


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
На правах рукописи
Формализация коэффициента трения
в процессах обработки металлов давлением
на основе моделирования области контакта
как некомпактной среды
Специальность 05.16.05 – Обработка металлов давлением
Автореферат
диссертации на соискание ученой степени
кандидата технических наук
Магнитогорск – 2010
Работа выполнена в ГОУ ВПО «Магнитогорский государственный технический университет им. ».
Научный руководитель - кандидат технических наук,
доцент
.
Официальные оппоненты: доктор технических наук,
профессор
,
кандидат технических наук
доцент
.
Ведущая организация - ГОУ ВПО «Южно-Уральский государственный университет», г. Челябинск.
Защита состоится 30 июня 2010 г. В 16-00 ч. на заседании диссертационного совета Д 212.111.01 при ГОУ ВПО «Магнитогорский государственный технический университет им. », г. Магнитогорск,
пр. Ленина, 38, МГТУ, малый актовый зал.
С диссертацией можно ознакомиться в библиотеке ГОУ ВПО «Магнитогорский государственный технический университет им. ».
Автореферат разослан ____________
Ученый секретарь
диссертационного совета
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность работы. Любой технологический процесс, в том числе и процессы обработки давлением, сопровождаются возникшими на поверхностях силами трения, которые оказывают большое влияние на силовой режим деформации, характер формоизменения, износ инструмента, качество металлоизделий. Важность изучения контактного трения и его влияния на процессы ОМД очевидна.
Исследованием взаимодействия инструмента и деформируемой среды занималось большое число научных школ и ученых, в том числе , , , , К. Джонсон и другие.
Величиной, позволяющей оценить силовое воздействие двух контактирующих тел при их перемещении относительно друг друга и находящихся под действием сжимающей нагрузки, является коэффициент трения ![]() . В литературе описаны различные аналитические зависимости для определения коэффициента трения, которые имеют ряд недостатков. Некоторые модели основаны на использовании упрощенных макромеханических моделей сопряжения поверхностей, а соответствующие им аналитические выражения, не учитывают влияние различных факторов контактного взаимодействия, таких как, величины параметров шероховатости, пластические свойства материала, изменение механических свойств поверхностного слоя при его деформации. Имеется ряд сложных математических записей для определения коэффициента трения, содержащих величины и константы не имеющих четкого физического смысла, что затрудняет их использование при решении инженерных задач.
. В литературе описаны различные аналитические зависимости для определения коэффициента трения, которые имеют ряд недостатков. Некоторые модели основаны на использовании упрощенных макромеханических моделей сопряжения поверхностей, а соответствующие им аналитические выражения, не учитывают влияние различных факторов контактного взаимодействия, таких как, величины параметров шероховатости, пластические свойства материала, изменение механических свойств поверхностного слоя при его деформации. Имеется ряд сложных математических записей для определения коэффициента трения, содержащих величины и константы не имеющих четкого физического смысла, что затрудняет их использование при решении инженерных задач.
Таким образом, является актуальным и необходимым решение вопроса разработки методики оценки коэффициента трения в процессах ОМД, подразумевающего описание данной величины через количественные конечные зависимости, учитывающие геометрические и реологические свойства контактирующих поверхностей.
Актуальность работы подтверждена поддержкой программ различного уровня, финансируемых из средств федерального бюджета (ФЦП «Исследования и разработки по приоритетным направлениям развития научно-технологического комплекса России на годы»; АВЦП «Развитие научного потенциала высшей школы»).
Цель и задачи исследования. Целью диссертационной работы является формализация и получение факториальной зависимости значения коэффициента трения в условиях отсутствия гидродинамической составляющей смазки с учетом параметров шероховатости контактирующих поверхностей, напряженного состояния на контакте и изменения механических свойств обрабатываемой заготовки в процессе деформации.
