковую проектную мощность.
При одновременном получении на базе одного исходного вещества двух или нескольких промежуточных продуктов, идущих на производство одного целевого продукта, также удобно параллельное соединение.
Обводное, или байпасное, соединение - это ряд последовательно соединенных аппаратов, через которые проходит лишь одна часть общего технологического потока, поступающего в систему. Другая часть потока обходит один или несколько аппаратов и затем соединяется с основной частью потока (рис. 13.13).
Поступающий в систему поток т1 называют прямым потоком. Он разветвляется на две части. Одна часть — m2 поступает в аппараты. Это главный поток, он определяет ход процесса в реакторах. Другая часть — т3 обходит аппараты и соединяется затем с главным потоком. Это побочный поток. При байпасом соединении направления главного и побочного потоков совпадают. Каждый проходит через какой-либо элемент только один раз.
При обводном соединении из-за уменьшения главного потока (идущего через реактор) увеличивается время пребывания реагентов в реакторе и повышается степень их превращения.
из реакционной смеси, побывавшей в реакторе, повышают концентрацию исходных реагентов в потоке, возвращаемом в процесс, что обеспечивает большую движущую силу процесса.
Есть процессы, когда по термодинамическим данным можно получить высокую степень превращения, но нежелательно иметь ее такой по каким-то другим соображениям. Такая ситуация часто встречается в органическом синтезе при проведении сложных реакций. В ряде случаев с увеличением степени превращения снижается селективность процесса и его выгоднее проводить, поддерживая относительно высокие концентрации исходных реагентов. Выход из этого положения в применении рециркуляции — в реакторе небольшая степень превращения, а общей высокой степени превращения добиваются рециклом непрореагировавшего сырья. С помощью рециклов можно добиться высокого общего выхода любого продукта сложной химической реакции, что не всегда достижимо за счет традиционных способов управления химической реакцией.
Для многих процессов удобно вести химическое превращение с избытком одного из реагентов. После превращения избыток остается неиспользованным, и для его возврата в процесс также выгодно организовать рецикл.
В основном применение рециркуляции имеет своей главной целью повышение степени использования сырья. При этом повышается и эффективность использования заводской аппаратуры. Но рециркуляция позволяет использовать наилучшим образом и энергетические ресурсы системы (сводя к минимуму разность между количеством теплоты, подводимым к системе и отводимым от нее с продуктами), а также создавать наиболее благоприятные технологические условия функционирования ХТС — обеспечивать необходимые температуру, концентрации реагирующих веществ, время пребывания в реакторе.
С применением рециркуляции проводят регенерацию многочисленных вспомогательных веществ, употребляемых при проведении процесса — растворителей, адсорбентов, катализаторов и т. п.
На рис. 13.14 изображен простейший случай рециркуляционного включения. В промышленной практике можно встретиться и со многими другими разновидностями циркуляционных схем (см. рис. 13.10): система может иметь несколько циркуляционных контуров; обратный поток может возвращаться не в один аппарат, а в разные, иногда эти аппараты могут принадлежать даже различным производствам; в один и тот же аппарат могут подаваться потоки, возвращаемые из разных аппаратов (так называемые сопряженные, распределенные и более сложные, комбинированные виды рециркуляционных включений).
Рециркуляция широко применяется во многих современных химических производствах - при получении аммиака, соды, метанола, этанола, поскольку она позволяет осуществлять исчерпывающе полное превращение сырья, сводить к минимуму выход побочных продуктов, проводить реакции с большой скоростью и тем добиваться максимального использования единицы объема реактора.
§ 9. Технологические принципы создания ХТС
Задачи всех уровней создания ХТС — анализ, синтез, оптимизация ХТС, создание новых высокоэффективных химических предприятий, интенсификация и оптимизация функционирования существующих производств — должны решаться на основе четко сформулированного критерия эффективности функционирования системы.
Как подбор критерия эффект и внести, так и обеспечение условий, при которых он принимает оптимальное значение, должны осуществляться с учетом прогрессивных направлений и технологических принципов создания сложных ХТС. К таким принципам относятся вопросы рационального использования сырья, энергии, минимизации отходов производства, увеличения единичной мощности аппаратов, защиты окружающей среды от вредных выбросов химических предприятий, создания малоотходных и безотходных производств и др. Соблюдение таких технологических принципов дает возможность создать производство, работающее оптимально и с технической, и с экономической точек зрения.
Практическим воплощением этих принципов являются конкретные мероприятия и приемы, направленные на выполнение поставленных задач. Такие приемы выше рассматривались в различных разделах курса, так что фактически мы с ними уже знакомы. Остается только обобщить уже известное.
Принцип н а и л у ч ш e г о использования сырья проводится в направлении: 1) увеличения полноты переработки сырья: 2) комплексного использования сырья, 3) минимизации отходов производства. На практике для этого используют следующие приемы: выбор схемы процесса, применение избытка реагента, противоточного контакта фаз, введение рецикла, регенерацию реагентов и др
Принцип р а ц и о н а л ь н о г о и с п о л ь з о в а н и я энергии реализуется с помощью ряда приемов, таких, как регенерация теплоты, организация оптимального способа теплообмена в реакторах, создание энерготехнологических производств. Различные способы регенерации энергии, применяющиеся в настоящее время при разработке ХТС, позволяют свести к минимуму энергетические и тепловые затраты и создать для многих производств энерготехнологические схемы, в которых максимально используется энергетический потенциал сырья.
