
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ПЕТЕЛЬНАЯ МАШИНА ЦЕПНОГО СТЕЖКА
Golden wheel CSMW
УКАЗАТЕЛЬ
стр.
МАШИНЫ Golden wheel CSMW 4
ОПИСАНИЕ МАШИН 4
ВСПОМОГАТЕЛЬНЫЙ МЕХАНИЗМ ПОДАЧИ 44
ПЕТЛИ
Изменение длины петель и конусной закрепки 20
Изменение количества стежков в петле 21
Изменение вида петли 20
Уменьшение количества стежков на стороне глазка прямой петли и петли
с глазком 23
МЕХАНИЗМ ПРОРЕЗАНИЯ ПЕТЛИ
Блок прорезания петли 36
Не прилагайте излишнего давления к ножу 39
Надлежащее использование блоков прорезания петель 38
Переточка блока прорезания петли 38
Регулирование давления, прилагаемого к ножу 39 МЕРЫ ПРЕДОСТОРОЖНОСТИ 44
ПЕТЛИТЕЛИ
Совмещение иглы и рамки петлителя 29
Сборка кронштейна петлителя 30
Снятие и установка рамки петлителя 29
Установка и синхронизация незаправленного петлителя 27
Установка и синхронизация заправленного петлителя 27
Синхронизация приводного коленчатого рычага петлителя 31
ДЕРЖАТЕЛИ ПЕТЕЛЬ
Установка и регулировка левого держателя петли 28
Установка и регулировка правого держателя петли 27
Синхронизация приводного коленчатого рычага держателя петли 32
МАТЕРИАЛ
Выбор материала для изготовления петель, прорезаемых перед обметкой 9
ИГЛА 9
Установка иглы 10
МЕХАНИЗМ ВИБРАЦИИ ИГЛЫ 25
Регулировка размера прорези 26
Регулировка ширины обметки 27
СМАЗКА МАШИНЫ 23
ЭКСПЛУАТАЦИЯ МАШИНЫ
МАШИНЫ Golden wheel CSMW
ОПИСАНИЕ
МАШИНА ПЕТЕЛЬНАЯ ЦЕПНОГО СТЕЖКА С ФУНКЦИЯМИ ДЛЯ ВЫПОЛНЕНИЯ ПЕТЕЛЬ С ГЛАЗКОМ И БЕЗ ГЛАЗКА..
Машина предназначена для изготовления петель на пальто, пиджаках и иных швейных изделиях. Изготавливает петли двухниточным цепным стежком, прокладывает усилительную каркасную нить под краем плоской обметки и автоматически прорезает петлю после обметки.
По заказу на этой машине также может быть установлен механизм грубой подачи, и она может работать с шелковой или вискозной нитью петлителя для изготовления прямых петель или петель с глазком, с закрепкой или без закрепки, с имитацией ручного стежка.
Изменение длины и формы петли осуществляется путем регулировки формообразующего колеса и замены быстросъемного режущего блока и ножа.
За отдельную плату для этой машины могут быть поставлены дополнительные формообразующие кулачковые блоки (для глазка и закрепки), режущие блоки, ножи, устройства регулировки длины стежка и зубчатые колеса механизма дифференциальной подачи.
Для использования на этой машине предназначены указанные ниже компоненты (если
Ведущее зубчатое колесо механизма дифф. подачи
ПЕТЕЛЬНАЯ МАШИНА Golden wheel CSMW
Машина Golden wheel CSMW может обметывать петли размером от 5/8 до 1-5/8 дюйма и прорезать прямые петли или петли с большим или средним глазком без закрепки размером от 5/8 до 1-19/32 дюйма и с закрепкой, размером от 1/2 до 1-1/2 дюйма. Размер закрепки регулируется в пределах от 1/8 до 3/8 дюйма для петель размером от 1/2 до 1-1/2 дюйма и от 1/8 до 1/4 дюйма для петли размером 1-3/8 дюйма и с закрепкой размером 1/8 дюйма для петли размером 1-1/2 дюйма. Машина предназначена для изготовления петель на пальто, пиджаках, брюках и иных предметах одежды.