Указанная цель реализуется решением следующих задач:
- Проведение обзора и исследования имеющихся подходов к описанию процесса контактного взаимодействия и поверхностного слоя;
- Разработка новой методики определения коэффициента трения при моделировании процессов контактного взаимодействия, основанной на представлении области контакта как некомпактной среды;
- Разработка компьютерной модели, позволяющей осуществлять моделирование, основой которого является разработанная методика и полученные численные зависимости для определения коэффициента трения;
- Подтверждение адекватности разработанной модели, полученных аналитических и математических выкладок;
- Использование разработанного подхода, программного обеспечения и полученных аналитических зависимостей для корректировки технологических режимов горячей листовой прокатки.
Научная новизна заключается в следующем:
- Предложен и научно обоснован подход к описанию области контактирования двух поверхностей как некомпактной среды, образующейся при взаимном внедрении пиков неровностей инструмента и обрабатываемой заготовки;
- С использованием математического аппарата механики некомпактных сред получены аналитические зависимости для определения коэффициента трения при обработке металлов давлением с учетом параметров шероховатости контактирующих поверхностей, напряженного состояния на контакте и изменения механических свойств обрабатываемой заготовки в процессе деформации;
- Установлены области допустимых значений коэффициента трения в процессах обработки металлов давлением при использовании законов трения Амантона-Кулона и Зибеля;
- Обосновано применение функций пористости Грина для определения коэффициента трения на основе разработанного подхода и предложенных аналитических зависимостей.
Практическая ценность работы состоит в следующем:
- На основе предложенного алгоритма математической модели разработано программное обеспечение, позволяющее осуществлять моделирование изменения коэффициента трения при обработке металлов давлением;
- Результаты диссертационной работы, материалы исследований и разработанное программное обеспечение «Автоматизированный расчет коэффициента пропорциональности в законе трения»© были использованы при расчетах технологических режимов обжатий в условиях листопрокатного цеха № 9 металлургический комбинат». На основании результатов проведена корректировка технологических карт и параметров модели второго уровня автоматизации стана горячей прокатки 5000.
- Результаты диссертационной работы рекомендуется использовать в учебном процессе высших учебных заведений при подготовке инженеров по специальности 05.16.05 – Обработка металлов давлением;
- Использование разработанного программного обеспечения, учитывающие влияние геометрических параметров поверхностей, напряженного состояния и механических свойств на поверхности контакта на величину коэффициента трения, позволяет, производить расчет энергосиловых параметров для различных процессов ОМД.
Реализация работы.
Результаты диссертационной работы приняты к внедрению в учебный процесс ГОУ ВПО «Магнитогорский государственный технический университет им » при подготовке инженеров по специальности «Обработка металлов давлением» и «Порошковая металлургия, композиционные материалы, покрытия».
На основе разработанного подхода и компьютерной модели проведена корректировка технологических карт и модели прокатки второго уровня автоматизации стана горячей прокатки 5000 при производстве горячекатаного листа толщиной 14мм из стали марки К52 по ТУ 009 «Прокат листовой горячекатаный из стали классов прочности К52-К60, предназначенной для изготовления электросварных прямошовных труб диаметром 1020мм и 1067мм для магистральных нефтепроводов
“ВСТО-2”, “БТС-2”».
Апробация работы. Основные положения диссертационной работы изложены и обсуждены на научно-технической конференции «Неделя металлов в Москве» ВНИИМЕТМАШ им. (г. Москва, 2009), ежегодных научно-технических конференциях ГОУ ВПО «Магнитогорский государственный технический университет им. » (2007, 2008, 2009 гг.), научных семинарах кафедры динамики и прочности машин при ГОУ ВПО «Пермский государственный технический университет» (г. Пермь, 2009) и кафедры наноматериалов научно-исследовательского института физики перспективных материалов при ГОУ ВПО «Уфимский государственный авиационный технический университет» (г. Уфа, 2009).
Публикации. По теме диссертации опубликовано 8 научных работ, из них 2 в рецензируемых изданиях, рекомендуемых ВАК и 1 свидетельство о государственной регистрации программы для ЭВМ.
Структура и объем работы. Диссертация состоит из введения, 4 глав, заключения, списка использованных источников и приложений. Текст диссертации изложен на 112 страницах машинописного текста, иллюстрирован 45 рисунками, содержит 11 таблиц и 66 формул и 3 приложения на трех листах. Библиографический список включает 105 наименований.
