
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Код ОКП 14680 | Группа В62 |
УТВЕРЖДАЮ Директор центр защитных покрытий» _________________ «___» _____________ 2011 г. |
НАРУЖНОЕ И ВНУТРЕННЕЕ АНТИКОРРОЗИОННОЕ ПОКРЫТИЕ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ТРУБОПРОВОДОВ ДИАМЕТРОМ 57-720 ММ НА ОСНОВЕ ЭПОКСИДНЫХ ПОРОШКОВЫХ КОМПОЗИЦИЙ |
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ТУ
Держатель подлинника центр защитных покрытий»
Срок введения «___» _____________ 2011 г.
СОГЛАСОВАНО: | РАЗРАБОТАНО: |
Инженер-технолог | |
г. Екатеринбург 2011 г.
 |
Настоящие технические условия распространяются на стальные соединительные детали трубопроводов с внутренним и наружным антикоррозионным покрытием на основе наплавляемых порошковых композиций, типа П-ЭП – 585
Соединительные детали наружным диаметроммм с антикоррозионным покрытием предназначены для строительства подземных трубопроводов систем сбора нефти и систем поддержания пластового давления, горячего и холодного водоснабжения, трубопроводов специального назначения.
Допускается нанесение наружного и внутреннего антикоррозийного покрытия на детали с приварными катушками, нестандартные соединительные детали, детали запорной арматуры, пожарные гидранты и на сопутствующее нестандартное оборудование, такое как элементы опор, нестандартные врезки, ремонтные вставки пр.
Соединительные детали с внутренним антикоррозионным покрытием могут выпускаться как с системой защиты внутренней части сварного шва (металлизационное покрытие), так и без неё.
Наружное антикоррозионное покрытие на соединительные детали наносится в соответствии с требованиями ГОСТ Р 51164.
Обязательным условием технологии нанесения наружного покрытия является сохранение антикоррозионных свойств внутреннего покрытия
Допустимый диапазон температур окружающей среды:
- при проведении строительно-монтажных, погрузочно-разгрузочных и транспортных работ от -45 до +60 0С;
- при хранении изолированных соединительных деталей от -60 до +60 0С.
Максимальная температура длительной эксплуатации покрытия – от +80 до +130 0С в зависимости от марки материала покрытия.
Относительная влажность до 100%
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К СОЕДИНИТЕЛЬНЫМ ДЕТАЛЯМ И ПОКРЫТИЮ.
1.1 Детали должны соответствовать ГОСТ 17375, 17376, 17378, 30753, 24950, 17379 либо другой нормативной документации, согласованной в установленном порядке. Требования к соединительным деталям трубопроводов для нанесения полного антикоррозионного покрытия приведены в Приложении 1.
1.2 Все соединительные детали, подлежащие нанесению внутреннего и наружного покрытия, подвергают входному контролю. Соединительные детали с выявленными дефектами, в том числе и после абразивной обработки, не соответствующие требованиям ГОСТ и требованиям настоящих технических условий, отбраковываются и изоляции не подлежат.
1.3 Требования к материалам покрытия
1.3.1 Наплавляемые порошковые композиции типа П-ЭП-585 представляет собой гомогенизированную порошкообразную смесь эпоксидной смолы, отвердителя, ускорителя, пигментов и модификаторов.
1.3.2 Наплавляемые порошковые композиции типа П-ЭП-585 должны обеспечивать требования к получаемому на их основе покрытию, приведенные в таблице 1.
ТАБЛИЦА 1
Наименование показателя | Норма |
1 Внешний вид | Однородная поверхность без визуально обнаруживаемых пропусков, прожогов |
2 Диэлектрическая сплошность а) при электролитическом контроле б) при электроискровом контроле | Отсутствие пробоя при напряжении 64 В 2,5 кВ |
3 Толщина, мм, не менее | 0,35 |
4 Адгезия к стали, при температуре 200С и 800С балл, не более | 1 |
5 Адгезия к стали после выдержки в воде 1000ч при 50 °С, балл, не более | 1 |
6 Сопротивление обратному удару, при 200С, Дж, не менее | 11,0 |
7 Площадь отслаивания покрытия после 30 суток выдержки в 3% растворе NaCI при потенциале поляризации минус 1,5В, см2, не более, при температуре: 200С 800С | 5 8 |
8 Переходное сопротивление после выдержки образцов в 3% растворе NaCI при температуре 200С в течение 100 суток, Ом*м2, не менее | 107 |
9 Относительное удлинение свободной пленки при разрыве при температуре 200С, %, не менее | 5 |
1.3.3 В качестве порошкового покрытия могут использоваться другие материалы со свойствами получаемого на их основе покрытия, не уступающими указанным в п.1.3.2.
