

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Оценка технологичности конструкций деталей, изготавливаемых
методами обработки резанием [9]
Анализ технологичности проводится по качественным и количественным показателям в соответствии с требованиями стандартов ЕСТПП (ГОСТ 14.204-73) с учетом установленного, объема выпуска и типа производства.
Принципы качественной оценки технологичности конструкции деталей, получаемых обработкой резанием, изложены в соответствующей литературе [1…9]
Количественно технологичность конструкции может быть оценена по комплексному показателю, определяемому как совокупность значений частных показателей технологичности с учетом коэффициентов их весомости, т. е.
 , (1)
, (1)
где: KT - комплексный показатель технологичности;
Кi - частный показатель технологичности;
bi - коэффициент весомости частного показателя;
n - количество частных показателей технологичности.
Определение частных показателей технологичности деталей (табл. /1) производится на основе поэлементного анализа конструкции деталей с учетом принятого способа их изготовления и вида материала [2]. Номенклатура частных показателей технологичности и соответствующие весовые коэффициенты для деталей, получаемых методами резания приведены в табл. 1.
Таблица 1.
Частные показатели технологичности
Наименование частного показателя технологичности | Обозначение | Весовые коэффициенты |
Показатель обрабатываемости материала | Ком | 0.8 |
Показатель сложности конструкции детали | Ксл | 0.7 |
Коэффициент точности и шероховатости поверхностей детали | Кпов | 0.6 |
Показатель унификации конструктивных элементов | Куэ | 0.7 |
Показатель использования материала | Ким | 1.0 |
Комплексный показатель технологичности KT должен быть больше или равен
гак называемому нормативному показателю технологичности (табл. 2).
Таблица 2.
Нормативные значения комплексных показателей технологичности [КТ]
Тела вращения | Прочие детали | ||
Прецизионные | Не прецизионные | Прецизионные | Не прецизионные |
0.70 | 0.75 | 0.60 | 0.65 |
Практическое применение расчетных коэффициентов технологичности возможно по двум основным направлениям.
1. При разработке нового изделия коэффициенты Кт основных деталей должны превышать т. н. базовые значения, которые задаются в руководящих указаниях по конструированию (РУК) и формируются по результатам расчетов коэффициентов технологичности деталей-аналогов, характерных для технологического оснащения данного предприятия в конкретной отрасли промышленности.
2. При внесении изменений в конструкцию детали, находящейся в производстве, расчетный коэффициент технологичности Kт для детали измененной конструкции должен превышать нормативные значения, аналогичные указанным в табл 2.
1. Показатель обрабатываемости материала, Ком
Принято считать, что материал обладает хорошей обрабатываемостью, если при резании этого материала износ инструмента, силы резания и шероховатость обработанной поверхности малы. Количественная оценка обрабатываемости затруднена вследствие неоднозначности понятия.
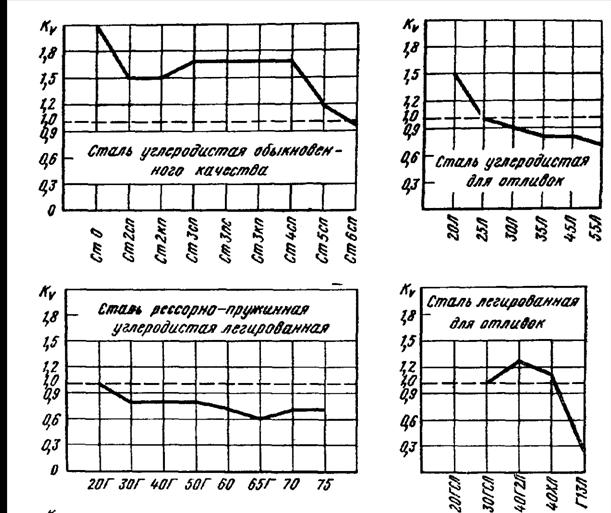
Обрабатываемость любого материала может быть численно выражена через так называемый коэффициент относительной обрабатываемости KV:
KV = ![]() , ( 2 )
, ( 2 )
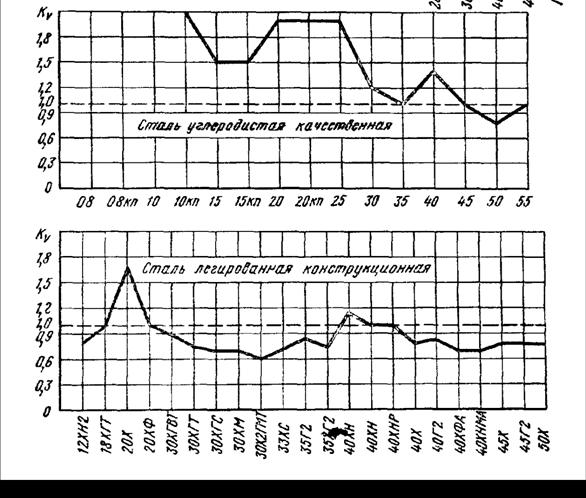
где V 60 – скорость резания материала при стандартной стойкости инструмента, равной, например, 60 минутам; V60эт – скорость резания эталонного материала (стали 45).Тогда обрабатываемость любого материала может быть численно выражена через так называемый коэффициент относительной обрабатываемости KV. Его значения для основных групп сталей приведены на рис. 1 м в таблице 3
Таблица
