

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Рис. 7.86. Полирование лентами:
а — на свободной части ленты; б — с поджатием роликом; в — с поджатием копиром; г — с поджатием упругим элементом; д — бесцентровое; е — бесконечной лентой с поджатием; ж - бесконечной лентой на свободной части ленты; 1 — лента; 2 — заготовка; 3 — копир; 4 — упругий элемент
 В зависимости от требований к качеству обработанной поверхности и вида заготовки различают: полирование заготовки 2 на свободной ветви ленты 1 (рис. 7.86, а); полирование с поджатием ленты 1 к обрабатываемой поверхности 2 роликом (рис. 7.86, б, е); полирование с поджатием ленты 1 к обрабатываемой поверхности 2 специальным копиром 3 (рис. 7.86, в) или упругим элементом 4 (рис. 7.86, г); бесцентровое полирование (рис. 7.86, д); полирование внутренних поверхностей труб бесконечной лентой (см. рис. 7.86, е); полирование внутренних поверхностей на свободной ветви ленты (рис. 7.86, ж).
В зависимости от требований к качеству обработанной поверхности и вида заготовки различают: полирование заготовки 2 на свободной ветви ленты 1 (рис. 7.86, а); полирование с поджатием ленты 1 к обрабатываемой поверхности 2 роликом (рис. 7.86, б, е); полирование с поджатием ленты 1 к обрабатываемой поверхности 2 специальным копиром 3 (рис. 7.86, в) или упругим элементом 4 (рис. 7.86, г); бесцентровое полирование (рис. 7.86, д); полирование внутренних поверхностей труб бесконечной лентой (см. рис. 7.86, е); полирование внутренних поверхностей на свободной ветви ленты (рис. 7.86, ж).
Абразивно-жидкостная обработка, применяемая для полирования сложных фасонных поверхностей, заключается в подаче на обрабатываемую поверхность суспензии под давлением и с большой скоростью. Абразивные зерна, срезая выступы микронеровностей, создают эффект полирования. При подаче суспензии с воздухом повышается производительность обработки, но увеличивается шероховатость поверхности. Установка для абразивно-жидкостной обработки (рис. 7.87) состоит из рабочей камеры 3 с обрабатываемой заготовкой, твердосплавного сопла 4 для подачи абразивной суспензии 1 из бака 2 и насоса 5. Наибольший съем металла получается при угле наклона сопла 45°.
Для повышения производительности и качества отделочных операций часто используется вибрационная обработка в абразивной среде. Главное движение резания осуществляют абразивные зерна, совершающие колебания под воздействием внешней возмущающей силы (вибраций).
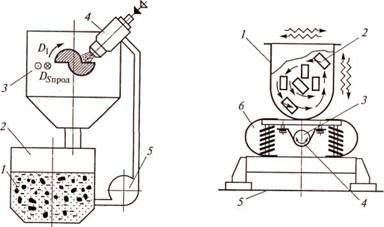
Рис. 7.87. Установка для абразивно- жидкостной обработки: 1-суспензия; 2-бак; 3-рабочая камера; 4-сопло; 5-насос; D1-движение притира; DSпрод-движение продольной подачи Рис 7.88.Установка для виброабразивной обработки: 1 — контейнер; 2 — заготовки; 3 —маховик; 4 — груз; 5 — жесткое основание; 6 — упругое основание
Схема установки для вибрационной обработки показана на рис. 7.88. Заготовки 2 загружаются в контейнер 7, заполненный рабочей средой. Контейнер установлен на упругом 6 и жестком 5 основаниях. При вращении маховика 3 с несбалансированным грузом 4 контейнер совершает колебательные движения с частотой 50кГц в двух плоскостях. Рабочая среда и заготовки при этом перемещаются, совершая колебания в двух плоскостях и медленное вращение всей массы. В рабочей среде детали расположены хаотично и занимают случайное положение, это обеспечивает равномерную обработку всех поверхностей. Большое количество микроударов поддерживает заготовки во взвешенном состоянии, что исключает образование грубых забоин и повреждений. Обработку можно производить всухую или с подачей жидкого раствора, который обеспечивает удаление продуктов изнашивания, равномерное распределение заготовок по объему контейнера и химико-механический процесс съема металла.