1.4 Требования к подготовке поверхности соединительных деталей перед нанесением внутреннего и наружного покрытия.
1.4.1 Поверхность соединительных деталей, подлежащих нанесению внутреннего и наружного покрытия, должна быть чистой и сухой; наличие влаги в виде пленки, капель, наледи, инея не допускается.
Температура соединительных деталей перед очисткой должна быть на 5°С выше температуры точки выпадения росы, но не менее 25 °С.
1.4.2 Внутреннюю и наружную поверхность соединительных деталей подвергают абразивной обработке, цель которой состоит в очистке от окислов и придании металлической поверхности определенной шероховатости.
Степень очистки от окислов не ниже 2 по ГОСТ 9 402 или Sa 2,5 согласно ISO 8501-1.
Степень шероховатости должна составлять R z=4мкм„
1.4.3 Для абразивной обработки поверхности соединительных деталей используют абразивный материал, обеспечивающий очистку в соответствии с требованиями п. 1.4.2. Обработка производится в соответствии с требованиями и нормами техники безопасности и санитарии при работе с абразивом; воздух рабочей зоны должен соответствовать ГОСТ 12.1.005.
1.4.4 Оставшиеся на внутренней поверхности соединительных деталей после абразивной обработки пыль и остатки абразивного материала удаляют продувкой сухим сжатым воздухом, который должен соответствовать ГОСТ 9 010
1.4.5. После подготовки поверхности соединительных деталей проводят следующие контрольные операции:
- визуально контролируют отсутствие пропусков после абразивной обработки, с подсветкой с обратной стороны источником белого света;
- визуально контролируют степень очистки от окислов, на соответствие в сравнении с эталонными снимками;
- определяют шероховатость с помощью ленты типа «TESTEX», микрометра или соответствующего профилометра.
Результаты контроля записывают в журнал контрольных операций.
Детали, не удовлетворяющие требованиям по подготовке поверхности, подвергают повторной обработке.
Время между началом очистки детали и нанесением покрытия не должно превышать 2 ч при относительной влажности воздуха не более 80 %.
1.5 Требования к получению изоляционного покрытия соединительных деталей
1.5.1 Перед нанесением порошковой краски производят нагрев соединительных деталей. Температура нагрева выбираются в соответствии с требованиями производителя изоляционного материала.
1.5.2 Нанесение порошковых композиций производят до набора требуемой толщины покрытия, сразу после нагрева соединительных деталей в соответствии с режимами, рекомендованными производителем изоляционного материала.
1.5.3 После окраски детали производится полимеризация покрытия в соответствии с режимами, рекомендованными производителем изоляционного материала.
1.5.4 Наружное покрытие соединительных деталей должно соответствовать параметрам указанным в таблице 1.
1.5.5 Конструкция внутреннего покрытия соединительных деталей трубопроводов с системой защиты внутренней части сварного стыка, должна соответствовать схеме, изображенной на рис. 1 и данным табл.2.
1.5.6 Внутреннее покрытие соединительных деталей должно соответствовать параметрам указанным в таблице 3.
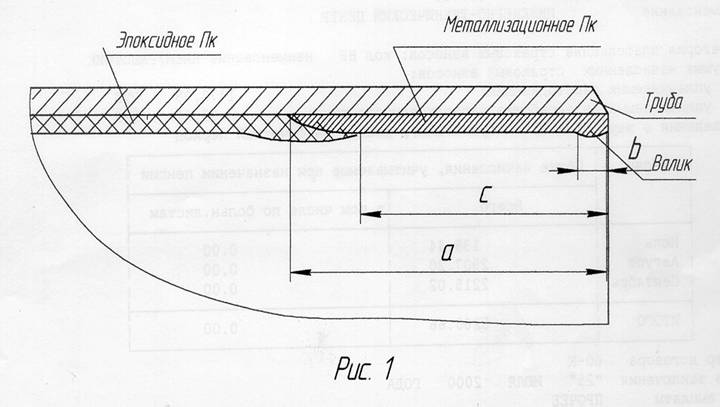
ТАБЛИЦА 2
Параметр | Обозначение | Норма, мм |
1 Длина участка металлизационного покрытия | a | Не менее 60 |
2 Ширина валика самофлюсующегося сплава | b | 5-10 |
3 Длина концов внутренней поверхности труб, свободных от эпоксидного покрытия | c | 30-50 |
1.5.7 Концы соединительных деталей на длине от 30 до 50 мм должны быть свободны от наружного покрытия.