Машина предназначена для изготовления петель в плотных тканях. Петля прорезается автоматически перед обметыванием. Петли обметываются двухниточным цепным стежком. Машина прокладывает усилительную каркасную нить под краем плоской обметки.
Изменение длины и формы петли осуществляется путем регулировки формообразующего колеса и замены быстросъемного режущего блока и ножа.
Если не в заказе не указано иное, эта машина настроена для изготовления петли с глазком размером один дюйм, без закрепки (для пальто)
За отдельную плату для этой машины могут быть поставлены дополнительные формообразующие кулачковые блоки (для глазка и закрепки), режущие блоки, ножи, устройства регулировки длины стежка и зубчатые колеса механизма дифференциальной подачи.
Прямые петли с конусной закрепкой можно изготовить, сняв кулачковый блок формообразующего колеса для петли с глазком, установив кулачковые блоки для закрепки на кольца колеса.
Установка машины
Разметьте и просверлите все болтовые отверстия, отверстие для подачи масла, а также вырежьте окна для приводного ремня, как показано на Рис. 2
Закрепите болтами приводное устройство на обратной стороне стола, а затем закрепите двигатель.
Прикрепите к столу две опоры машины, как показано на рисунке, а затем установите машину на опорах
Рис. 2 Схема установки машины
Скорость
Для вала машины Golden wheel CSMW рекомендуются следующие скорости вращения:
Вал механизма прорезания петли – от 200 до 215 об/мин.
Вал останова - от 950 до 1000 об/мин (при этом скорость вращения вала рукава составляет от 1900 до 2000 об/мин).
Следовательно, необходимо, чтобы скорость вращения вала останова (см. Рис. 13) составляла от 950 до 1000 об/мин, а вала механизма прорезания петли (поз. 43, Рис. 11) – от 200 до 215 об/мин. Для проверки скорости вращения вала останова следует установить тахометр на конце коленчатого вала механизма быстрой подачи. При этом скорость вращения коленчатого вала механизма быстрой подачи должна составлять от 1310 до 1380 об/мин. См. Рис. 13.
Для машин типа Golden wheel CSMW применяются иглы следующих классов и размеров:
№ по каталогу Класс и вариант Описание Тип острия Размеры
1411х 1 Для ткани M SET 13, 15, 17, 18, 19
1413х 5 Для ткани M SET 12, 14, 15, 16, 17, 18,
19, 20 , 21, 22
1424х 8 Для кожи DIA 17, 18, 19
1430х 6 Для хаки SP W 17, 18, 19, 21
Размер используемой иглы определяется толщиной нити, которая должна свободно проходить через игольное ушко. Использование грубой нити, нити с неравномерной толщиной или нити, с трудом проходящей через игольное ушко вызовет проблемы в работе машины.
В заказе на иглы следует указать требуемое количество, размер, а также номер по каталогу.
Например:
100 штук, Размер 17, № по каталогу 1х 5)
Выбор материала для изготовления петель, прорезаемых перед обметкой
Обметайте петлю в испытуемом материале, используя такую же подкладку и материалы, с теми же слоями и на тех же положениях, что и на предмете одежды. Если стежки (или обметка) стягивают край прорези, это указывает на то, что материал непригоден для изготовления петель, прорезаемых перед обметкой. Чем толще материал, тем больше должна быть ширина обметки.
Обметочная и каркасная нить
В качестве игольной нити и нити петлителя может использоваться нить как правого, так и левого направления скручивания. При обметке петель шелковой нитью в качестве нити петлителя следует использовать более тяжелую нить по сравнению с игольной нитью. Например, используйте шелковую нить класса В в качестве нити петлителя и класса А в качестве игольной нити.
При обметке петель хлопчатобумажной нитью рекомендуется использовать нормальную нить для обметки петель. При этом нить петлителя всегда должна быть более жесткой, чем игольная нить. Это обеспечит правильное формирование стежков.
В качестве каркасной нити следует использовать нить средней толщины.
Установка иглы
Ослабьте установочный винт (поз. 154, Рис. 20) в игольном зажиме и вставьте иглу в зажим до упора, длинным желобком, обращенным назад, а ушком – параллельно платформе машины. затем плотно затяните установочный винт (154).
