

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
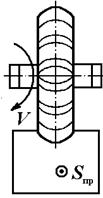
Рис. 8.4. Схема вертикально-сверлильного станка:
1 – основание; 2 – стол; 3 – шпиндель; 4 – кронштейн; 5 – коробка скоростей;
6 – колонна 7 – коробка подач;
Порядок выполнения работы и содержание отчета
1. Познакомиться с устройством вертикально-сверлильного станка. Вычертить схему вертикально-сверлильного станка и указать на ней основные узлы и механизмы станка. Зарисовать схемы основных операций, выполняемых на этом станке.
2. Привести техническую характеристику станка марки 2А135:
вылет оси шпинделя от станины,
максимальный диаметр сверления,
максимальный ход шпинделя,
пределы чисел оборотов шпинделя,
пределы подачи шпинделя,
мощность двигателя.
3. Рассчитать режимы резания, обеспечивающие получение требуемой производительности и качества обработки, по заданию преподавателя.
Предварительно назначить способы обработки отверстий по табл. 8.2. Занести в табл. 8.9 скорректированные для данного станка значения режимов резания и привести их на схеме наладки и в табличном виде.
Таблица 8.9
Режимы резания
Номер пере-хода | Наименование вида работ | Инструмент (диаметр, материал режущей части) | Режимы резания | |||
Глубина резания t, мм | Подача S, мм/об | Число оборотов nст, об/мин | Скорость резания Vcт, м/мин | |||
1 2 |
4. Полученные режимы резания обеспечить настройкой станка. Произвести наладку станка с помощью учебного мастера.
Контрольные вопросы
1. Назовите основные элементы режима резания при сверлении. Изобразите направления главного движения и движения подачи на схеме сверления отверстия.
2. Какие типы режущих инструментов применяются при обработке отверстий?
3. Приспособления, применяемые для закрепления сверл и обрабатываемых деталей.
4. Объясните принципы устройства и работы вертикально-сверлиль-ного станка.
5. Для каких целей на вертикально-сверлильном станке выполняются операции цекование и зенкование?
Лабораторная работа № 9
ОБРАБОТКА ЗАГОТОВОК
НА ВЕРТИКАЛЬНО-ФРЕЗЕРНОМ СТАНКЕ
Цели работы:
1. Изучить виды работ, выполняемых на вертикально-фрезерном станке;
2. Рассчитать режимы резания на назначенную преподавателем операцию;
3. Изучить устройство основных узлов вертикально-фрезерного станка и его технико-эксплуатационные характеристики.
Оборудование, инструменты
Вертикально-фрезерный станок марки 6В11Р, приспособления – тиски, прижимы; режущий инструмент – фрезы; измерительный инструмент – штангенциркуль ШЦ II, линейка, микрометр, образцы шероховатости.
Краткие теоретические сведения
Фрезерование – процесс обработки плоскостей, фасонных и винтовых поверхностей, нарезания шлицев и зубчатых колес, получения винтовых канавок, пазов и т. д. Фрезерование плоскости происходит при одновременном вращательном движении фрезы и поступательном движении обрабатываемой детали.
Процесс фрезерования осуществляется специальным многолезвийным инструментом – фрезой. У фрезы по окружности или на торце расположены режущие зубья, представляющие собой простейшие резцы (рис. 9.1).
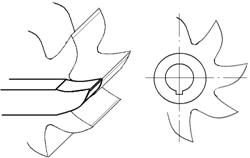
Рис. 9.1. Схема цилиндрической фрезы
а
б
Рис. 9.2. Схема работы цилиндрической фрезы: а - встречное фрезерование; б - попутное
В зависимости от направления вращения фрезы и поступательного перемещения обрабатываемой детали различают следующие виды фрезерования плоских поверхностей:
1) встречное. Заготовка подается навстречу вращению фрезы (рис. 9.2, а);
2) попутное. Направление подачи заготовки совпадает с направлением вращения фрезы (рис. 9.2, б).
Встречное фрезерование – черновая обработка заготовок с коркой (литье) или окалиной (поковка). Попутное фрезерование удобно использовать при чистовых работах.
Фрезы делят по назначению на различные типы:
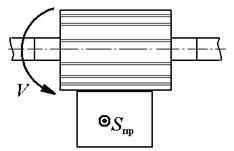
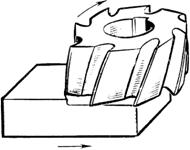
1. Цилиндрические (рис. 9.3) и торцовые (рис. 9.4) используются для обработки плоскостей.
а б
Рис. 9.3. Обработка плоскостей цилиндрической фрезой
а б
Рис. 9.4. Обработка плоскостей торцовой фрезой
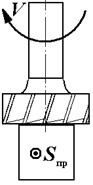
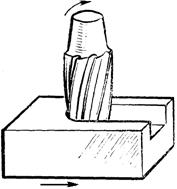
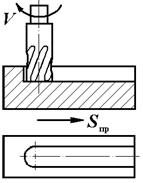
2. Концевыми, фасонными и специальными шпоночными фрезами (рис. 9.5 и 9.6) осуществляют фрезерованием пазов, канавок.
