

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
mз = mп + mo, (4.7)
где mп – масса поковки, кг; mo – масса отходов на обсечки и угар, кг.
Если поковку обрабатывают резанием, то подсчет массы металла проводят по номинальным размерам поковки без учета допусков. Если поковка механически не обрабатывается, то подсчет массы металла проводят с учетом максимальных значений допусков, т. е. по максимальным размерам поковки.
Массу поковки подсчитывают по формуле
mп = Vп·ρ, (4.8)
где Vп – объем металла поковки, см3; ρ – плотность, равная для стали 7,85 г/см3.
Массу отходов на обсечки и угар берут обычно в процентах от массы поковки. Ее значение составляет 1,5–2,5 % (зубчатые колеса – 8–10 %; гладкие валы, бруски 5–7 %; валы и вилки с уступами, болты – 7–10 %; гаечные ключи, шатуны – 15–18 % и пр.).
Площадь поперечного сечения исходной заготовки определяют исходя из площади поперечного сечения детали, характера обработки и степени уковки. Если основной операцией при ковке является протяжка, то площадь поперечного сечения исходной заготовки Fз находят так:
Fз = Fп·К, (4.9)
где Fп – площадь поперечного сечения поковки, см2; К – степень уковки, равная для проката 1,3–1,5; для слитка – 1,5–2.
Длину исходной заготовки Lз, см, можно определить из формулы
Lз =  , (4.10)
, (4.10)
где V0 – объем отходов, см3; Vз – объем заготовки, см3.
Для облегчения расчетов объемы сложных деталей разбивают на объемы элементарных фигур. По табл. 4.2 выбирают массу падающих частей молота.
Для выбора пресса нужно определить величину усилия, обеспечивающего процесс деформации.
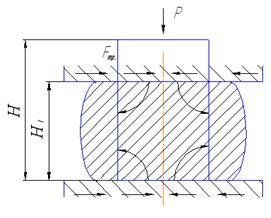
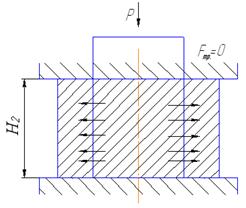
Усилие пресса (МН), необходимое для осадки заготовки круглого или квадратного сечения, можно определить по формуле
Р = k ( 1 + 0,17Dср / Н1 )σвF 10-6, (4.11)
где k – масштабный коэффициент, k = 0,75; Dср – средний диаметр поковки после осадки, Dср = D ![]() , мм; F – площадь поперечного сечения поковки после осадки,
, мм; F – площадь поперечного сечения поковки после осадки,  мм2; σВ – предел прочности сплава при температуре осадки, приближенно равный пределу текучести сплава σТ или σ02 при той же температуре (табл. 4.2).
мм2; σВ – предел прочности сплава при температуре осадки, приближенно равный пределу текучести сплава σТ или σ02 при той же температуре (табл. 4.2).
Таблица 4.2
Механические характеристики сплавов при ковочных температурах
Марка сплава | Температура ковки, °С | σ02 | σВ | δ | Ψ |
МПа | % | ||||
Ст3сп | 900 1000 1100 1200 | 39 25 19 14 | 66 44 32 25 | 84 79 80 84 | 100 100 100 100 |
30 | 800 900 1000 1100 1200 | – – – – – | 100 79 49 31 21 | 49 53 56 58 64 | 98 100 100 100 100 |
45 | 800 900 1000 1100 1200 | 65 55 35 22 15 | 115 77 51 35 27 | 58 62 72 81 90 | 98 100 100 100 100 |
У7 | 800 900 1000 1100 1200 | – – – – – | 96 64 37 22 17 | 65 60 62 65 92 | 100 100 100 100 100 |
У10 | 800 900 1000 1100 1200 | – – – – – | 92 56 30 18 16 | 52 78 86 | 100 100 100 100 100 |
Амг2 | 300 400 450 | 65 – – | 120 100 50 | 32 43 60 | 80 88 97 |
АК4 | 300 400 450 | – – – | 100 50 27 | 23 73 100 | 70 87 92 |
Таблица 4.3
Основные параметры ковочных гидравлических прессов
Параметр | Норма | ||||||
Номинальное усилие пресса, МН | 2 | 3,15 | 5 | 8 | 12,5 | 20 | 31,5 |
Наибольший ход подвижной траверсы (рамы), мм | 450 | 560 | 710 | 900 | 1250 | 1600 | 2000 |
Расстояние между столом и подвижной траверсой (рамой) в ее верхнем положении, мм | 1400 | 1600 | 1800 | 2120 | 2650 | 3150 | 4000 |
Размер рабочей зоны в свету поперек оси ковки, мм | 1060 | 1180 | 1250 | 1500 | 1900 | 2240 | 2650 |
Размеры выдвижного стола, мм: ширина длина не менее | 500 560 | 630 710 | 800 900 | 1000 1250 | 1250 1600 | 1600 2120 | 2000 2500 |
Полученное значение усилия пресса используют для выбора кузнечного оборудования (табл. 4.3).