Заправка игольной нити
(см. Рис. 3)
Проведите нить с размоточного устройства через отверстие (1), затем через отверстие (2), сзади вперед, между натяжительными дисками (3), затем сзади вперед через отверстия (4), (5), (6) и (7), под натяжителем нити (8) и (9), вниз через игольный стержень (10) (вставив в него снизу прилагаемую к машине заправочную проволоку, чтобы протянуть нить) и проведите нить сзади вперед (на себя) через игольное ушко.
Рис. 3 Заправка игольной нити
Заправка нити петлителя
Отцепите две пружины (11 и 12, Рис. 7) и разложите две пластины рабочего зажима (13 и 14, Рис. 7), затем вытащите переднюю крышку платформы на себя.
Рис. 4 Заправка нити петлителя (показана также заправка каркасной нити)
Проведите нить с размоточного устройства через нижнюю трубку (поз. 15, Рис. 4) (при помощи прилагаемой заправочной проволоки), затем через нижнее отверстие (поз. 16, Рис. 4), далее через ушко (поз. 17, Рис. 4) вниз, справа налево под натяжительными дисками (поз. 18, Рис. 4) и вверх через направляющую стойку (поз. 19, Рис. 4). Проведите заправочную проволоку (поз. 20, Рис. 4) между игольной пластинкой (поз. 21, Рис. 4) и правым держателем петли (поз. 124, Рис. 4), вниз через полый приводной стержень держателя петли (поз. 22, Рис. 4). Зацепите нить за конец проволоки и протяните ее вверх через полый стержень (поз. 22, Рис. 5), слева направо через прорезь в пластине (поз. 23, Рис. 5), вверх через прорезь в тыльной части петлителя (поз. 123, Рис. 5), вниз через центральное отверстие в петлителе и вверх через отверстие в острие петлителя, затем вверх через большое игольное отверстие в игольной пластинке (21).
Рис. 5 Заправка нити петлителя
Заправка каркасной нити
Разложив пластины рабочего зажима наружу, и открыв переднюю крышку платформы, проведите каркасную нить с размоточного устройства через верхнюю трубку (поз. 24, Рис. 4) (при помощи прилагаемой заправочной проволоки), затем проведите каркасную нить через нижнее ушко рядом с трубкой для каркасной нити, затем через верхнее отверстие (поз. 26, Рис. 4), вверх через отверстие в пружине регулирования натяжения каркасной нити (поз. 27, Рис. 4), и затем, сзади вперед через маленькое отверстие вблизи центра игольной пластинки (21), выведя каркасную нить на себя. Затем сдвиньте пластины рабочего зажима в нормальное положение и зацепите пружины (поз. 11 и 12, Рис. 7), удерживающие пластины на месте. Также закройте переднюю крышку платформы.
При заправке каркасной нити на машине Golden wheel CSMW проведите каркасную нить прямо из верхней трубки (24) в верхнее отверстие (26), поскольку на этой машине предусмотрен рычаг контроля натяжения каркасной нити.
Рис. 6 Заправка каркасной нити
 |
Рис. 7 Заправка нитей в машину завершена
Эксплуатация машины
При использовании машины для обычной обметки петель оттяните маховик назад и выведите вал маховика из зацепления с коническим зубчатым колесом вертикального вала. Маховик вводится в зацепление с вертикальным валом толь, когда машину необходимо провернуть вручную для выполнения регулировок.
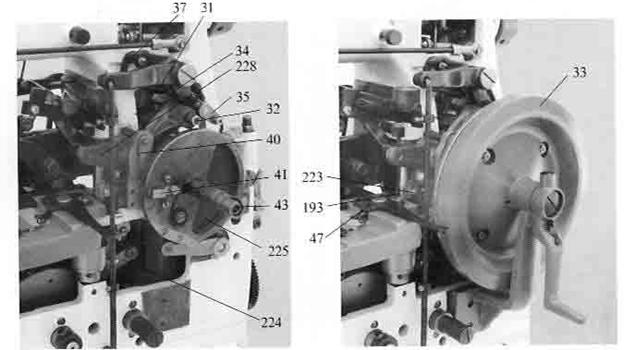
Рис. 8 Вид механизма прорезания петли. Показаны также сцепляющая шпилька и защелка
Когда защелка (поз. 223, Рис. 8) сдвигается вперед, она входит в контакт с пластиной расширителя (поз. 47, Рис. 8) и толкает этот рычаг вперед. Рычаг раздвигает рабочие зажимы, которые туго натягивают ткань. Затем шпилька на конце закрывающего рычага рабочего зажима (228) входит в контакт с защелкой пуска быстрой подачи (поз. 224, Рис. 8). Механизм быстрой подачи перемещает пластины зажима с изделием в положение обметки, а шпилька (32) принудительно сдвигается внутрь кулачковым блоком, находящимся в канавке кулачка шкива (33). Запорная пластина (поз. 37, Рис. 8) смещается в запорное положение и удерживается защелкой (31) в запорной канавке.