Одно из наиболее прогрессивных направлений в современной химической технологии - увеличение единичной мощности агрегатов.
Создание высокоэффективной ХТС немыслимо на современном этапе без учета важнейшей проблемы современности - защиты от загрязнения различного рода выбросами, в том числе и отходами химических предприятий Решение этой проблемы идет в двух направлениях:
1) разработка методов обезвреживания и утилизации отходов и выбросов действующих химических предприятий.
2) совершенствование самих технологических процессов, приводящее к уменьшению количества промышленных отходов, и создание малоотходных и безотходных производств, основанных на полном комплексном использовании сырья и работающих по замкнутому циклу.
§ 10. Проблемы, возникающие при разработке и эксплуатации агрегатов большой единичной мощности
За последние десятилетия произошло значительное укрупнение единичной мощности многих агрегатов и технологических линий, особенно в производстве минеральных удобрений, средств защиты растений, химических волокон и пластических масс. Наиболее наглядно тенденция увеличения единичной мощности агрегатов видна на примере производства аммиака. Так, если в 1959—1965гг. мощность агрегатов составляла 25—30 тыс. т аммиака в год, то в 1966—1970 гг. она увеличилась дотыс. т в год, а в настоящее время достигла 450 тыс. т в год.
Единичная мощность агрегатов достигла (в тыс. т/год): по выпуску аммиачной селитры—450; серной кислоты--500; фосфорной кислоты-300; аммофоса— 131; нитрофоски— 112; нитроаммофоски— 136 в пересчете на Р.2О5.
Существенно увеличены единичные мощности по производству этилена и пропилена, бензола и толуола, ксилолов, бутадиена, парафинов, необходимых для выпуска всех основных синтетических материалов — пластических масс, синтетических каучуков, химических волокон, пленкообразующих материалов, поверхностно-активных, моющих и других веществ.
Предусматривается дальнейшее ускорение создания высокопроизводительных комплектов оборудования, технологических линий, установок и агрегатов большой единичной мощности. При этом особое внимание уделяется оснащению таким оборудованием и агрегатами предприятий агропромышленного и топливно-энергетического комплексов.
Укрупнение единичной мощности агрегатов — одно из важнейших направлений, обеспечивающих снижение капитальных вложений и эксплуатационных затрат, трудоемкости и себестоимости продукции, а также упрощение управления производством.
Увеличение прибыли для производств большой единичной мощности вызвано тем, что:
1) расход сырья на единицу продукции не зависит от мощности;
2) энергетические затраты на компенсацию теплопотерь пропорциональны не отношению мощностей, а ÖM2 /M1';(M1— мощность исходного, М2 — мощность укрупненного производства); это значит, что удельные энергетические затраты с увеличением мощности снижаются;
3) уменьшаются удельные капитальные затраты (K1 — удельные капитальные затраты исходного и К2 — укрупненного производства).
При удвоении мощности удельные капитальные затраты снижаются на 15-20%;
|
|
|
5) перечисленные выше факторы приводят к уменьшению себестоимости продукта с увеличением мощности агрегата: |
3) суммарная стоимость оборудования растет, но не пропорционально увеличению мощности, а в меньшей степени
|
|
где S1 — себестоимость продукта в исходном; S2 — в укрупненном производстве: n = 0,2 - 0,3. При удвоении мощности себестоимость снижается на 13—15%.
Однако рост единичных мощностей имеет определенные технические и экономические границы. С технической стороны эти границы обусловлены сложностью конструктивных решений, монтажа и эксплуатации, а также возможностью обеспечения высокой степени надежности работы высокопроизводительных агрегатов. С экономической стороны границы мощностей определяют потери продукции при остановке агрегатов из-за аварий и отказов в работе оборудования. Остановка хотя бы на короткое время аппарата большой единичной мощности серьезно отражается на выполнении отраслевого плана выпуска продукции и сказывается на сбалансированности всего народного хозяйства.
Даже кратковременные перебои в работе агрегатов приводят к глубоким и длительным нарушениям технологического процесса. На восстановление его нормального режима требуется дополнительный расход сырья, топлива и энергии, а часть продукции попадает в брак. По данным Новополоцкого производственного объединения «Полимир» ущерб от остановки агрегатов, вызванных кратковременным отключснием электропитания дважды в год, составлял 500 тыс. руб.; кроме того, на факеле сжигалось 900 т бензина. На разогрев и пуск аппаратов и машин после каждой аварийной остановки затрачивалось 5 ТДж (1200 Гкал) тепловой и 700 кВт • ч электрической энергии.
Следует отметить также, что при периодических продувках аппаратов большой единичной мощности залповые выбросы могут оказать более значительное отрицательное экологическое воздействие, чем выбросы из аппаратов меньшей мощности.
Оптимальная единичная мощность агрегата определяется уровнем развития науки и техники и потребностью в производимой продукции. Укрупнение агрегатов осуществляется увеличением габаритов при сохранении технологических принципов переработки сырья или удельной производительности за счет использования новых технологических принципов переработки сырья и увеличения времени работы в течение года за счет повышения надежности агрегатов.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