Порядок выполнения работы
1. Ознакомиться с основным инструментом и операциями свободной ковки, достоинствами и недостатками процесса ковки, областью применения.
2. Изучить принцип действия гидравлического пресса и пневматического молота.
3. Взять у учебного мастера две цилиндрические заготовки из деформируемого алюминиевого сплава. Привести эскизы, измерить высоту Н и диаметр D заготовок, проставить размеры и занести в табл. 4.4.
Таблица 4.4
Результаты осадки заготовок из цветных сплавов
Обозначение размеров | Размер исходной заготовки | Размер поковки после осадки | |
с применением смазки | без применения смазки | ||
H | |||
D | |||
У | |||
EH |
4. На торцы одной заготовки нанести смазку в виде машинного масла или суспензии графита в масле.
Осадить заготовки на гидравлическом прессе без предварительного нагрева.
5. Замерить размеры поковок после осадки со смазкой и без смазки (рис. 4.19).
а б
Рис. 4.19. Эскизы поковок после осадки: а – без смазки; б – со смазкой
6. Определить для каждой из поковок величину уковки  и степень деформации
и степень деформации 
7. Выбрать оборудование для осадки заготовок из алюминиевых сплавов или стали, получив у преподавателя данные о марке сплава, температурном режиме ковки.
8. Сделать выводы.
Содержание отчета
1. Зарисовать схемы операций свободной ковки.
2. Зарисовать заготовку из деформируемого алюминиевого сплава.
3. Зарисовать поковки после осадки со смазкой и без смазки.
4. Указать размеры заготовки и поковок на эскизе (рис. 4.19) и занести их в табл. 4.4.
5. Определить для каждой из поковок величину уковки У и степень деформации ЕН. Полученные значения занести в табл. 4.4.
6. Сделать расчет параметров оборудования для осадки, получив у преподавателя данные.
7. Зарисовать схему оборудования, выбранного для ковки.
Контрольные вопросы
1. Что такое коэффициент уковки, какие его величины при ковке слитка и прокатанной заготовки?
2. Зарисуйте операцию ковки отрубка и применяемый при этом кузнечный инструмент.
3. Разберите схемы устройства и работы пневматического молота.
4. Разберите схемы устройства и работы гидравлического пресса для ковки металла.
5. Изложите технологию изготовления поковки шестерни. Какие при этом выполняются операции?
6. Зарисуйте схему операции прошивки для получения отверстий боль-шого диаметра.
7. Чем объясняется неравномерная деформация при выполнении осадки?
Лабораторная работа № 5
КОНТАКТНАЯ СВАРКА
Цель работы: изучить основные способы контактной сварки и получить сварное соединение.
Оборудование и материалы
Образцы сварных соединений, заготовки листовой стали для сварки, машина для точечной контактной сварки.
Краткие теоретические сведения
Контактная сварка является основным видом сварки термомеханического класса. Она осуществляется с применением давления и нагрева места сварки проходящим через заготовки электрическим током. Основными видами контактной сварки являются стыковая, точечная и шовная.