Когда пластины зажима изделия перемещаются в положение обметки, приводится в действие механизм обметки (стопорный рычаг (поз. 52, Рис. 10) отводится назад и выходит из контакта со стопорным кулачком). В результате этого механизм быстрой подачи отсоединяется рычагом (поз. 53, Рис. 9). Одновременно запорный рычажок стопорного рычага (поз. 55, Рис. 9) входит в канавку блока (поз. 56, Рис. 9) на соединительном звене стопорного рычага. Машина обметывает петлю и по
Рис. 9 Формообразующее колесо и механизм обметки петли
завершении обметки стопорный сегмент (поз. 57, Рис. 9) на кольце формообразующего колеса приводит движение запорный рычажок стопорного рычага (55), выводя его из канавки блока (56). Это вызывает поворот стопорного рычага внутрь, в результате чего он подготавливается к фиксации в стопорном кулачке. Блокировочная точка защелки (поз. 60, Рис. 10) полностью опускается, на 5/64 дюйма ниже конца второго рычага пуска быстрой подачи (поз. 61, Рис. 10). Когда блокировочный ползун (58) западает в канавку стопорного кулачка (59), он поднимает защелку (60), которая в свою очередь поднимает второй рычаг пуска быстрой подачи (61), тем самым, приводя в действие механизм быстрой подачи. Держатель сдвигается в исходное положение для обработки следующей петли. По окончании быстрой подачи пластин зажима изделия механизм быстрой подачи отсоединяется отключающим выступом на внутренней стороне формообразующего колеса (поз. 66, Рис. 9), входящим в контакт с собачкой (поз. 67, Рис. 26). Одновременно отключающая собачка, прикрепленная к подающему колесу, приводит в действие пусковой рычаг механизма прорезания петли (поз. 40, Рис. 8). При этом замок (поз. 41, Рис. 8) во внутреннем колесе механизма прорезания петли сцепляет свободный шкив механизма прорезания петли, и одновременно срабатывает замок пусковой тяги (поз. 64, Рис. 6), позволяя пусковой тяге (поз. 65, Рис. 6) под действием пружины подняться в рабочее положение. Когда внутреннее колесо механизма прорезания петли (поз. 225, Рис. 8) жестко фиксируется на вале механизма прорезания петли (поз. 43, Рис. 8), вал поворачивается, когда колесо и свободный шкив сцепляются друг с другом замком (41). Когда вал механизма прорезания петли начинает поворачиваться, кулачками на вале приводятся в действие рычаги механизма прорезания петли, и режущий блок и нож сдвигаются вперед для прорезания петли.
Рис. 10 Механизм останова
Растягивающее действие зажимов изделия прекращается, и зажимы поднимаются при помощи раскрывающего рычага (поз. 63, Рис. 9) и расцепителя расширителя (поз. 62, Рис. 9), которые приводятся в действие раскрывающим кулачком (поз. 226, Рис. 9) на левом конце вала механизма прорезания петли. После этого замок (41) во внутреннем колесе механизма прорезания петли выводится из шкива, отсоединяя колесо от шкива, и таким образом, прекращая вращение вала механизма прорезания петли.
