

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
ПРИМЕНЕНИЕ ФИТИНГОВ ПРОИЗВОДСТВА
ДЛЯ ПРОИЗВОДСТВА РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ
1. О применяемых нами в производстве РВД рукавах
Наше предприятие изготавливает фитинги под рукав по DIN 20022 тип 2SN (двухоплеточный), 1SN (однооплеточный) и DIN 20023 тип 4SP (четырехоплеточный).
Рукава 1SN и 2SN изготавливаются специально с тонким наружным слоем резины, чтобы не было необходимости его снимать при опрессовке рукава с фитингом. Рукава же по российскому стандарту ГОСТ 6286-78 изготавливаются с толстым наружным слоем резины, что требует обязательной обточки его перед опрессовкой. Такой же обточки наружного слоя резины перед опрессовкой требуют рукава по DIN 20023 тип 4SP.
Наибольшее распространение для самых ходовых диаметров 8-20 мм получили рукава 2SN.
2. Основные виды применяемых в производстве РВД заделок фитингов
В настоящее время в России применяются два основных вида заделок (хотя есть еще несколько редко применяемых видов):
· кольцевой обжимкой гладкой трубчатой муфты (в народе ее называют колбаской)
· продольной обжимкой муфтами с внутренними зубцами
Мы применяем последний вид обжимки как наиболее качественный и соответствующий лучшему мировому опыту в этой области.
3. Особенности конструкции наших фитингов для РВД
Конструкция наших фитингов разработана на основе лучших зарубежных образцов (MANULLY, FLEXEQUIP). Комплект фитингов состоит из трех деталей: гайка накидная, ниппель, муфта.
Для рукавов 1SN и 2SN с тонким наружным слоем резины применяется муфта с острыми зубьями, как показано на рисунке выше, а для рукавов 4SР и отечественных рукавов с толстым наружным слоем резины применяется муфта с зубьями с односторонним скосом:
На рукавах 1SN и 2SN муфта своими острыми зубьями прорезает насквозь резиновый верхний слой рукава и вдавливается в металлическую оплетку, деформируя ее и тем самым надежно держит фитинг при высоких статических и, что особо важно, динамических нагрузках на рукав.
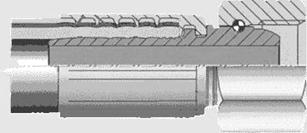
Наружная проточка на переднем конце муфты позволяет при обжимке правильно закрывать замок муфты на ниппеле.
На рукавах 4SР и им подобных муфта своими зубьями просто вдавливается в металлическую оплетку, а резиновый верхний слой предварительно должен быть снят в обязательном порядке.
Кольцевые канавки на наружной поверхности муфт 4SP устраняют избыточное давление на муфту при обжимке, заметно уменьшая ее удлинение (муфта расширяется вместо удлинения).
4. Заделка фитингов на РВД
Заделку наших фитингов на рукавах необходимо осуществлять на радиально обжимных машинах. Муфта обжимается по всей своей длине кулачками с цилиндрической рабочей поверхностью.
Основные принципы обжимки изложены выше, см. п. 3. Контроль степени обжатия осуществляется по двум параметрам: наружному диаметру муфты и внутреннему диаметру ниппеля. Контроль обжатия по наружному диаметру можно осуществлять используя нижеприведенную таблицу:
Обозначение рукава по DIN 20022 | Обозначение чертежа обжимной муфты | Наружный диаметр муфты, мм | |
до обжатия | после обжатия | ||
DN8 2SN | Муфта 8-2SN | 24 | 20,5±0,1 |
DN10 2SN | Муфта ГП-10.00.00.02 | 27 | 22,6±0,1 |
DN12 2SN | Муфта ГП-12.00.00.02 | 29,5 | 25±0,1 |
DN16 2SN | Муфта ГП-16.00.00.02 | 32 | 28,5±0,1 |
DN20 2SN | Муфта ГП-20.00.00.02 | 36 | 32,7±0,1 |
DN25 2SN | Муфта ГП-25.00.00.02 | 46,1 | 41±0,1 |
DN25 4SН | Муфта ГП-25.00.00.03/1 | 46,1 | 42,5±0,1 |
Контроль по наружному диаметру муфты осуществляется по измерительным приборам радиально-обжимной машины. Но контроль степени обжатия по наружному диаметру является недостаточным, и мы его можем рекомендовать как предварительный, при настройке радиально обжимной машины, так как он не учитывает разброс реальных размеров резиновых рукавов. Практически, необходимо контролировать каждую партию рукавов еще и по изменению внутреннего отверстия ниппеля.
Если в процессе обжима муфты на рукаве, происходит незначительное уменьшение отверстия в ниппеле, это указывает на правильное обжатие рукава. Различные производители допускают разную степень уменьшения отверстия ниппеля. Мы рекомендуем для качественной обжимки добиваться такой степени обжатия, чтобы отверстие ниппеля уменьшалось на 0,05 – 0,5 мм (от Ду8 до Ду25 соответственно).
Контроль отверстия в ниппеле производится с помощью калиброванных оправок-пробок. При отсутствии возможности изготовить пробки, можно осуществлять контроль цилиндрическими сверлами, используя их в качестве пробок.