1.5.8 При нанесении внутреннего покрытия без системы защиты внутренней части сварного стыка, концы соединительных деталей на длине от 30 до 50 мм должны быть свободны от внутреннего покрытия.
ТАБЛИЦА 3
Наименование показателя | Норма | |
эпоксидное | металлизационное * | |
1 Внешний вид | Однородная поверхность без визуально обнаруживаемых пропусков, прожогов | Однородная сплошная поверхность, цветовые оттенки не нормируются, без трещин, отслоений, вздутий, растрескивания |
2 Диэлектрическая сплошность а) при электролитическом контроле б) при электроискровом контроле | Отсутствие пробоя при напряжении 64 В 2,5 кВ | - |
3 Толщина, мм, не менее - в зоне нахлеста на металлизационное покрытие, не более - валика | 0,30 0,60 | 0,25-0,30 0,35-0,50 |
4 Адгезия к стали, к металлизационному покрытию в зоне нахлеста, балл, не более при 20 0С при 80 0С | 1 1 | - - |
5 Адгезия к стали, к металлизационномупокрытию в зоне нахлеста после выдержки в воде 1000 ч при 50 °С, балл, не более | 1 | - |
6 Сопротивление обратному удару, при 200С, Дж, не менее | 11,0 | - |
7 Прочность сцепления со стальной поверхностью по методу опиловки: - исходная; - после выдержки в 3% растворе NaCI при 80° С в течение 240 ч | - - | отсутствие отслаивания без изменения |
8 Пористость покрытия, шт /см2, не более: - исходная; - после выдержки в 3%растворе NaCI при 80°С в течение 240 ч | - - | 1 1 |
* Система защиты внутренней части сварного стыка, изготовленная в заводских условиях
2. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ.
2.1 К выполнению работ по нанесению защитного покрытия на соединительных деталях допускаются лица не моложе восемнадцати лет, прошедшие медицинское освидетельствование, обучение и сдавшие экзамен в установленном порядке.
2.2 Каждый рабочий при допуске к работе проходит инструктаж по технике безопасности на рабочем месте. Работник расписывается в журнале о проведение инструктажа.
2.3 На рабочих местах вывешиваются четко отпечатанные необходимые правила и инструкции по технике безопасности и промышленной санитарии.
2.4 При выполнении работ по подготовке поверхности и нанесению защитного покрытия работающий персонал обеспечивается спецодеждой и средствами индивидуальной защиты в соответствии с требованиями ГОСТ 12.3.002 и ГОСТ 12.3.016.
2.5 Работы по внутренней и наружной изоляции производятся в соответствии с требованиями ГОСТ 12.3.005.
2.6 Содержание вредных веществ в рабочей зоне помещений не должно превышать норм, установленных ГОСТ 12.1.005.
2.7 При эксплуатации установок следует соблюдать «Правила техники безопасности».
2.8 Камера абразивной обработки соединительных деталей должна иметь индивидуальную вентиляционную систему с пылеулавливателем.
2.9 Участки нанесения покрытий должны иметь местный отсос.
2.10 Приточно-вытяжная и общеобменная вентиляция производственного помещения в сочетании с местным отсосом от камер должны обеспечивать удаление пыли в виде аэрозоля из рабочей зоны производственного помещения до концентрации, не превышающей ПДК.
3. ТРЕБОВАНИЯ ОХРАНЫ ОКРУЖАЮЩЕЙ СРЕДЫ.
3.1 Контроль за соблюдением предельно допустимых выбросов в атмосферу при нанесении внутреннего покрытия должен осуществляться согласно ГОСТ 17.2.3.02 и ТУ на применяемые материалы.
3.2 Специальные мероприятия для предупреждения вреда окружающей среде, здоровью и генетическому фонду человека при испытании, хранении, транспортировании и эксплуатации соединительных деталей с защитным покрытием должны выполняться в соответствии с требованиями нормативных документов, действующих на территории РФ
4. ПРАВИЛА ПРИЕМКИ.