Машина А-920-2
Установите изделие на машине таким образом, чтобы та его часть, в которой необходимо сделать петлю, находилась прямо под окном в рабочих зажимах. Затем установите два устройства позиционирования изделия (поз. 28 и 29, Рис. 7) по краям изделия и закрепите их. Удерживая изделия руками, нажмите пусковой рычажок (поз. 30, Рис. 7). При этом защелка (поз. 31, Рис. 8) будет выведена из зацепления с запорной головкой на задней части шпильки закрытия зажима (поз. 32, Рис. 11). Шпилька будет выведена из контакта с канавкой кулачка в шкиве (поз. 33, Рис. 11) при помощи язычка на защелке (поз. 34, Рис. 11) до тех пор, пока канавка кулачка не будет находиться в правильном положении для приема шпильки. В этот момент кулачковый блок в внутренней стороне шкива (33) приведет в действие рычаг (поз. 35, Рис. 11), который поднимет защелку (34), что позволит шпильке (32) войти в контакт с канавкой кулачка в шкиве (33). Зажимы опустятся на изделие. Шпилька (32) принудительно сдвигается вперед кулачковым блоком, установленным в канавке кулачка шкива (33), под запорную пластину (поз. 37, Рис. 11) в запертое положение и удерживается защелкой (31) в запорной прорези.
Рис. 11 Шкив механизма прорезания петли. Показаны также сцепляющая шпилька и защелка
Когда рычаг закрытия зажима сдвигается в свое исходное положение, расцепитель пускового рычага (поз. 38, Рис. 13) прижимается к коромыслу пускового рычага (поз. 39, Рис. 13), который в свою очередь приводит в действие пусковой рычаг механизма прорезания петли (поз. 40, Рис. 11). В результате этого замок (поз. 41, Рис. 11) в колесе механизма прорезания петли входит в контакт со свободным шкивом механизма прорезания петли. Колесо механизма прорезания петли (поз. 42, Рис. 11) сцепляется со шкивом. Когда колесо механизма прорезания петли (поз. 42, Рис. 11) жестко фиксируется на вале механизма прорезания петли (поз. 43, Рис. 11), вал поворачивается, когда колесо и свободный шкив оказываются сцепленными друг с другом замком (41). Когда вал механизма прорезания петли начинает поворачиваться, кулачками на вале приводятся в действие рычаги механизма прорезания петли, и режущий блок и нож сдвигаются вперед для прорезания петли.
После того, как резак прорежет петлю, предохранительная защелка (поз. 44, Рис. 13) сдвинется под предохранительный рычаг (поз. 45, Рис. 13) и выведет его из контакта с пусковым рычагом механизма прорезания петли (39). Когда рычаги механизма прорезания петли возвращаются в исходное положение, рычаг расширителя (поз. 46, Рис. 11) сдвигается вперед и прижимается к пластине расширителя (поз. 47, Рис. 11), раздвигая зажимы изделия, которые туго натягивают ткань под иглой. Во время последней стадии поворота вала механизма прорезания петли (43) приводится в действие пусковой рычаг механизма быстрой подачи (поз. 48, Рис. 11). Механизм быстрой подачи сдвигает пластины зажима изделия вместе с изделием в положение обметки петли, замок (41) в колесе механизма прорезания петли выводится из свободного шкива механизма прорезания петли, отсоединяя колесо от шкива, и останавливая вращение вала механизма прорезания петли. В то же время начинает поворачиваться предохранительный кулачок (поз. 153, Рис. 26), и конец предохранительного рычага механизма прорезания петли (поз. 45, Рис. 26)выводится из выемки предохранительного кулачка. При этом срабатывает защелка предохранительного рычага (поз. 49, Рис. 13) и удерживается на месте коромысло пускового рычага (39), блокируя таким образом механизм прорезания петли, так что он не может сработать во время обметывания петли.