СОДЕРЖАНИЕ РАБОТЫ
Во введении обоснована актуальность рассматриваемой проблемы, изложены цель и задачи исследований, определена научная и практическая значимость работы.
В первой главе проведен анализ известных подходов к изучению процесса контактного трения. Рассмотрены основные закономерности и факторы, оказывающие влияние на процесс трения.
При взаимодействии деформируемой заготовки с инструментом на контактных поверхностях возникают силы трения, которые оказывают большое влияние на силовой режим деформации, характер формоизменения, износ инструмента, качество деталей, поэтому вопрос оценки условий трения является актуальным.
Для описания и моделирования процессов контактирования чаще всего используются законы трения Амонтона-Кулона и Зибеля. Основным недостатком известных подходов является неполная формализация коэффициента трения. Некоторые модели основаны на использовании упрощенных макромеханических моделей сопряжения поверхностей, а соответствующие им аналитические выражения, не учитывают влияние различных факторов контактного взаимодействия, таких как, величины параметров шероховатости, пластические свойства материала, изменение механических свойств поверхностного слоя при его деформации. Имеется ряд сложных математических записей для определения коэффициента трения, содержащих величины и константы не имеющие четкого физического смысла, что затрудняет их использование при решении инженерных задач.
Литературный анализ подходов к описанию процессов контактирования показал, что к основным характерным элементам описания процесса трения можно отнести: геометрическое описание профиля моделируемых контактируемых поверхностей; основы теории пластичности и методы описания характеристик материала при описании напряженно-деформируемого состояния.
Причиной распространенности метода описания шероховатости с помощью усредненных параметров профиля является возможность упрощения математических зависимостей, выводимых при изучении процессов контактирования. Недостатком является малая согласованность с геометрией реальных профилей поверхности. Наибольшее практическое подтверждение находят подходы к описанию с помощью вероятностных функций и на языке фрактальных моделей, что в дальнейшем и было учтено при проведении моделирования профилей шероховатых контактирующих поверхностей.
Известные методы описания НДС основаны на гипотезе о сплошности и не используют закономерности механики некомпактных сред, что является узким местом таких методик, так как область поверхностного контакта абсолютно не является сплошной средой. Это подтверждает целесообразность изучения и совместного решения закономерностей, известных в механике сплошных и некомпактных сред. Анализ условий пластичности позволил определить подход, содержащий элементы механики некомпактных сред, и наиболее адекватно описывающий напряженно-деформированное состояние.
При изучении любых технологических процессов вопрос возможности и необходимости учитывать влияния различных факторов становится актуальным. Все известные ранее подходы, в основном, основывались на сравнении влияния отдельного фактора при неизменных значениях других. На основании проведенного анализа была сформулирована цель работы и поставлены конкретные задачи исследования, заключенные в получении математической и аналитической модели, учитывающей влияние геометрических, механических факторов и нагруженного состояния на контакте поверхностей.
Во второй главе представлен подход к регламентации поверхностного слоя, отличающийся от известных моделей, позволяющий использовать закономерности описания НДС, ранее не употребляемые, для описания процессов контактного трения.
Суть предлагаемого метода заключается в рассмотрении зоны контактирования двух поверхностей как некоторой некомпактной среды (рисунок 1), где можно выделить 2 основные области: материал и пустое пространство.
Условное сечение в зоне контактирования позволяет сделать вывод, что рассматриваемая система представляет собой чередование фаз материала и пустоты, т. е. ее можно идентифицировать с классическим определением некомпактной пористой среды.
Применение данного подхода, при рассмотрении процессов контактирования поверхностей, позволяет использовать для моделирования и прогнозирования данного процесса теоретические закономерности и математический аппарат, известные в механике некомпактных сред, порошковой металлургии.
