
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Вариант 7
Для размерных цепей |
Для посадок | |||||||||||||
№ | Номинальные размеры, мм | Зазоры, мкм | Зазоры, мкм | Натяги, мкм | ||||||||||
dв | dвт, D3k | Lкр | LD1 | LD2 | L3k | Lв1 IT10 | Lz3 | Lminz2 | Lminz1 | S1min IT8 | S2min IT8 | N1min IT7 | N2min IT7 | |
4 | 22 | 27 | 205 | 2,5 | 2,5 | 200 | 200 | 0,05 | 0,05 | 0,3..0,9 | 55 | 38 | 6 | 10 |
ПРИМЕР
Решение варианта 00:
Для размерных цепей | Для посадок | |||||||||||||
№ | Номинальные размеры, мм | Зазоры, мкм | Зазоры, мкм | Натяги, мкм | ||||||||||
dв | dвт | Lкр | LD1 | LD2 | L3k | Lв1 | Lminz1 | Lminz2 | Lz3 | Smin1 | Smin2 | Nmin1 | Nmin2 | |
00 | 20 | 30 | 200 | 2 | 2 | 196 | 196 | 0,1..0,3 | 0,05 | 0,05 | 60 | 35 | 5 | 10 |
Представим узел с заданными геометрическими параметрами в соответствии с вариантом задания
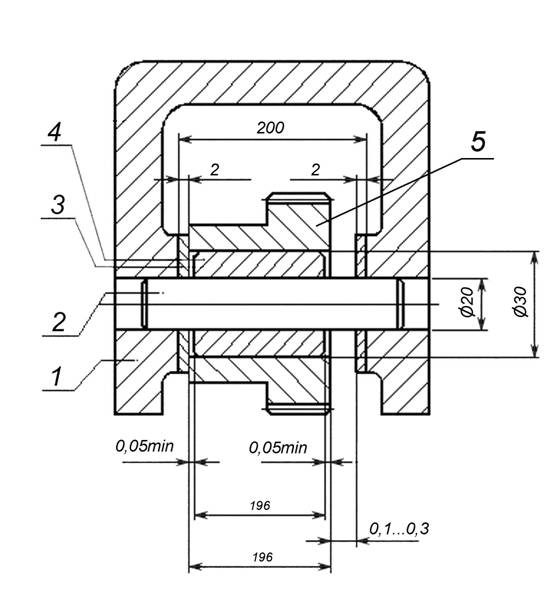
Рисунок 2. Узел
1. Сопряжение “1/2”диаметром 20мм корпуса 1 с валом 2 должно иметь min натяг 5 мкм. Приминаем систему вала (чтобы не обрабатывать вал ступенчато под каждое сопряжение), в которой основное поле h, а по заданию предусмотрен квалитет 7 и соответственно основное поле h7. Допуски по IT7 для Æ 22 будут 21 мкм. Представим эскиз расположения полей посадки с натягом в системе вала ( для получения натяга вал должен быть больше отверстия, поэтому отверстие расположиться ниже).

Рисунок 3. Расположение полей сопряжения «1/2»
Как видно поле h7 получило все свои характеристики. Из рис. Видно, что Nmin =ES-ei, тогда ориентировка на верхнее отклонение отверстия ES=Nmin+ei=5+21=26. По табл. посадки с натягом ближайшее большее значение ES=28 с буквенным обозначением R.
Зная, что ES – EI=TD; получим - EI=TD – ES=2=49 или EI=-49. В соответствии с табл П7 посадка R7/h7 не является рекомендуемой, поэтому выберем ближайшую посадку R7/h6 из таблицы рекомендуемых, для которой es=o и соответственно ei=- 18.
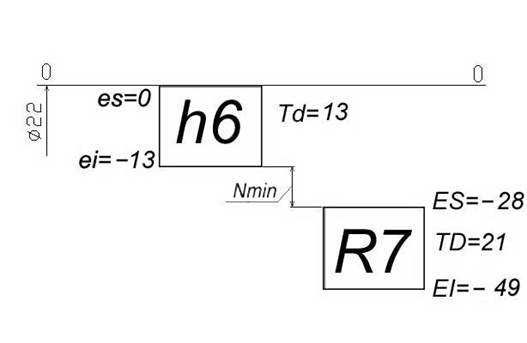
Рисунок 4. Расположение корректированных полей сопряжения «1/2»
2.Сопряжение “3/2” диаметром 20мм - шайб 3 с валом 2 предусмотрено с зазором Smin=60. Из п.1 вал уже выбран с полем h6. Представим расположение полей посадки с зазором (отверстие больше вала и должно быть расположено выше вала).