Когда пластины зажима изделия приходят в положение обметывания петли, под действием управляющей пластины (поз. 50, Рис. 12), поднимающей пусковой сегмент (поз. 51, Рис. 12) на кольце формообразующего колеса, приводится в действие механизм обметывания петли. При этом стопорный рычаг (поз. 52, Рис. 13) поворачивается назад и выводится из контакта со стопорным кулачком. Это вызывает отсоединение механизма быстрой подачи отключающим рычагом (поз. 53, Рис. 12). Одновременно пластина деблокировки предохранительной защелки (поз. 54, Рис. 13) на стопорном рычаге (52) выводит предохранительную защелку из-под предохранительного рычага (45), и запорный рычажок стопорного рычага (поз. 55, Рис. 12) входит в выемку блока (поз. 56, Рис. 12) на соединительном звене стопорного рычага. Машина обметывает петлю, и по завершении
Рис. 12 Формообразующее колесо и механизм обметывания петли
обметывания стопорный сегмент (поз 57, Рис. 12) на формообразующем колесе воздействует на запорный рычажок стопорного рычага (55), выводя его из выемки блока (56). Это приводит к тому, что стопорный рычаг поворачивается внутрь, и подготавливается к фиксации в стопорном кулачке. Когда блокировочный ползун (поз 58, Рис. 13) поднимается под действием стопорного кулачка (поз 59, Рис. 13), выступ защелки (поз 60, Рис. 13) полностью опускается на 5/64 дюйма ниже конца второго пускового рычага механизма быстрой подачи (поз 61, Рис. 13). Когда блокировочный ползун (58) западает в выемке стопорного кулачка (59), он поднимает защелку (60), которая, в свою очередь) поднимает второй пусковой рычаг механизма быстрой подачи, входя с ним в контакт. При этом механизм быстрой подачи приводится в действие и отводит держатель назад в исходное положение для обработки следующей петли.
МАКСИМАЛЬНАЯ СКОРОСТЬ ВАЛА
МЕХАНИЗМА ОСТАНОВА ОТ 950 ДО
1000 ОБ/МИН
МАКСИМАЛЬНАЯ СКОРОСТЬ КОЛЕНЧАТОГО ВАЛА МЕХАНИЗМА БЫСТРОЙ ПОДАЧИ ОТ 1310 ДО 1380 Рис. 13 Механизм останова ОБ/МИН
Растягивающее действие зажимов изделия прекращается, и зажимы поднимаются при помощи раскрывающего рычага (поз. 63, Рис. 12) и расцепителя расширителя (поз. 62, Рис. 12), которые приводятся в действие управляющим звеном раскрывающего рычага (поз. 227, Рис. 12) на левой стороне машины. Непосредственно перед окончанием быстрой подачи отпирается замок пусковой тяги (поз. 64, Рис. 6) позволяя пусковой тяге (поз. 65, Рис. 6) подняться под действием пружины в рабочее положение, тем самым, возвращая механизм прорезания петли в исходное положение для прорезания следующей петли. По окончании быстрой подачи держателя механизм быстрой подачи отсоединяется отключающим выступом на внутренней стороне формообразующего колеса (поз. 66, Рис. 12), входящим в контакт с расцепителем (поз. 67, Рис. 26).
Снятие пластин зажима изделия
Если пластины зажима изделия (поз. 13 и 14, Рис. 7) необходимо снять с машины для выполнения регулировок, это можно сделать следующим образом: Отцепите две пружины (поз. 11 и 12, Рис. 7) от пластин зажима изделия, затем сдвиньте каждую пластину наружу и, подняв пластины, снимите их с машины.
Регулировка натяжения
Регулирование натяжения игольной нити осуществляется при помощи регулировочной гайки (поз. 68, Рис. 3). Натяжение игольной нити должно быть достаточным для получения ровной строчки на обратной стороне изделия. Регулирование натяжения нити петлителя осуществляется при помощи регулировочной гайки (поз. 69, Рис. 4). Натяжение нити петлителя должно быть достаточным для баланса натяжения игольной нити и нормального формирования строчки.
Натяжение каркасной нити регулируется только на машине А-920-2 при помощи регулировочной гайки (поз. 70, Рис. 4). Натяжение каркасной нити должно быть небольшим.
Изменение вида петли
Если вам необходимо изменить вид петли, следует заменить кулачковые блоки формообразующего колеса, как показано на Рис. 14, 15 и 16, блок прорезания петли (поз. 71, Рис. 6) и нож (поз. 72, Рис. 6). Для перехода от одного вида петли к другому необходимо выполнить следующую регулировку.
Для изготовления прямых петель без закрепки. Установив формообразующее колесо на машину, убедитесь в том, что стопорный штифт (73) упирается в прямую полку бокового переключающего рычага зажима изделия (74), как показано на Рис. 12, затем установите нужный блок прорезания петли и нож (см. перечень блоков прорезания петли).