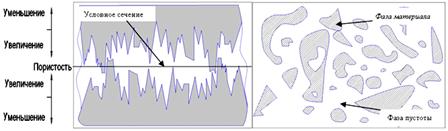
Рис. 1. Представление поверхностного слоя в виде некомпактной среды
На основе полученных выводов был проведен анализ известных в механике некомпактных сред подходов к описанию напряженно-деформированного состояния, который показал, что условие пластичности некомпактных пористых материалов наиболее полно и адекватно описывается зависимостью, предложенной (1):
 , (1)
, (1)
где ![]() - интенсивность напряжений,
- интенсивность напряжений, ![]() ;
; ![]() - среднее напряжение,
- среднее напряжение, ![]() ;
; ![]() - предел текучести материала,
- предел текучести материала, ![]() ;
; ![]() - функции пористости.
- функции пористости.
Для простой схемы нагружения, при условии присутствия только напряжений ![]() и
и ![]() , были сопоставлены условие пластичности Петросяна (1) и математические зависимости, известные в механике сплошных сред. Интенсивности напряжений
, были сопоставлены условие пластичности Петросяна (1) и математические зависимости, известные в механике сплошных сред. Интенсивности напряжений ![]() описывается выражением (2), а величина среднего напряжения
описывается выражением (2), а величина среднего напряжения![]() рассчитывается из условия (3):
рассчитывается из условия (3):
 , (2)
, (2)
 . (3)
. (3)
Подстановка выражений (2, 3) в условие пластичности (1) и математические преобразования позволили получить при вынесении из правой части равенства ![]() или
или ![]() равенства (4, 5):
равенства (4, 5):
 , (4)
, (4)
 . (5)
. (5)
Анализ и сопоставление выражений (4, 5), соответственно, с известными законами трения Амонтона-Кулона и Зибеля, позволили выделить коэффициенты подобные коэффициенту трения ![]() , описывающему отношение касательных и нормальных напряжений (6), а также касательных напряжений и временного сопротивления разрыву (7):
, описывающему отношение касательных и нормальных напряжений (6), а также касательных напряжений и временного сопротивления разрыву (7):
 , (6)
, (6)
 . (7)
. (7)
Полученный коэффициент пропорциональности является качественной характеристикой описания коэффициента трения, учитывающий геометрические особенности поверхностных слоев инструмента и обрабатываемого материала (функции пористости ![]() ), физико-механические характеристики обрабатываемого материала (сопротивление деформации
), физико-механические характеристики обрабатываемого материала (сопротивление деформации ![]() ) и напряженное состояние среды (нормальное напряжение
) и напряженное состояние среды (нормальное напряжение ![]() ). Для описания процессов контактного трения при помощи аналитических зависимостей (6,7) актуальным являлся вопрос оценки применимости и адекватности геометрических факторов, оказывающих влияние на величину коэффициента трения.
). Для описания процессов контактного трения при помощи аналитических зависимостей (6,7) актуальным являлся вопрос оценки применимости и адекватности геометрических факторов, оказывающих влияние на величину коэффициента трения.
Для выбора функций пористости было проведено аналитическое исследование, целью которого являлось выявление изменения рассматриваемых параметров при использовании функций пористости, предложенных различными авторами, таких как функции Штерна (8), Шиме (9), Петросяна (10) и Грина (11):
![]() , (8)
, (8)
![]() , (9)
, (9)
![]() (10)
(10)
![]()
 (11)
(11)
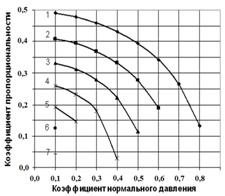
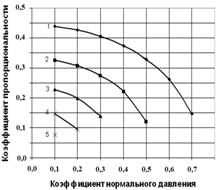
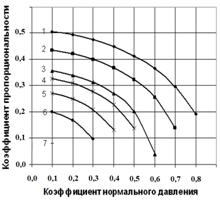
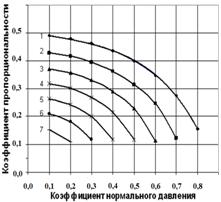
Были получены графические зависимости (рис.2.), отображающие возможность использования функций пористости, различных авторов.
Анализ полученных данных показал, что функции, предложенные Штерном (рис. 2., а) и Шиме (рис. 2., б), накладывают ограничения, связанные с малой областью допустимых значений. Применение функций пористости, предложенных Петросяном, дает точку экстремума, связанную с применением двух различных функций (рис. 2., в). Функции пористости Грина (11), дают большую область допустимых значений (рис.2., г), и их применение является более целесообразным при описании процессов контактирования поверхностей.