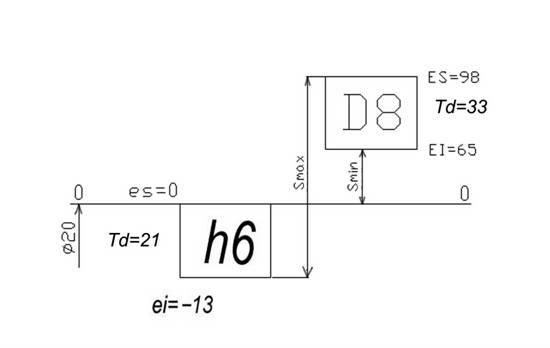
Рисунок 5. Расположение полей сопряжения «3/2»
Ориентируясь по Smin=60 в таблице посадок с зазором находим ближайшее большее это EI=65 с буквенным обозначением d. ES=EI+TD=65+33=98. Полученная посадка D8/h7 – рекомендуемая, в соответствии с таблицей рекомендуемых посадок.
4. Сопряжение “4/2” диаметром 20мм – втулки 4 установлена на вал 2, здесь предусмотрен зазор S2min=35мкм.
По таблице посадок с зазором ближайшее EI=40 это основное отклонение с обозначением E.
Тогда ES=EI+TD=40+33=73мкм. Полученная посадка E8/h6 – рекомендуемая.
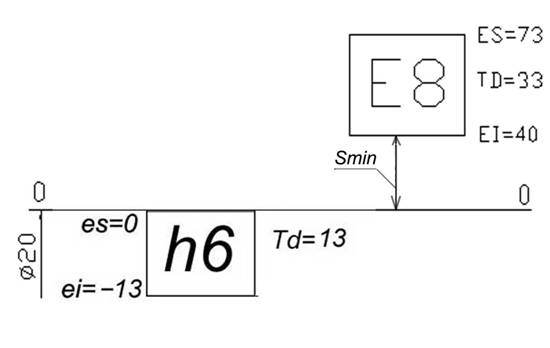
Рисунок 6. Расположение полей сопряжения «4/2»
4. Сопряжение “4/5” диаметром 30мм – втулки 4 и зубчатого колеса 2. Втулка не должна проворачиваться и это соединение требует обеспечение минимального натяга 10 мкм. Применим систему отверстия с основным полем H по квалитету 7, по на Æ 30мм, предусмотрен допуск 21мкм. Для обеспечения натяга вал должен быть больше отверстия и поле вала расположено выше. Ориентировка основного отклонения ei вала будет: ei = TD+Nmin= 21+10 = 31мкм ближайшее по таблице посадок с натягом es=35 c буквенным обозначением основного отклонения s. Посадка H7/s7, в соответствии с таблицей рекомендуемая.
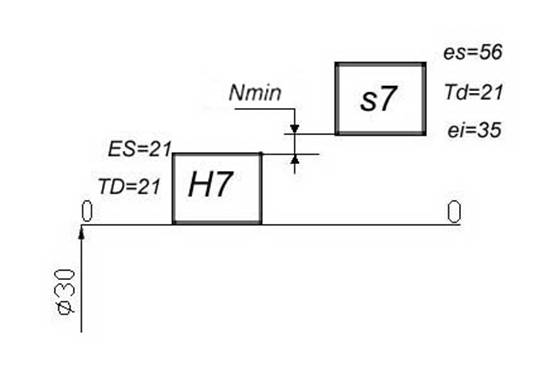
Рисунок 7. Расположение полей сопряжения «4/5»
5.0 Увеличение точности сборки соединения, выполненного по посадке Æ10 E8/h7 в 4 раза возможно посредством применения селективной сборки.
Первоначально построим графическое расположение полей исходной посадки Æ10 E8/h7. Анализ показывает, что
Smin = 40 мкм
Smax =94 мкм
Допуск посадки будет: TS= Smax - Smin =94 -40 =54мкм
разбив на 4 группы (рис.8).