В состав рабочей среды входят:
твердый наполнитель в виде абразивных зерен (абразивная крошка, шлифовальное зерно, галька, известняк, гранит); состав и зернистость наполнителя зависят от вида обработки и требований к качеству обработанной поверхности;
неабразивные материалы (мелкие предметы различной формы из металла, древесины, войлока, кожи, резины). При полировании всухую используются войлочные, фетровые или кожаные изделия со слоем пасты и введением химических веществ, ускоряющих процесс полирования. Наносятся паста ГОИ или пасты из порошков (оксид хрома, крокус, венская известь), растворенных в керосине, скипидаре, водном растворе аммиака;
жидкий наполнитель с моющими, разделительными, травящими, пассивирующими, блескообразующими добавками. При обработке заготовок из черных металлов используется мыльный или мыльно-содовый раствор с добавкой 0,5...1 % олеиновой кислоты, при обработке заготовок из меди и медных сплавов — водный раствор зеленого мыла со стеариновой кислотой, при сухой обработке — сжатый воздух.
Вибрационное полирование производится последовательно в нескольких различных рабочих средах. Например, при обработке заготовок из конструкционных сталей и чугуна применяется следующий технологический маршрут:
черновое шлифование. Рабочая среда: обкатанные куски шлифовальных кругов зернистостью 10...60, твердостью ВТ, крупностью 25мм; 20%-ный раствор кальцинированной соды. Режимы обработки: частота колебаний 9кГц, амплитуда 5...6 мм. Время обработки 120...300 мин с промывкой 2%-ным содовым раствором;
чистовое шлифование. Рабочая среда: абразивная крошка, бой керамических кругов из электрокорунда, карбида кремния, зернистостью 4... 8, твердостью ВТ, ЧТ, крупностью 25мм. Контейнер заполняется рабочей средой на 50 %, закладываются заготовки на 75 % объема контейнера. Режимы обработки: частота колебаний 12 кГц, амплитуда 4 мм. Время обработки 120мин с промывкой 2%-ным содовым раствором;
полирование. Рабочая среда: абразивная крошка, бой керамических кругов из белого электрокорунда, зеленого карбида кремния, зернистостью М28, твердостью ВТ, ЧТ, крупностью 25...30 мм. Контейнер заполняется рабочей средой на 50%, закладываются заготовки на 75 % объема контейнера. Режимы обработки: частота колебаний 12 кГц, амплитуда 2,5...3 мм. Время обработки 120...300 мин с промывкой 2%-ным содовым раствором;
окончательное полирование. Рабочая среда: войлочные пыжы и обрезки отходов войлочных кругов размерами 10 х 10 мм, шаржированные порошком абразива. Контейнер заполняется рабочей средой на 60 %, закладываются заготовки на 75 % объема контейнера. Режимы обработки: частота колебаний 12 кГц, амгаитуда 2,5... 3 мм. Время обработки 120мин до получения зеркального блеска.
Состав рабочих сред для разных видов обработки приведен в табл. 7.20.