4.1 Приемку соединительных деталей с покрытием производит ОТК завода изготовителя по предъявлению начальника смены, сменного мастера, либо лиц их замещающих. Изготовитель должен гарантировать соответствие всех выпускаемых соединительных деталей с покрытием настоящими техническими условиями. По требованию потребителя допускается совместная с ним приемка изделий.
4.2 Соединительные детали с покрытием к приемке предъявляются партиями.
Партия должна состоять из деталей одного и того типа, изготовленных из одной марки стали и иметь покрытие из одних и тех же марок материалов.
4.3 Соединительные детали с покрытием подвергают приемо-сдаточному и периодическому контролю.
4.4 Порядок проведения приемо-сдаточного контроля качества соединительных деталей с покрытием:
4.4.1 На каждой детали выполняют контроль:
- внешнего вида покрытия;
- длины концов детали, свободных от эпоксидного покрытия
- длины участков металлизационного покрытия ;
- ширины валика самофлюсующегося сплава;
- диэлектрической сплошности покрытия
- толщины эпоксидного покрытия;
- толщины валика самофлюсующегося сплава;
4.4.2 При неудовлетворительных результатах испытаний покрытия хотя бы по одному из приемо-сдаточных показателей по п.4.4.1, по нему проводят повторные испытания на удвоенном количестве деталей, взятых из той же партии. В случае неудовлетворительных результатов повторных испытаний разрешается поштучная сдача соединительных деталей.
4.4.3 Дефектом считается вздутие, непрокрас, посторонние включения, полые пузыри в слое краски, изменение цвета на более темный. Допускается технологическое увеличение толщины покрытия на нижней образующей изделия и незначительные, не более 3 мм, сколы полимерного покрытия по краю нанесения маскировочной ленты.
Допускается локальное снижение толщины покрытия не более, чем на 50 мкм., общей площадью не более 5% от площади окрашенной поверхности
4.5 Порядок проведения периодического контроля:
4.5.1 Периодический контроль проводят при запуске производства, при замене материалов или по требованию потребителя, но не реже одного раза в полгода.
4.5.2 Периодический контроль проводят на двух соединительных деталях от партии или на «образцах - свидетелях».
Контролю подлежат следующие показатели:
- адгезия эпоксидного покрытия к стали и к металлизационному покрытию в зоне нахлеста при 20°С и 80°С;
- адгезия эпоксидного покрытия к стали и к металлизационному покрытию в зоне нахлеста после выдержки в воде при 50°С;
- контроль прочности сцепления со стальной поверхностью металлизационного покрытия по методу опиловки после выдержки в 3% растворе NaCI при 60°С;
- контроль пористости металлизационного покрытия после выдержки в 3%растворе NaCI при 80°С.
4.6 При неудовлетворительных результатах периодического контроля покрытия по п.4.5.2 процесс заводской изоляции соединительных деталей должен быть приостановлен до выяснения и устранения причин несоответствия покрытия требованиям настоящих технических условий.
5. МЕТОДЫ КОНТРОЛЯ.
5.1 Внешний вид покрытия проверяют визуально с подсветкой электрической лампой мощностью 40 Вт без применения увеличительных средств.
5.2 Длину концов соединительных деталей, свободных от эпоксидного покрытия, измеряют с помощью линейки металлической измерительной по ГОСТ 427. Длину участка металлизационного покрытия измеряют до нанесения эпоксидного покрытия.
5.3 Сплошность покрытия проверяют электролитическим либо электроискровым дефектоскопом постоянного тока. Контролю подлежит вся внутренняя поверхность трубы, кроме концов длиной 60 мм от торца
5.4 Толщину эпоксидного и металлизационного покрытий определяют толщиномером любого типа, предназначенным для измерения толщины неферромагнитных покрытий на ферромагнитной подложке с точностью измерения не менее 10-3 мм и погрешностью измерения не более 10 %.
Измерения толщины покрытия производят:
- на расстоянии не менее 60 мм от торца соединительных деталей в 5 произвольных точках, равномерно распределенных по поверхности эпоксидного покрытия, включая участок, перекрывающий металлизационное покрытие
Измерения толщины металлизационного покрытия производят:
- по концам соединительных деталей на внутренней поверхности, свободной от эпоксидного покрытия в 5 произвольных точках по двум образующим, распределенным равномерно по окружности соединительных деталей.