Анализ данных, полученных при использовании функций пористости различных авторов, позволил также сделать вывод об адекватности описания процесса трения известными законами трения Амонтона-Кулона и Зибеля. Для закона трения Амонтона-Кулона, были определены аналитические значения коэффициента трения, не соответствующие значениям, имеющим реальный физический смысл, т. е. ![]() . Это было учтено и использовалась запись для закона трения Зибеля, который описывает процесс контактного трения наиболее адекватно (рис. 2.).
. Это было учтено и использовалась запись для закона трения Зибеля, который описывает процесс контактного трения наиболее адекватно (рис. 2.).
Для подтверждения адекватности предложенной математической модели была решена краевая задача, где нормальное напряжение принимает значение равное ![]() . В результате было получено максимально возможное значение коэффициента пропорциональности, численно равное
. В результате было получено максимально возможное значение коэффициента пропорциональности, численно равное ![]() , что соответствует известным литературным данным.
, что соответствует известным литературным данным.
Таким образом, при моделировании процесса контактного взаимодействия коэффициент трения определен как функция (7) от следующего комплекса факторов: 1) геометрические особенности поверхностных слоев инструмента и обрабатываемого материала (функции пористости ![]() для материала и инструмента); 2) физико-механические характеристики обрабатываемого материала (сопротивление разрыву
для материала и инструмента); 2) физико-механические характеристики обрабатываемого материала (сопротивление разрыву ![]() ); 3) напряженное состояние (нормальное напряжение
); 3) напряженное состояние (нормальное напряжение ![]() ).
).
а б
в г
Рис. 2. Распределение значений коэффициента трения в зависимости
от значений коэффициента нормального давления при использовании
закона трения Зибеля и функций пористости Штерна (а), Шиме (б), Петросяна (в) и Грина (г) с различной величиной относительной пористости:
1 – 0,1; 2 – 0,2; 3 – 0,3; 4 – 0,4; 5 – 0,5; 6 – 0,6; 7 – 0,7
В третьей главе рассмотрена структура, алгоритм и математический аппарат компьютерной модели, реализующей предложенный подход к рассмотрению контактирующих поверхностей как некомпактной среды.
Моделирование процессов контактного взаимодействия имеет ряд сложностей, связанных с необходимостью проведения большого числа опытов при дискретности рассматриваемой системы. Для оптимизации модели, полученной аналитически, целесообразно применение средств объектно-ориентированного программирования.
Компьютерная модель реализована в 6 основных блоках, для каждого из которых определены некоторые общие и частные параметры, функции, переменные, константы, визуальные формы и процедуры.
Исходными данными для расчетов при компьютерном моделировании являются: длина рассматриваемого участка при моделировании процесса контактирования; максимально возможная высота и шаг пика шероховатости поверхности 1 и 2 (инструмент и обрабатываемый материал); коэффициенты полинома упрочнения третьей степени.
При моделировании материал инструмента принимается как абсолютно жесткий, рассматриваются и учитываются пластические характеристики только одного обрабатываемого материала.
Реологические свойства обрабатываемого материала заданы при помощи полинома 3-ей степени. Значения коэффициентов полинома были определены после аппроксимации известных кривых упрочнения: ![]() .
.
Построение поверхностей осуществляется с использованием случайно полученных величин. Каждая из поверхностей представляется как массив элементов ![]() и
и ![]() , соответственно для поверхности 1 и 2. Координатами каждой точки профиля поверхности является: абсциссой – номер элемента массива (
, соответственно для поверхности 1 и 2. Координатами каждой точки профиля поверхности является: абсциссой – номер элемента массива (![]() ); ординатой – значение i-го элемента массива (
); ординатой – значение i-го элемента массива (![]() и
и ![]() соответственно).
соответственно).
При предложенной постановке к рассмотрению поверхностей и использовании математического аппарата механики некомпактных сред актуален вопрос возможности сопоставления с теми или иными уже известными процессами в порошковой металлургии. В соответствии с положением о стадийности процессов порошковой металлургии выделяются следующие этапы сведения поверхностей: этап первичного сведения (этап свободной засыпки материала в порошковой металлургии); этап вторичного сведения (этап утряски порошкового материала); этап пластического сведения (этап прессования порошкового материала).
