

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Технология механоактивации глинистого сырья в производстве керамического кирпича пластического и жесткого формования.
Основная технологическая идея состоит в использовании механохимической активации для изменения свойств суглинков и создании условий для формирования оптимальной макроструктуры изделий из активированного сырья
Механоактивация при пластическом формовании должна заключаться не в измельчении грубодисперсных частиц, образующих структурный каркас керамической массы, а в изменении коллоидно-химических свойств ее поровой составляющей.
На Барышевском кирпичном заводе для улучшения реологических свойств и соответственно формуемости масс было решено увеличить количество коллоидной фракции в системе за счет введения в сырье глинистой суспензии. Суспензия готовилась на основе исходного сырья и подвергалась механической активации в жидкостном смесителе с сиреной роторного типа (роторный аппарат модуляции потоков – РАМП - инженера А. Звездина, изготовленного в Баскей»), показанного на рис. 1.
Добавка активированной суспензии в глинистое сырье приводит к снижению коэффициента внутреннего трения и одновременному росту сил сцепления между диспергированными частицами твердой фазы.
Изучение структуры глинистого сырья, активированного в жидкой среде, позволило установить, что причиной изменения ее технологических свойств является глубокое разрушение глинистых минералов. На рис. 2 представлены последствия активации Барышевского суглинка в РАМП. После активации частицы гидрослюды разрушаются до размеров 0,05-0,1 мкм. По сути дела обработка глинистой суспензии в смесителе приводит к тому же эффекту, что и вылеживание, но происходит это по времени гораздо быстрее.
Технологический участок по подготовке активированной добавки на Барышевском кирпичном заводе показан на рис. 3. Он состоит из двух резервуаров с пропеллерной мешалкой, жидкостного смесителя (РАМП), расходного резервуара для суспензии, прошедшей активацию, центробежных насосов, системы трубопроводов для подачи вместо воды затворения активированной добавки в смеситель перед прессом.
Промышленные испытания и внедрения показали, что добавка в заводскую шихту глинистой суспензии, подвергнутой активации в жидкой среде в процессе акустическо-гидродинамической обработки, привела на Барышевском и Колыванском заводах к повышению марки кирпича с М75 до М125 (табл. 1). Улучшение физико-механических свойств обожженных изделий произошло за счет повышения плотности кирпича, причиной которого стала высокая степень дисперсности глинистого сырья, прошедшего РАМП.
Таблица 1
Физико-механические свойства керамического кирпича
Состав шихты, масс. % на сухое вещество | Формовочная влажность, отн. % | Прочность кирпича, МПа | Водопоглощение, % | |
при изгибе | при сжатии | |||
Барышевский кирпичный завод | ||||
Глина – 95,5; уголь – 3,4; опилки 1,1 | 24,5 | 1,85 | 9,45 | 18,6 |
Глина – 90,96; уголь – 3,2; опилки 1,09; суспензия – 4,75 | 23,5 | 2,32 | 12,35 | 16,4 |
Колыванский кирпичный завод | ||||
Глина – 96; уголь – 3,5; опилки 0,5 | 22,8 | 1,75 | 8,17 | 17,8 |
Глина – 90,75; уголь – 3,45; опилки - 0,45; суспензия – 5,35 | 22,2 | 2,45 | 11,32 | 15,6 |
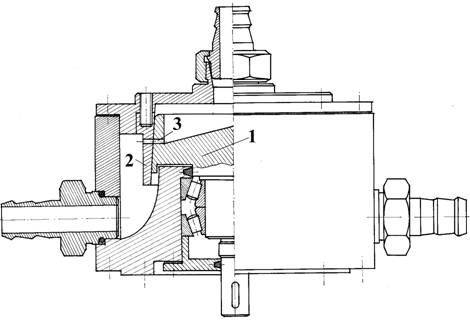
Рис. 1. Схема жидкостного активатора:
1-ротор; 2-статор; 3 – отверстия
Принцип действия аппарата заключается в том, что обрабатываемый шликер подвергается механическому, акустическому и гидродинамическому воздействиям, в результате чего происходит глубокое разрушение природных глинистых и частичная аморфизация более твердых минералов.
а) | б) |
|
|
Рис. 2 а) Микрофотография шликера до активации б) Микрофотография шликера после активации |
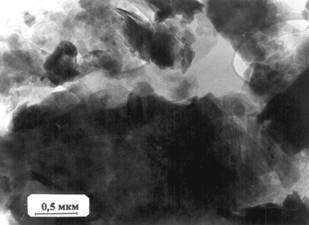
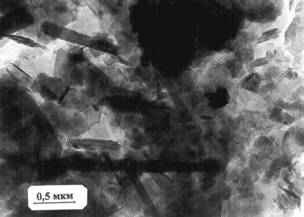
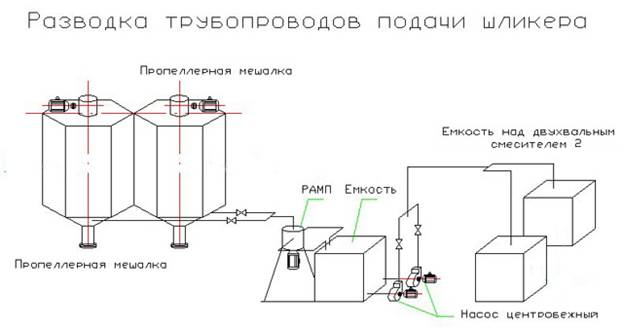
Рис. 3. Схема подготовки активированной добавки
