

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
old genry РабСтол: СтКарповТехнМет2
, , Крушенко наноструктурных электроконтактных композиционных материалов в дуговом разряду низкого давления // Технология металлов, 2011.- № 8.- С. 17-19
Композиционные электроконтактные материалы могут быть отнесены к дисперсноупрочненным спеченным сплавам. Контактные материалы, используемые в узлах коммутации электрического тока высоко - и низковольтного назначения, должны обладать комплексом самых разнообразных свойств: малое удельное и контактное сопротивление, незначительная эрозия (то есть способность противостоять массопереносу в условиях дугового разряда и свариваемости при замыкании и размыкании), механическая прочность и термическая инертность, высокая теплопроводность и т. д.
Эффективное техническое решение может быть обеспечено при использовании псевдосплавов состоящих, с одной стороны, из тугоплавкого компонента (W, Mo и др.) и содержащих, с другой стороны, высокоэлектропроводные металлы (Cu, Ag). Электроконтактные псевдосплавы обладают гетерогенной структурой, состоящей из матрицы, в которую внедрены частицы дисперсной фазы, находящиеся в прочной адгезионной связи с материалом матрицы, но не взаимодействующие с ним [1].
Наличие высокой удельной поверхности нанодисперсных частиц (НЧ) открывает возможности снижения концентрации неметаллических компонентов в структуре электропроводящего матричного материала. Очевидно, снижение массовой концентрации непроводящих компонентов способствует снижению электросопротивления, но при этом их высокая удельная поверхность позволяет сохранить высокую сопротивляемость к свариваемости. Кроме того, НЧ обеспечивают дисперсное упрочнение матричного материала, тормозят рекристаллизационные процессы в нем и, следовательно, способствуют повышению эксплуатационной износостойкости.
В нашей работе мы исследуем возможность получения высококачественных электроконтактных материалов на основе порошковой меди, плакированной нанодисперсными частицами нитрида титана, полученными при помощи плазмы дугового разряда низкого давления.
Методики исследования.
Экспериментальная установка, реализованная в работе, подробно описана в [2]. Использовался дуговой испаритель со следующими характеристиками: ток разряда 500А, напряженность продольного магнитного поля на поверхности катода, создаваемого фокусирующей катушкой, 80 эрстед. В качестве катода для распыления выбран титан технической чистоты. В устройство конденсации и перемешивания помещался порошок меди, с размером частиц 40-50 мкм. Порошок меди предварительно подготавливается: отжигается при температуре 200ºС в вакуумной печи (процесс длится примерно 1 час). Для осуществления плазмохимических реакций в камеру, после предварительной откачки до давления 1 мПа, напускался рабочий газ N2. Плакирование производилось при разных давлениях газовой смеси: 0,1; 0,5; 1; 10 Па. Процесс напыления TiN на порошок меди длился в течение 20 мин. на каждый эксперимент. Из полученных порошков изготавливались электроконтакты, которые проверялись по стандартной методике. Полученные порошки изучались методами растровой микроскопии. Спеченный электроконтактный материал изготавливался по следующей технологической схеме. В начале готовилась лигатура из порошков меди плакированных нитридом титана и НЧ оксида цинка и дополнительно проводилась смешивание в конусном смесителе в растворе пластификатора (4%-ный водный раствор поливинилового спирта), гранулирование. Из приготовленной смеси были изготовлены электрические контакты, в процессе прессования в жесткой матрице при удельном давлении прессования <100 МПа, предварительное спекание проводили в вакууме при температуре 540°С для удаления пластификатора, окончательное спекание в вакууме при температуре 860±20°С и времени изометрической выдержки 2-3 ч. После этого производилось калибрование при удельном давлении МПа, отжиг в вакууме или на воздухе при температуре 500°С для снятия остаточных напряжений. Для обеспечения требуемой плотности спеченные контакты калибровали при удельном давлении Р= МПа, после чего подвергали отжигу в вакууме при Т= 500°С для снятия остаточных напряжений, причем скорость нагрева была не выше 20°/мин. Размеры контактов 10x10x2 мм.
Эксплуатационные испытания этих контактов были проведены в соответствии с ТУ 16-92 (номинальный ток выключаА; номинальное напряжение главной цепи 380 В; частота 50 Гц; номинальные токи тепловых магнитных расцепителей тока в диапазоне от 16 до 100 А, температура окружающей среды 22°С) по переходному электросопротивлению, отсутствию свариваемости и перегрева электрических контактов.
Измерение перегрева проводились после испытания на коммутационную износостойкость и предельную коммутационную способность. Общее количество циклов включение-выключение под нагрузкой составило 4000 циклов. Проведенные испытания показали допустимый уровень перегрева в условиях длительного включения (более 15 суток).
Результаты и обсуждение.
На рисунках 1, 2 представлены микрофотографии полученных порошков. На фотографии видно, что частицы меди равномерно покрыты пористой «шубой», состоящей из частиц нитрида титана. В [3] были исследованы НЧ TiN, полученными при помощи дугового разряда низкого давления. Однако в данном случае специфика осаждения заключается в том, что поверхность конденсации является неохлаждаемой и НЧ TiN подвержен значительному тепловому воздействию, как со стороны дугового разряда, так и нагреваемой подложки. Выделяемого тепла достаточно для спекания полученных порошков. Этим процессом определяется структура «шубы» на поверхности частиц меди. Ближе к поверхности формируются достаточно крупные ~ 100 нм частицы, на поверхности которых высаживаются более мелкие частицы ~ 20 нм и т. д. вплоть до частиц ~ 2 нм.