Первичное сведение поверхностей при моделировании осуществляется до первого единичного контакта. Контактом считается момент сведения, когда для значения массивов описывающего профиль поверхности 1 и 2 выполняется зависимость ![]() При вторичном сведении, после проведения проверки на существование контакта и возможности сдвижки в горизонтальном направлении одной из поверхностей без приложения деформирующей нагрузки, производится сведение при сдвижке одной из поверхностей подобно процессу соскальзывания. На третьем этапе сведение поверхностей осуществляется с приложением деформирующей нагрузки – пластическое сведение. С каждым элементом массива, описывающим профиль поверхности, сопоставляются несколько элементов массивов, описывающих: высоту деформируемой части, относительное обжатие и напряженное состояние, которые изменяются и рассчитываются в процессе деформирования.
При вторичном сведении, после проведения проверки на существование контакта и возможности сдвижки в горизонтальном направлении одной из поверхностей без приложения деформирующей нагрузки, производится сведение при сдвижке одной из поверхностей подобно процессу соскальзывания. На третьем этапе сведение поверхностей осуществляется с приложением деформирующей нагрузки – пластическое сведение. С каждым элементом массива, описывающим профиль поверхности, сопоставляются несколько элементов массивов, описывающих: высоту деформируемой части, относительное обжатие и напряженное состояние, которые изменяются и рассчитываются в процессе деформирования.
Величина пористости, являющаяся расчетной величиной функции пористости, как на первичном, так и на последующих этапах определяется для сечения, называемого опасным. Опасным сечением является сечение, в котором наиболее вероятен сдвиг, т. е. имеется наименьшее количество материала и наибольшее количество пустот.
Деформация материала происходит в соответствии с законом упрочнения, описанного полиномом. При моделировании предполагается, что деформированию подвержены элементы поверхностей, для которых выполняется условие: ![]() . Сдвижка осуществляется пошагово с периодическим расчетом и проверкой возможности сдвижки, т. е. при выполнении условия пластичности (1). Получаемый профиль поверхностей и интерфейс программного обеспечения, реализующий компьютерную модель, представлен на рис. 3.
. Сдвижка осуществляется пошагово с периодическим расчетом и проверкой возможности сдвижки, т. е. при выполнении условия пластичности (1). Получаемый профиль поверхностей и интерфейс программного обеспечения, реализующий компьютерную модель, представлен на рис. 3.
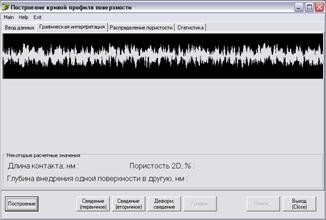
Рис. 3. Интерфейс программы. Окно построения профилей поверхностей
Анализ полученных при моделировании данных показал, что по аналогии со стадийностью в процессах прессования, происходит постепенное увеличение длины контакта и уменьшение величины относительной пористости.
Все факторы и рассчитанные при компьютерном моделировании параметры записываются в единую базу для дальнейшей обработки. Это позволяет производить расчет нескольких статистических величин для выборки, таких как среднее значение и дисперсия длины контакта, глубина внедрения, пористость и коэффициент пропорциональности.
Представленная модель подразумевает стадийное поэтапное описание процесса контактирования поверхностей, что хорошо сопоставляется с известными литературными данными, описывающими известные процессы в механике некомпактных сред.
Использование предложенной компьютерной модели и математического аппарата ее описания является целесообразным для развития и оптимизации данного подхода. Это позволяет прогнозировать коэффициент пропорциональности с определенной долей погрешности как математическое ожидание в некотором интервале.
В четвертой главе описаны результаты эксперимента по реализации алгоритма предлагаемой модели и использованию разработанного подхода и программного обеспечения для корректировки режимов производственного процесса обработки металлов давлением.