Стыковая контактная сварка. Свариваемые заготовки 3 (рис. 5.1) закрепляются в зажимах стыковой машины. Зажим 2 установлен на неподвижной плите 1, а зажим 4 на подвижной плите 5. Зажимы одновременно служат электродами и соединены гибкими шинами 6 с трансформатором. Под действием силы P заготовки сжимаются, и по ним протекает сварочный ток (рис. 5.1 и 5.2).
Он нагревает заготовки, причем наибольшее количество тепла выделяется в месте контакта (отсюда название способа) между заготовками, так как сопротивление контакта Rк является наибольшим во вторичной цепи.
Рис. 5.1. Схема стыковой контактной сварки
Это обусловлено неровностью поверхности стыка. Даже после тщательной обработки торцы заготовок соприкасаются только в отдельных точках (рис. 5.3). Кроме того, на поверхности свариваемого металла имеются оксидные пленки и загрязнения, которые также увеличивают сопротивление контакта.
Электросопротивление заготовок Rзаг (на длине вылета из зажимов 2L) и сопротивление между зажимами и заготовками Rэл (рис. 5.2) значительно ниже, чем сопротивление на контактных поверхностях R. Количество выделяемой теплоты Q (Дж) определяется законом Джоуля – Ленца:
Q = I2Rt, (5.1)
где I – сварочный ток, А; R – сопротивление контакта, Ом; t – время протекания тока, с.
Эффективный нагрев места сварки может быть получен при больших значениях сварочного тока. Сварочный ток при контактной сварке может достигать тысяч и даже десятков тысяч ампер.
Контактная стыковая сварка осуществляется без расплавления и с расплавлением металла. Стыковую сварку с разогревом стыка до пластического состояния называют сваркой сопротивлением, стыковую сварку с разогревом стыка до оплавления – сваркой оплавлением. Различие этих способов может быть объяснено с использованием циклограмм.
|
|
Рис. 5.2. Схема стыковой контактной сварки | Рис. 5.3. Физический контакт |
Циклограмма – это графическое изображение тока I и давления P, изменяющихся в процессе сварки.
|
|
а | б |
| |
в | |
Рис. 5.4. Стыковая контактная сварка сопротивлением: а – циклограмма; б – стадии сварки; в – типы сварных соединений |
При сварке сопротивлением детали сжимают значительным усилием Pн (усилие нагрева) и пропускают ток (рис. 5.4). При протекании тока металл в месте стыка нагревается до температуры 0,8–0,9 Т плавления и становится пластичным, ток отключают и создают усилие осадки Pос.
В результате под действием осевой силы происходит пластическая деформация. Микронеровности в месте стыка снимаются, пленки разрушаются, поверхностные атомы сближаются до расстояний, соизмеримых с параметром кристаллической решетки, что обеспечивает возможность образования межатомных связей между свариваемыми частями. Образуется сварное соединение.
При данном способе трудно обеспечить равномерный нагрев по всей поверхности стыка, поэтому сварку сопротивлением применяют для соединения изделий небольшого сечения (до 200 мм2) с простым профилем (круг, квадрат, шестигранник).
|
|
а | б |
| |
в | |
Рис. 5.5. Стыковая контактная сварка оплавлением: а – циклограмма; б – стадии сварки; в – типы сварных соединений |
Сущность сварки оплавлением (рис. 5.5) заключается в том, что свариваемые заготовки сближают при включенном сварочном трансформаторе. Касание поверхностей происходит по отдельным выступам. В виду того, что площадь образовавшихся контактов очень небольшая, плотность тока, протекающего через эти контакты, настолько велика, что происходит мгновенное оплавление металла с образованием жидких перемычек, которые под действием паров металла разрушаются. Часть металла в виде искр выбрасывается из стыка. Вместе с жидким металлом выбрасываются загрязнения, которые присутствуют на поверхности заготовок.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 |