Результаты испытаний спеченного электроконтактного материала представлены в таблице, из которой видно, что если содержание нитрида титана равно 0,4 или 1 мас.%, (пример 1, пример 2), то развивается процесс окисления меди, и как следствие повышается температура контактной пары при длительном включении 80 и 72°C, а также повышенный коммутационный износ - 0,290∙10-6 г/цикл и 0,310∙10-6 г/цикл.
Содержание нитрида титана равное 4 и 5 мас.% (пример 4, пример 5) приводит к резкому росту удельного сопротивления и соответственно к росту температуры контактной пары 75°C, которая может превысить допустимое значение, указанное в нормативных документах, также выявлено увеличение коммутационного износа 0,344∙10-6 г/цикл и 0,352∙10 -6 г/цикл.
Наилучшим показателем содержания нитрида титана является пример 3, где его количество равно 2,5 мас.% и является оптимальным, т. к. не позволяет меди окисляться, и не увеличивает удельное сопротивление контактной пары равное 0,023 мкОм-м, и как следствие имеем меньшую температуру 60°C. Коммутационный износ данной контактной пары наименьший 0,090∙10-6 г/цикл.
В условиях длительного включения при номинальном токе 100 А они имеют небольшой перегрев, величина которого не превышает 90°С, что соответствует требованиям ГОСТ 300011.2-88 и, вместе с тем, происходит удовлетворительное сдувание дуги, предотвращающее свариваемость и обеспечивающее размыкание электрических контактов в условиях короткого замыкания.
Как показывают результаты испытаний, электрические контакты изготавливаемые из предлагаемого материала, обладают более низким значением коммутационного износа при длительном включении и меньшим значением удельного сопротивления.
Выводы.
1. Метод плакирования порошковых материалов при помощи дугового разряда низкого давления обеспечивает равномерное распределение тугоплавкого ультрадисперсного компонента в матрице.
2. Полученные электротехнические материалы на основе меди с добавками НЧ TiN являются весьма перспективными для замены ими серебросодержащих материалов.
Список литературы
1. Гнесин, материалы для электротехники и электроники. Справочное издание. – М.: Металлургия, 1981 г. – 512 с.
2. , , Безруких ультрадисперсных порошков металлов и их соединений вакуумным дуговым распылением // Ультрадисперсные порошки, наноструктуры: Материалы Второй межрегион. конф. с международным участием. – Красноярск, 1999. – С. 87–89.
3. Ушаков, -химические свойства электродугового порошка нитрида титана // Известия ВУЗов. Физика, 2002.- №11.- С. 32-37.
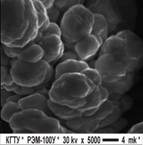
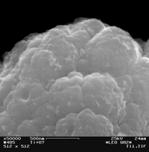
Рис. 1 Рис. 2
Рис. 1. Микрофотография плакированного порошка меди. х 5000
Рис. 2. Микрофотография плакированного порошка меди. х 50000
Аннотация
Рассмотрен способ получения высококачественных электроконтактных материалов на основе порошковой меди, плакированной нанодисперсными частицами нитрида титана, полученными при помощи плазмы дугового разряда низкого давления. Установлено оптимальное содержание нитрида титана в электрическом контакте. Проведены испытания электроконтактов. Установлено, что разработанный электротехнический материал на основе меди с добавками НЧ TiN является весьма перспективными для замены им серебросодержащих материалов.
Ключевые слова: Спеченный электроконтактный материал, дуговой разряд низкого давления, плазмохимические реакции, нанодисперсные частицы, нитрид титана.
Key words: Sintered electrocontact material, low pressure arc discharge, plasma-chemical reaction, nano dispersed particles, titanium nitride
SYNTHESIS OF NANO DISPERSED COMPOSITE ELECTROCONTACT MATERIALS IN LOW PRESSURE
ARC DISCHARGE
A. V. Ushakov, I. V. Karpov, А. А. Lepeshev, G. G.Krushenko1
Siberian federal university, 1Institute of Computational Modeling SB RAS
Annotation
In article the synthesis method of high-quality electrocontact materials on the basis of the powder copper plated by titanium nitride nano dispersed particles, received by means of low pressure arc discharge is considered. The optimum maintenance of titanium nitride in electric contact is established. Tests of electrocontacts are conducted. It is established, that the engineered electrocontact materials on the basis of the powder copper plated by titanium nitride nano dispersed particles is rather perspective for replacement of argentiferous materials with it.
Таблица. Результаты испытаний спеченного электроконтактного материала
№ | Состав материала, масс. % | Свойства | ||||
Плотность, γ, г/см3 | Твердость, HV | Удельное сопротивление, ρ, мкОм-м | Коммутационный износ, ε, 10-6, г/цикл | Т, 0С | ||
1 | 0,4% TiN; Cu – ост. | 8,6 | 112 | 0,020 | 0,290 | 80 |
2 | 1,0% TiN; Cu – ост. | 8,6 | 112 | 0,021 | 0,330 | 72 |
3 | 2,5% TiN; Cu – ост. | 8,7 | 113 | 0,023 | 0,090 | 60 |
4 | 4,0% TiN; Медь ост. | 8,6 | 122 | 0,024 | 0,344 | 75 |
5 | 5,0% TiN; Cu – ост. | 8,6 | 128 | 0,027 | 0,352 | 75 |