Выделено 4 основных этапа проведения экспериментальной части исследования: 1) подготовка образцов обрабатываемого материала и проведение опыта по однократному волочению; 2) компьютерное моделирование на базе «Deform-3D»©; 3) компьютерное моделирование на базе предложенной методики; 4) обработка и сравнение полученных результатов опыта и моделирования.
Для проведения опыта по однократному волочению было подготовлено 9 образцов с различными параметрами шероховатости. Замеры величин параметров шероховатости производились в лабораторных условиях при помощи профилографа «Петрометер S2». Результаты замеров в дальнейшем использовались как исходные данные на этапе моделировании процесса с использованием разработанного программного обеспечения.
Прямой опыт волочения, моделирование на основе ПО «Deform-3D»© и предлагаемой компьютерной модели проведены с учетом наибольшей идентичности обрабатываемого материала. Для опыта калибрования использовалась сталь 10, а при компьютерном моделировании на базе двух упомянутых выше программ, были выбраны аналоги данной стали.
При проведении процесса волочения стали 10 по маршруту 8,3-8,0мм основной оцениваемой характеристикой являлось среднее усилие установившегося процесса волочения, на основе которого в дальнейшем был проведен сравнительный анализ данных полученных при моделировании на базе программного обеспечения в «Deform-3D»©. При моделировании на базе программного обеспечения «Deform-3D»© геометрия инструмента задавалась согласно геометрическим размерам инструмента, используемого в опыте волочения, при условии абсолютной жесткости материала из которого изготовлена волока.
Анализ данных, полученных при моделировании, позволил построить графическую и аналитическую зависимость усилия волочения от контактных условий при проведения процесса. Сравнение полученных данных позволили определить коэффициенты трения для проведенных опытов однократного волочения. Для подтверждения адекватности предлагаемой модели и целесообразности ее применения был проведен сравнительный анализ значений, получаемых для опыта калибрования, и значений, определенных при условии использования предложенной модели.
Моделирование процесса контактирования поверхностей на базе разработанной методики подразумевало проведение опытов при заданных параметрах шероховатости, соответствующим характеристикам подготовленных к опыту волочения образцов. Для адекватной статистической обработки результатов моделирование проводилось для количества моделей в 300 единиц для 1 образца, т. е. общее число опытов для 9 исследуемых образцов равно – 2700. Результатом моделирования при использовании предложенной методики является среднее по выборке значение коэффициента трения. Сравнение полученных значений величины коэффициента трения при проведении эксперимента показали сходимость результатов моделирования с практическими данными около 19%, на основе чего можно сделать вывод об адекватности разработанной модели и целесообразности ее использования и уточнения.
С использованием разработанного подхода произведена корректировка режимов листовой горячей прокатки в условиях ЛПЦ №9 .
В период отладки технологии производства на стане горячей прокатки 5000 одной из проблем являлась значительная отсортировка проката по дефектам «тонкий» и «толстый». Значительная часть отсортировки проката по данным видам дефектов составляют листы, полученные с головной части раскатов.
Среди параметров, позволяющих влиять на процесс и корректировать его, имеется величина «сухого» трения (в дословном переводе с английского «coulomb friction»). По этой причине было проведено уточнение величины коэффициента трения на примере прокатки одного из элементов сортамента стана. В качестве исходного материала для моделирования была выбрана сталь класса прочности К52, толщиной 14 мм изготавливаемая и поставляемая согласно ТУ 009 «Прокат листовой горячекатаный из стали классов прочности К52-К60, предназначенной для изготовления электросварных прямошовных труб диаметром 1020 мм и 1067 мм для магистральных нефтепроводов “ВСТО-2”, “БТС-2”».
Уточняющий расчет коэффициента трения осуществлялся на базе разработанного программного обеспечения «Автоматизированный расчет коэффициента пропорциональности в законе трения»©. Исходными параметрами являются величина параметров шероховатости инструмента (бочки рабочего валка), обрабатываемого материала (сляба перед прокаткой), коэффициента полинома упрочнения 3-ей степени и длина рассматриваемого участка. В результате моделирования было получено значение коэффициента трения равное ![]() . Данная величина была рекомендована для занесения в модуль автоматизации стана 5000 для расчета режимов обжатия при производстве стали класса прочности К52, толщиной 14 мм по ТУ 009.