По гр.1: Smin1 =40+15,75=55,75мкм
Smax1 =21+48,25=69,25 мкм
Групповой допуск будет: TS1= Smax1 - Smin1 =69,25-55,75 =13,5
По гр.2: Smin2=10,5+48,25=58,75 мкм
Smax2 =15,75+56,5=72,25 мкм
TS2= Smax2 - Smin2 =72,25-58,75 =13,5
По гр.3: Smin3 =56,5+5,25=61,75 мкм
Smax3 =10,5+64,75=75,25
TS3= Smax3 - Smin3 =75,25-61,75 =13,5
По гр.4: Smin =64,75 мкм
Smax =73+5,25=78,25 мкм
TS4= Smax4 - Smin4 = 78,25-64,75 =13,5
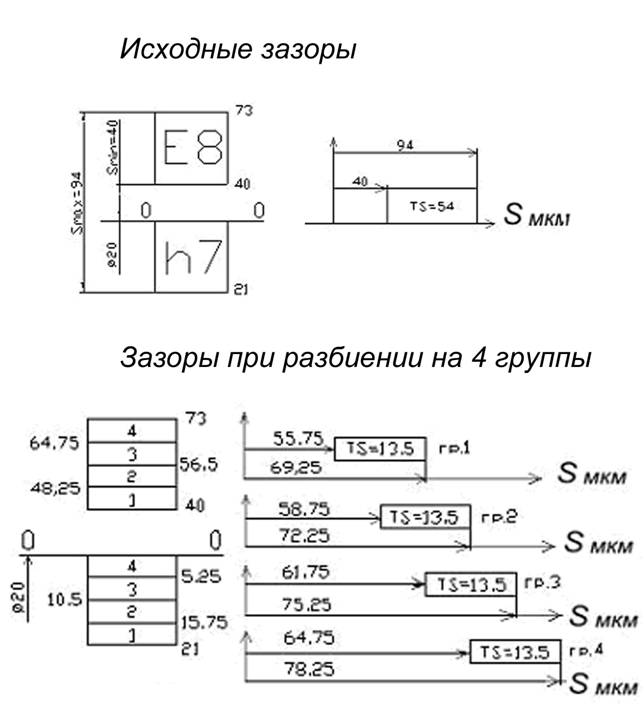
Рисунок 8. Селективная сборка E8/h7
Проведя селективную сборку при массовом изготовлении деталей получим
54 / 13,5 = 4, а это повышение точности сборки в 4 раза.
4. Определение допусков и отклонений составляющих звеньев на основе решения размерной цепи методом полной взаимозаменяемости.
Выделим из узла размерную цепь “A” и размеры входящие в неё, введя составляющие звенья: как Аi и замыкающий размер А∆.
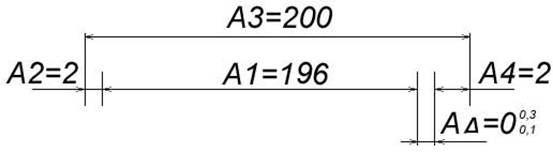
Рисунок 9. Размерная цепь узла
.
По влиянию на замыкающий А∆ заметим что:
A2, А1, A4 – уменьшающие размеры, р=3
А3 – увеличивающий размер, m=1
Всего в размерной цепи с учетом замыкающего n-звеньев
n=m+p+1=3+1+1=5
Проверим соответствие уравнения размерной цепи в номиналах
А∆=![]() Ai ув -
Ai ув - ![]() Aj ум = (А3 - (A2 +А1 +A4 )+(200 –(2+196+2))=0
Aj ум = (А3 - (A2 +А1 +A4 )+(200 –(2+196+2))=0
Допуски могут быть определены по уравнению:
T = a∙i
где: a - коэффициент точности ( см табл);
ii = 0.45![]() + 0.001Ai ср – единица допуска ( см табл)
+ 0.001Ai ср – единица допуска ( см табл)
Подготовим таблицу 1, в которой, заполняя столбец «i» воспользуемся таблицей связи номинальных размеров и значения i.
Таблица № 1
Номин. р-р | i | TAi | Расположение полей допусков | ESAi | EIAi | |
Аi | величина | |||||
А∆ | 0 | - | 200 |
| +300 | +100 |
A1 | 196 | 2,9 | 84 |
| 0 | -84 |
A2 | 2 | 0,55 | 16 |
| 0 | -16 |
A3 | 200 | 2,9 | 84 | ? | +184 | +100 |
A4 | 2 | 0,55 | 16 |
| 0 | -16 |
∑ | 400 | 6,9 | 200 |
Коэффициент точности “а”, позволяющий определить квалитет, вычислим по формуле:
При TA∆ = -
-![]()
a = TA∆ / ∑i=300-100 / 6,9=200 / (2,9+0,55+2,9+0,55)= 200 / 6,9=28,985
Определим допуски по уравнению: T = a∙i
TA1=28,985•2,9=84.05=84
TA2=28,985•0,55=15.94=16
TA3=28,985•2,9=84.05=84
TA4=28,985•0,55=15.94=16
Проведем проверку соответствия:
TA∆=∑ TAi=84+16+84+16=200 мкм
Приняв принцип расположение полей размеров:
для увеличивающих в «+» т. е. EIAi =0, ESAi = +TD,
для уменьшающих в «-» т. е. eiAi = - Td, esAi = 0, представим их в таблице 1.
Здесь А1, A2, A4 – уменьшающие размеры, для них определим положение полей.
А3 – увеличивающий размер, но его примем как увязочный, и определим расположение его поля допуска по уравнению:
A∆min= ![]() Ai увmin -
Ai увmin - ![]() Aj умmax
Aj умmax

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 |