Коэффициент относительной обрабатываемости KV труднообрабатываемых сталей и сплавов
Марки сталей и сплавов | Термическая обработка | Скорость резания [м/мин] при обработке инструментом: | Коэффициент KV | |
из твердого сплава | из быстрорежущей стали | |||
1 | 2 | 3 | 4 | 5 |
1. Теплостойкие хромистые, хромоникелевые и хромомолибденовые стали перлитного, мартенсито - перлитного и мартенситного классов. | ||||
34ХН3М 34ХНМ3Ф | Отжиг | 50 - 70 | 1 | |
20Х3МВФ | Закалка и отпуск | 20 - 30 | 0.5 | |
15ХМ5 15Х6СЮ | Отжиг | 45 - 60 | 0.9 | |
2. Коррозионно-стойкие хромистые и сложнолегированные стали ферритного, мартенсито-ферритного и мартенситного классов | ||||
12Х13 | Закалка и отпуск | 35 - 40 | 0.7 | |
25Х13Н2 | Отжиг | 45 - 60 | 0.9 | |
11Х11Н2ВМФ 1Х12Н2ВМФ | Закалка и отпуск | 30 - 40 | 0.65 | |
20Х13 30Х13 | Закалка и отпуск | 8 | 15 - 20 | 0.3 |
1 | 2 | 3 | 4 | 5 | |||||||||||||
40Х13 | Отжиг | 25 - 30 | 0.5 | ||||||||||||||
09Х16Н46 | Закалка и отпуск | 28 - 38 | 0.55 | ||||||||||||||
МХ17Н2 20Х17Н2 | Закалка и отпуск | 25 - 35 | 0.5 | ||||||||||||||
95Х18 | Закалка и отпуск | _______ | 0.12 | ||||||||||||||
3. Коррозионно-стойкие, кисло-стойкие, жаростойкие хромоникелевые стали аустенитно-ферритного и мартенситного классов. | |||||||||||||||||
12Х18Н10Т 10Х23Н18 20Х23Н18 12Х21Н5Т 09Х15Н9Ю | Аустенизация | 25 - 35 30 - 40 20 - 30 | 0.5 0.6 0.45 | ||||||||||||||
07Х16Н6 | Нормализация и отпуск | 25 - 35 | 0.5 | ||||||||||||||
4. Жаропрочные, жаростойкие, кислотостойкие хромоникелевые, хромоникелемарганцевистые сложнолегированные стали аустенитного и аустенитно- -ферритного классов. | |||||||||||||||||
10Х11Н23Т3МР | Аустенизация и старение | 50 - 60 | 0.23 | ||||||||||||||
45Х14Н14В2М | Аустенизация и старение | 20 - 28 | 0.40 | ||||||||||||||
08Х15Н24В4ТР | Старение | 0.30 | |||||||||||||||
15Х18Н21С4ТЮР | Аустенизация | 50 - 60 | 12 - 20 | 0.23 | |||||||||||||
12Х25Н16Т7АР | Аустенизация и старение | 8 | 15 - 25 | 0.30 | |||||||||||||
5. Жаропрочные деформируемые сплавы на железоникелевой и никелевой основах. | |||||||||||||||||
30НХТЮ ХН38ВТ ХН38ТЮР | Аустенизация и старение | 40 - 50 | 8 - 12 | 0.16 | |||||||||||||
ХН35ВТЮ | Аустенизация | 22 - 28 | 8 - 12 | 0.12 | |||||||||||||
ХН56МТЮ | Аустенизация | 20 - 25 | 6 - 10 | 0.1 | |||||||||||||
ХН70ВМТЮ | Аустенизация и старение | 20- 25 | 6 - 10 | 0.1 | |||||||||||||
ХН62МКВЮ ХН60МТВЮ ХН82ТЮМВ | Аустенизация и старение | 18 - 20 | 5 - 10 | 0.08 | |||||||||||||
6. Окалиностойкие и жаропрочные литейные сплавы на никелевой и хромовой основах | |||||||||||||||||
ВЖ36-12 АНВ-300 ЖС6-К | Аустенизация и старение | 18 - 20 | __________ | 0.05 | |||||||||||||
ЖС3-ДК | |||||||||||||||||
ХН67ВМТЮЛ | |||||||||||||||||
ВХ4-Л | Отжиг | 20 - 25 | 6 - 10 | 0.1 | |||||||||||||
1 | 2 | 3 | 4 | 5 |
7. Сплавы на титановой основе | ||||
ВТ1 ВТ3 ВТ4, ВТ5 ВТ6 ВТ14, ВТ22 ВТ15 | Отжиг |
50 - 70 7 60 - 80 50 - 75 | 30 - 40 18 - 25 25 - 35 20 - 30 20 - 28 | 0.50 0.28 0.40 0.32 0.30 |
8. Высокопрочные стали | ||||
А. Легированные стали | ||||
28Х3СНВЧ 30Х2ГСН2ВМ | Закалка и отпуск | 40 - 65 | 5 - 10 | 0.22 |
33Х3СНМВФА 38Х3СНМВФА | Закалка и отпуск | 40 - 50 | 4 - 5 | 0.18 |
42Ч2ГСНМ 38Н5МСФА 43Х3СНМВФА | Закалка | 28 - 38 25 - 35 10 - 30 | 2 - 3 1 - 2 | 0.14 0.13 0.12 |
Б. Дисперсионно - твердеющие стали | ||||
Н18К9М5Т | Закалка | 20 - 30 | 0.5 | |
Коэффициент обрабатываемости материала Ком определяется по диаграмме,
приведенной на рис.2, где по оси абсцисс отложен коэффициент Кv. Для удобства
пользования диаграммой на оси абсцисс приведены значения коэффициентов для
наиболее характерных, широко распространенных при изготовлении деталей материалов.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