. Данная величина была рекомендована для занесения в модуль автоматизации стана 5000 для расчета режимов обжатия при производстве стали класса прочности К52, толщиной 14 мм по ТУ 009.
Внесение данных изменений повлияло на расчеты, проводимые программным обеспечением автоматизации «SMS», и в результате стало возможным повысить величину относительного обжатия в 1-ом проходе черновой стадии прокатки с уровня 7,2% до уровня 12,0%. После внесения предложенных изменений в 2010г. выход несоответствующей продукции по дефектам «тонкий» и «толстый» в ЛПЦ№9 снизилась с уровня 0,04% и 0,1% соответственно до уровня 0,2% и 0,28% в 2009г.
Снижение уровня несоответствующей продукции как результат позволяет говорить о возможности и необходимости применения и развития предложенного подхода для описания контактного взаимодействия в процессах обработки металлов давлением.
Заключение
1. Предложен новый научно обоснованный подход к описанию процесса контактного взаимодействия, в основе которого лежит гипотеза о представлении области взаимодействия как некомпактной среды. Это обеспечивает возможность использовать для описания процессов контактного взаимодействия аналитические зависимости и математический аппарат, известный в механике некомпактных сред, и позволяет описать коэффициент пропорциональности (трения) функциональной зависимостью, учитывающей количественное влияние геометрии поверхностных слоев, их физико-механические характеристики и напряженное состояние.
2. Применение средств объектно-ориентированного программирования при моделировании процессов контактирования поверхностей, позволяющего производить случайное построение профилей поверхностей, генерацию интересующего процесса и статистическую обработку информации, является целесообразным для развития и оптимизирования данного подхода. Это позволяет прогнозировать коэффициент трения в различных процессах обработки металлов давлением с определенной долей погрешности.
3. Сравнительный анализ эмпирических данных и данных, полученных с применением разработанной методики, позволяет оценить сходимость результатов порядка 19%, что отражает адекватность и целесообразность использования предлагаемой модели.
4. Результаты диссертационной работы использованы и внедрены в технологический процесс металлургический комбинат» для корректировки технологических режимов стана 5000.
Основное содержание работы опубликовано в работах:
1. , , Барышников износа элементов формообразующего инструмента при экструзии некомпактных масс. Обработка сплошных и слоистых материалов. Магнитогорск: МГТУ. 2006. Вып. 33. С. 16-27.
2. , Ягубкин возможностей повышения эксплуатационной надежности деталей оборудования и технологического инструмента в условиях . Молодежь. Наука. Будущее: сб. науч. тр. Магнитогорск: МГТУ. 2006. С. 190-192.
3. , , Барышников функций пористости и расчет коэффициента пропорциональности при моделировании процесса контактного взаимодействия как некомпактной среды. Обработка сплошных и слоистых материалов. Магнитогорск: МГТУ. 2008. Вып. 35. С. 112-118.
4. , , Барышников оценки коэффициента пропорциональности в процессах ОМД с применением средств объектно-ориентированного программирования. Вестник МГТУ им . Магнитогорск: МГТУ. 2008. № 4. С. 76-79. (рецензируемое издание, рекомендованное ВАК).
5. , , Барышников оценки коэффициента пропорциональности в процессах ОМД. Неделя металлов в Москве. Сборник трудов конференций. М.: ВНИИМЕТМАШ им. . 2009. С. 397-407.
6. , , Барышников коэффициент пропорциональности в процессах ОМД. Материалы 67-й научно-технической конференции. Магнитогорск: МГТУ. 2009. Т.1. С. 23-26.
7. , , Барышников к определению коэффициента трения граничного трения в задачах обработки металлов давлением на основе представления области контакта как некомпактной среды. Известия вузов. Черная металлургия. М.: НИТУ «МИСиС». 2010. № 3. С. 25-28. (рецензируемое издание, рекомендованное ВАК).
8. , , Барышников расчет коэффициента пропорциональности в законе трения. Свидетельство о государственной регистрации программы для ЭВМ. № . Рег. 11.01.2010.