Таблица 7.20
Состав и характеристика рабочих сред для различных операций при вибрационном полировании
|
Материал заготовки |
Операция обработки |
Твердый наполнитель |
Жидкий раствор |
|
Сталь, чугун, медные сплавы |
Снятие небольших заусенцев, скругление острых кромок, чистовое шлифование |
Абразивная крошка 24А зернистостью 8—16 на керамической связке твердостью Т-ЧТ |
Содовый или хромовый ангидрид |
|
Сталь, чугун, цветные сплавы, пластмассы |
Снятие небольших заусенцев, скругление острых кромок, полирование |
Абразивная крошка 54С зернистостью 6 — 8 на керамической связке твердостью ВТ |
Содовый или мыльный |
|
Латунь |
Подготовка поверхности под гальваническое покрытие |
Фарфоровый бой с размером гранул мм, войлочные пыжы 25x25x25 мм |
20г/л тринат-рийфосфата технического, 10 г/л калия двухромовоки-слого, 0,2...0,3 г/л моющего средства |
|
Сталь, |
Шлифование, по |
Дробленый |
Содовый или |
|
чугун, |
лирование, сня- |
гранит |
мыльный |
|
медные |
тие заусенцев, | ||
|
сплавы |
скругление кромок | ||
|
Сталь, |
Отделка, наклеп, |
Стальные |
Содовый или |
|
пластмассы |
удаление облоя, |
закаленные и |
мыльный с |
|
нанесение |
полированные |
добавлением 1% | |
|
защитных пленок |
шарики |
олеиновой кислоты | |
|
Сталь, |
Чистовое |
Древесная крош- |
Всухую или при |
|
цветные |
шлифование, |
ка с добавлением |
слабом увлажнении |
|
металлы и |
полирование |
шлифовальных | |
|
их сплавы |
порошков | ||
|
Сталь, |
Полирование, |
Войлочные пыжы |
Всухую |
|
цветные |
глянцевание |
и обрезки кожи | |
|
металлы и |
со слоем пасты | ||
|
их сплавы |
Магнитно-абразивному полированию (МАП) подвергаются плоские, цилиндрические или фасонные поверхности заготовок из магнитных и немагнитных материалов. За 10...40 с достигается шероховатость обработанной поверхности Ra 0,032...0,2 мкм, исправляются погрешности геометрической формы.
Сущность магнитно-абразивной обработки заключается в следующем. Заготовкам, помещенным в магнитное силовое поле, сообщают вращательное движение вокруг оси и осциллирующее движение вдоль оси. Возбуждаемый в сердечниках электромагнита поток пронизывает заготовки в диаметральном направлении.
Рис. 7.89. Установка для магнитно-абразивной обработки:
1 — трафарет; 2 — кронштейн; 3 — токосъемник; 4 — шпиндель; 5 — оправка; 6 — контактные кольца; 7 — электромагнитный индуктор; 8 — катушки электромагнита; 9 — заготовка; 10 — рабочая плита; 11 — прокладка; 12 — стол
В контейнер с заготовками подается порошок, обладающий абразивными и магнитными свойствами, и СОТС. Магнитное поле выполняет роль связки, формирующей из отдельных абразивных зерен эластичный абразивный инструмент, и обеспечивает силовое воздействие, с помощью которого абразиву сообщаются нормальные и тангенциальные силы резания.
СОТС — носитель поверхностно-активных веществ. В зоне обработки возникает процесс электролиза. Анодное растворение поверхностного слоя заготовок ускоряет процесс обработки. Анодное растворение поверхностных слоев абразива обеспечивает их самозатачиваемость.
Схема установки для магнитно-абразивного полирования показана на рис. 7.89. Между столом 12 станка и рабочей плитой 10 установлена немагнитная, неэлектропроводная прокладка 11. На рабочей плите размещаются трафарет 1 и заготовки 9. На шпиндель 4 станка надета оправка 5 с корпусом электромагнитного индуктора 7 и катушками 8 электромагнита. Напряжение на катушки электромагнита подается через контактные кольца 6 токосъемником 3, установленном на кронштейне 2.
Магнитно-абразивное полирование происходит с подачей в зону обработки 5... 10%-ного раствора эмульсола марки Э-2 в воде. Абразивные порошки для МАП должны обладать высокой магнитной индукцией насыщения, магнитной проницаемостью, абразивными свойствами, теплопроводностью, химической стойкостью и низкой электропроводностью. Обычно применяются ферросплавы или смесь железных окатышей и тугоплавких соединений (TiC, А1203, Cr3C2, ZrC, W2B5, WC).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