5.5 Адгезию эпоксидного покрытия к стали по телу соединительных деталей и к металлизационному покрытию в зоне нахлеста определяют методом решетчатых надрезов по ГОСТ 15140 на «образцах - свидетелях».
5.6 Прочность сцепления металлизационного покрытия со стальной поверхностью по методу опиловки определяют по ГОСТ:
исходную - по торцу детали;
после выдержки в растворе NаCI – на «образцах - свидетелях».
5.7 Пористость металлизационного покрытия определяют по ГОСТ 9.302:
- исходную – по концам детали на внутренней поверхности, свободной от эпоксидного покрытия;
- после выдержки в растворе NаCI – на «образцах - свидетелях».
5.8 Сопротивление обратному удару покрытия при температуре 20°С производят по ГОСТ Р 51164 на «образцах - свидетелях».
6. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ ИЗОЛИРОВАННЫХ соединительных деталей.
6.1 Транспортирование и хранение соединительных деталей производят в соответствии со следующими правилами:
6.1.1 Перевозку изолированных соединительных деталей необходимо осуществляться на специальных транспортных средствах, оборудованных прокладками, исключающими повреждение изоляционного покрытия.
6.1.2 Хранение соединительных деталей необходимо осуществлять в закрытых помещениях, исключающих прямое попадание влаги и ультрафиолетового излучения, на специальных стеллажах или на поддонах с деревянным или пластиковым настилом, исключающим повреждение покрытия.
6.1.3 Транспортирование соединительных деталей может осуществляться также в железнодорожных контейнерах, вагонах и полувагонах.
6.2 Допускается применение упаковочной тары, гарантированно обеспечивающей сохранность деталей при транспортировке и хранении.
7. МАРКИРОВКА.
7.1 На каждую партию изолированных соединительных деталей изготовитель выдает сертификат, удостоверяющий соответствие соединительных деталей требованиям настоящих технических условий.
7.2 На наружную поверхность изолированных соединительных деталей наносят следующие сведения:
- наименование предприятия-изготовителя антикоррозийного покрытия;
- номер партии и дата выпуска изолированных соединительных деталей;
- типоразмер детали;
- тип покрытия;
- Номер настоящих технических условий;
- № заказа;
- отметку ОТК.
Маркировку наносят на соединительные детали способом, обеспечивающим необходимую сохранность защитного покрытия, хорошую видимость и достаточную долговечность на период хранения.
8. ГАРАНТИИ ПОСТАВЩИКА.
8.1 Поставщик гарантирует соответствие продукции требованиям настоящих технических условий при соблюдении потребителем условий применения, эксплуатации, транспортирования, хранения и монтажа, предусмотренных данными техническими условиями.
8.2 Гарантийный срок хранения до начала эксплуатации 1 год.
ПРИЛОЖЕНИЕ 1
Требования к соединительным деталям трубопроводов,
для нанесения наружного и внутреннего защитного покрытия на основе
наплавляемых порошковых композиций
1. Соединительные детали трубопроводов, подлежащие изоляции, должны соответствовать требованиям нормативной документации, утвержденной для них в установленном порядке;
2. Соединительные детали трубопроводов должны иметь сертификат качества завода-изготовителя;
3. Соединительные детали трубопроводов не должны иметь овальность (по наружному диаметру детали) более 3% ;
4. Соединительные детали трубопроводов не должны иметь вмятин, превышающих допуск по овальности более 3 % (по наружному диаметру);
5. Соединительные детали трубопроводов не должны иметь расслоений или задиров на наружной и внутренней поверхности;
6. Соединительные детали трубопроводов не должны иметь разнотолщинность, превышающую требования соответствующей нормативной документации;
7. Соединительные детали трубопроводов не должны иметь замасленную наружную и внутреннюю поверхности;
8. Не допускается наличие заусенцев с внутренней стороны на концах соединительных деталей;
9. На концах горячедеформированных соединительных деталей трубопроводов должны быть сняты фаски: наружная под углом 30 град. к торцу трубы и внутренняя – под углом 7 град. к продольной оси трубы. Торцевое притупление должно иметь ширину 1,4 ±0,4 мм;
10. Для электросварных соединительных деталей трубопроводов на участках 70-80 мм от концов труб внутренний грат должен быть полностью удалён. На остальной поверхности величина внутреннего грата не должна превышать 0,2 мм;
11. Не допускаются к покрытию составные соединительные детали трубопроводов (с приварными катушками), с высотой усиления сварного шва на приварных элементах более 2,5 мм. и не имеющего плавного перехода к основной поверхности или детали, имеющие неровную кромку шва с наличием острых выступов, углублений ( пор ), а так же наличие брызг наплавленного металла;
12. Внутренняя полость соединительных деталей трубопроводов должна быть очищена от продуктов трубного производства, наслоений рыхлой ржавчины, консервационных покрытий и других посторонних загрязнений;
13. Наружная поверхность соединительных деталей трубопроводов должна быть очищена от изоляционных покрытий различного назначения и других посторонних загрязнений.