Для изготовления петель с глазком без закрепки. Установив формообразующее колесо с кулачковым блоком для петли с глазком (75), как показано на Рис. 14, убедитесь в том, что стопорный штифт (73) входит в вертикальную прорезь переключающего рычага зажима изделия (74), затем установите на машине нужный блок прорезания петли и нож (см. перечень кулачковых блоков, блоков прорезания петли и ножей).
Рис. 14 Формообразующее Рис. 15 Формообразующее Рис. 16 Формообразующее
колесо колесо колесо
Для изготовления петель с глазком с конусной закрепкой. Установив формообразующее колесо с кулачковым блоком для петли с глазком (75) и двумя кулачковыми блоками для конусной закрепки (76 и 77), как показано на Рис. 15, убедитесь в том, что стопорный штифт (73) входит в вертикальную прорезь переключающего рычага зажима изделия (74), затем установите на машине нужный блок прорезания петли (см. перечень кулачковых блоков, блоков прорезания петли и ножей).
Для изготовления прямых петель с конусной закрепкой. Установив формообразующее колесо с двумя кулачковыми блоками для конусной закрепки, как показано на Рис. 16, штифт (73) входит в вертикальную прорезь переключающего рычага зажима изделия (74), затем установите на машине нужный блок прорезания петли и нож (см. перечень кулачковых блоков, блоков прорезания петли и ножей).
Чтобы снять формообразующее колесо, сдвиньте рычаг (поз. 78, Рис. 12) от себя настолько, чтобы повернуть управляющую пластину (поз. 50, Рис. 12) так, чтобы она лежала на прямой полке, затем отверните гайку (поз. 79, Рис. 12) и снимите формообразующее колесо.
Чтобы установить формообразующее колесо, наденьте его до упора на вал так, чтобы установочный штифт вошел в отверстие формообразующего колеса, и закрепите колесо гайкой (79).
Изменение длины петли и конусной закрепки
Длину петли с глазком или прямой петли и конусной закрепки можно изменить, выполнив следующие регулировки:
Положение пускового сегмента (поз. 51, Рис. 12) и стопорного сегмента (поз. 57, Рис. 12) следует отрегулировать таким образом, чтобы длина обметки соответствовала цифре, указанной на наружном указательном диске (поз. 80, Рис. 15), как указано на указательной пластине (поз. 81, Рис. 15). (Цифры на внутреннем указательном диске (поз. 82, Рис. 15) и наружном указательном диске (поз. 80, Рис. 15) должны соответствовать друг другу. Регулировочные блоки (поз. 83, Рис. 12) также должны быть отрегулированы таким образом, чтобы они контактировали с концами сегментов (51 и 57), когда наружный указательный диск (80) установлен на делении 1-5/8” относительно указательной пластины (поз. 81, Рис. 15).
Чтобы изменить длину петли, ослабьте зажимную гайку (поз. 84, Рис. 15), поверните указательный диск (80) и установите желаемую длину напротив указательной пластины (81). Затем затяните зажимную гайку (84).
При изготовлении петель с глазком или прямых петель без закрепки следует использовать блок прорезания петли такого же размера, который указан на наружном указательном диске (80), поскольку цифра на наружном указательном диске (80) соответствует длине петли или длине обметки.
Чтобы настроить длину конусной закрепки, ослабьте винт (поз. 85, Рис. 15) крепления указательной шайбы (поз. 86, Рис. 15) , установите метку на наружном указательном диске (80) напротив желаемого значения длины на указательной шайбе (86) и затяните винт (85). Ослабьте винты крепления пускового сегмента (51) и стопорного сегмента (57) и отрегулируйте положения сегментов (51 и 57) так, чтобы они входили в контакт с регулировочными блоками (83), когда деление 1-5/8” на наружном указательном диске (80) совмещено с меткой на указательной пластине (81).
Для изготовления петель с глазком или прямых петель с закрепкой, следует использовать режущий блок, размер которого соответствует цифре, указанной на внутреннем указательном диске (82), поскольку она представляет собой длину петли, а цифра на наружном указательном диске (80) – длину обметки.
Например, для изготовления петли с глазком длиной 1” с конусной закрепкой размером 1/8” установите на формообразующем колесе (поз 66, Рис. 15) кулачки для конусной закрепки № 000 и № установите метку на наружном указательном диске (80) напротив деления 1/8” на указательной шайбе (86) (длина закрепки), а деление 1/5/8" на наружном указательном диске (80) совместите с меткой на указательной пластине (81). Затем в этом положении отрегулируйте сегменты (51 и 57) так, чтобы они входили в контакт с регулировочными блоками (83). затем совместите деление 1” на внутреннем указательном диске (82) с меткой на указательной пластине и затяните зажимную гайку (84). При этом следует использовать блок прорезания петли № 000.
Изменение количества стежков в обметке петли
Количество стежков в обметке петли определяется зубчатым колесом (поз. 87, Рис. 17), находящимся на левой стороне машины, а также дифференциальными зубчатыми колесами (А, В, С и D, Рис. 18) в нижней части машины.

Рис. 17 Зубчатое колесо, определяющее количество стежков в обметке
 Если вам требуется изменить количество стежков в обметке петли, для этого необходимо заменить зубчатое колесо регулировки количества стежков или дифференциальные зубчатые колеса.
Если вам требуется изменить количество стежков в обметке петли, для этого необходимо заменить зубчатое колесо регулировки количества стежков или дифференциальные зубчатые колеса.
Чтобы снять зубчатое колесо регулировки количества стежков в обметке (поз. 87, Рис. 17), ослабьте винт (поз. 88, Рис. 17), и сдвиньте рычаг с прорезью от себя. Затем отверните гайку (поз. 89, Рис. 17) и снимите зубчатое колесо. Чтобы снять дифференциальные зубчатые колеса (А, В, С и D), наклоните машину влево и установите ее на опоре, отверните гайку (поз. 90, Рис. 18) и выньте зубчатое колесо (D), ослабьте болт (поз. 91, Рис. 18) при помощи ключа и вытащите вал (поз. 92, Рис. 18) и зубчатые колеса (В и С); также отверните гайку (поз. 93, Рис. 18) и выньте зубчатое колесо (А). Комбинации зубчатых колес и соответствующие количества стежков Рис. 18 Дифференциальные зубчатые колеса
указаны в приведенной ниже таблице.
Количества стежков на дюйм и стежков в глазке
Зубчатое колесо Нормальные Грубые Сверхгрубые
регулировки кол-ва материалы 313,5 Dips материалы 247,3 Dips материалы 216,6 Dips
стежков А-В С – D А-В С – D А-В С-D
32 21
№ зубч. колеса Кол-во Ст./дюйм Ст./глазок Ст./дюйм Ст./глазок Ст./дюйм Ст./глазок
колеса зубьев
548,6 17,3 28,8 13,6 25,2 11,9
548,9 14,6 24,4 11,5 21,4 10,1
548,7 13,6 22,6 10,7 19,8 9,4
548,8 12,7 21,1 10,0 18,5 8,8
548,4 11,5 19,2 9,1 16,8 8,0
548,6 11,2 18,6 8,8 16,3 7,7
548,1 10,0 16,7 7,9 14,6 6,9
548,1 9,0 15,1 7,1 13,2 6,3
Выбрав нужное зубчатое колесо регулировки количества стежков, установите его на место и закрепите гайкой (поз. 89, Рис. 18). Затем поверните зубчатое колесо механизма подачи (поз. 94, Рис. 17) и одновременно оттяните конец рычага с прорезью на себя, настолько, чтобы регулировочное зубчатое колесо (поз. 95, Рис. 17) вошло в зацепление с
зубчатым колесом регулировки количества стежков (поз. 87, Рис. 17). После того, как зубчатые колеса будут правильно установлены, затяните винт (поз. 88, Рис. 17).
Выбрав нужные дифференциальные зубчатые колеса, зафиксируйте зубчатые колеса (В и С) при помощи стопорного штифта на стопорной шайбе и вставьте вал (поз. 92, Рис. 18) и прикрепите вал к кронштейну болтом (поз. 91, Рис. 18) при помощи ключа. Затем установите зубчатые колеса (А и D) и надежно затяните гайки.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 |