 |
ПРИЛОЖЕНИЕ 2
ПЕРЕЧЕНЬ
документов, на которые имеются ссылки в данных технических условиях
Обозначение документа | Наименование документа |
ГОСТ Р | Трубопроводы стальные магистральные Общие требования к защите от коррозии. |
ГОСТ 9. | Трубопроводы стальные магистральные Общие требования к защите от коррозии. Единая система защиты от коррозии и старения. Сооружения подземные. Общие требования |
Стандарт NACE ТМ0186 | Холидеи-детектор для внутренних покрытии труб с толщиной покрытия 10-30 мил. |
ГОСТ 14870 | Продукты химические. Методы определения воды. |
ASTM D 4217 | Продолжительность гелеобразования. |
ГОСТ 6433.2 | Материалы электроизоляционные твердые.. Методы определения электрического сопротивления при постоянном напряжении. |
ГОСТ 20811 | Материалы лакокрасочные. Методы испытаний покрытий на истирание. |
ASTMG14 | Стойкость к удару покрытий трубопроводов. |
ГОСТ 9.402 | Покрытия лакокрасочные Подготовка металлических поверхностей перед окрашиванием. |
ГОСТ 427-75 | Линейки измерительные металлические. |
ГОСТ | Шероховатость поверхности. Термины и определения. |
ISO 8501-1 | Подготовка стальной основы перед нанесением красок и подобных покрытий Визуальная оценка чистоты поверхности. |
ИСО 8503-1 | Подготовка стальной основы перед нанесением красок и связанных с ними продуктов. Характеристики шероховатости стальной подложки после абразивной обработки. Часть 1. Требования, термины и определения для компараторов ИСО по оценке поверхностей |
ГОСТ 12.1.005 | ССБТ. Общие санитарные гигиенические требования к воздуху рабочей зоны. |
ГОСТ 9.010 | Воздух сжатый для распыления лакокрасочных материалов. |
ГОСТ 17375 | Детали трубопроводов стальные бесшовные приварные на Ру<10 Мпа (<100 кгс/см2) ОТВОДЫ КРУТОЗАГНУТЫЕ |
ГОСТ 17376 | Детали трубопроводов стальные бесшовные приварные на Ру<10 Мпа (<100 кгс/см2) ТРОЙНИКИ штампованные |
ГОСТ 17378 | Детали трубопроводов стальные бесшовные приварные на Ру<10 Мпа (<100 кгс/см2 ). ПЕРЕХОДЫ концентрические |
ГОСТ 17379 | Детали трубопроводов стальные бесшовные приварные на Ру<10 Мпа (<100 кгс/см2) ЗАГЛУШКИ эллиптические |
ГОСТ 30753 | Детали трубопроводов стальные бесшовные приварные на Ру<10 Мпа (<100 кгс/см2) ОТВОДЫ КРУТОИЗОГНУТЫЕ |
ГОСТ 24950 | Детали трубопроводов стальные бесшовные приварные на Ру<10 Мпа (<100 кгс/см2) ОТВОДЫ ГНУТЫЕ |
ГОСТ 12.3.002 | ССБТ. Процессы производственные Общие требования безопасности. |
ГОСТ 12.3.016 | ССБТ Работы антикоррозионные Требования безопасности. |
ГОСТ 12.3.005 | ССБТ Работы окрасочные Общие требования безопасности. |
ГОСТ 17.2.3.02 | Охрана природы. Атмосфера Правила установления допустимых выбросов вредных вещесгв промышленными предприятиями. |