а б
Рис. 9.5. Фрезерование пазов
а б
Рис. 9.6. Фрезерование шпоночных канавок
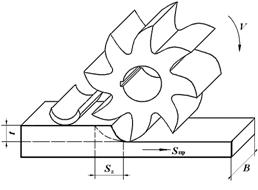
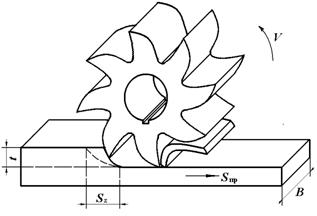
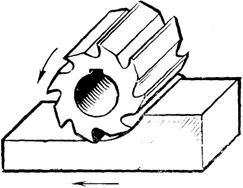
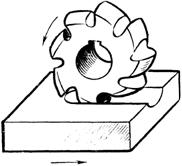
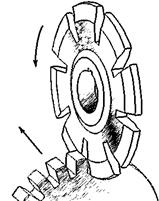
3. По методу копирования зубчатые колеса нарезают дисковой модульной фрезой (рис. 9.7) и концевой фрезой (рис. 9.8).

а б
Рис. 9.7. Обработка зубчатых колес модульными пальцевыми фрезами
а б
Рис. 9.8. Обработка зубчатых колес дисковыми модульными фрезами
Для того чтобы качественно обработать какую-нибудь поверхность, необходимо правильно выбрать режимы резания. Выбор режимов резания выполняется на основании вида обработки, чертежа детали, ее размеров, материала детали и инструмента, паспортных данных станка.
К режимам резания при фрезеровании относят глубину резания t, подачу S, скорость резания V, ширину фрезерования В.
1. Глубина резания t (мм) и ширина фрезерования В (мм) показаны на рис. 9.2. Глубину резания при обработке выбирают по табл. 9.1.
2. Подача – величина перемещения заготовки относительно вращающейся фрезы. При фрезеровании различают подачу на один зуб фрезы – Sz, на один оборот – Sо и за минуту – Sм.
Sz (мм/зуб) – величина перемещения обрабатываемой заготовки за время углового поворота фрезы на один зуб (рис. 9.2) выбирается по табл. 9.2.
So (мм/об) – перемещение заготовки за время одного оборота фрезы (табл. 9.3).
Sм (мм/мин) – величина перемещения обрабатываемой заготовки в минуту.
Подачи при фрезеровании связаны между собой зависимостью
Sм = So n = Sz z n,
где z – число зубьев фрезы; n – частота вращения фрезы, об/мин.
Окончательно минутная подача Sм корректируется по станку, т. е. выбирается ближайшая из имеющихся. После этого определяются реальные
Sz = ![]() и So =
и So = ![]()
Таблица 9.1
Припуск на сторону при обработке плоскостей деталей из черных металлов
(размеры в мм)
Метод обработки плоскости | Наибольший размер обрабатываемой поверхности | |||||||
До 50 | Св. 50 до 120 | Св. 120 до 260 | Св. 260 до 500 | Св. 500 до 800 | Св. 800 до 1250 | Св. 1250 до 2000 | Св. 2000 до 3150 | |
Черновое фрезерование после литья: в песчаную форму в постоянную форму (кокиль) в оболочковую форму по выплавляемой модели Получистовое фрезерование после чернового Чистовое фрезерование после получистового | 0,9-1,0 0,7 0,5 0,3 0,25 0,16 | 1,1-1,2 0,8 0,6 0,4 0,25 0,16 | 1,5-1,6 1,0 0,8 0,5 0,3 0,16 | 2,2-2,3 1,6 1,4 0,8 0,3 0,16 | 3,1-3,2 2,2 2 - 0,35 0,16 | 4,5-4,6 3,1 2,9 - 0,4 0,16 | 7,0-7,1 4,6 - - 0,5 0,2 | 10-11 7,0 - - 0,65 0,2 |
Таблица 9.2
Подачи Sz, мм/зуб, при черновом фрезеровании плоскостей торцовыми фрезами
при мощности станка 5–10 кВт
Быстрорежущая сталь Р18 | Из пластин твердого сплава | |||||
Фрезы | Жесткость системы СПИД | Обрабатываемый материал | Марка твердого сплава | Подача (табл.) | ||
Средняя | Пониженная | Повышенная | ||||
с круп-ным зубом | 0,04-0,06 | 0,04-0,06 | 0,12-0,2 | Сталь, σв < 600 МПа | Т5К10 | 0,15–0,18 |
Т15К6 | 0,12–0,15 | |||||
с мелким зубом | 0,04-0,06 | 0,04-0,06 | 0,08-0,12 | σв ≥ 600 МПа | Т5К10 | 0,12–0,14 |
Т15К6 | 0,09–0,11 | |||||
Чугун, НВ < 180 | ВК6 | 0,19–0,24 | ||||
ВК8 | 0,24–0,29 | |||||
НВ ≥ 180 | ВК6 | 0,14–0,18 | ||||
ВК8 | 0,20–0,24 |
Таблица 9.3 | Подачи при чистовом фрезеровании плоскостей торцевыми фрезами S0, мм/об | С пластинами твердого сплава | Шероховатость обрабатываемой поверхности | Rz1,6 | 0,2 | 0,4 | 0,25–0,2 | 0,45–0,3 |
Rz3,2 | 0,3–0,25 | 0,6–0,45 | 0,35–0,2 | 0,7–0,5 | ||||
Rz6,3 | 0,6–0,45 | 1,3–0,9 | 0,7–0,6 | 1,4–1,1 | ||||
Rz20 | 0,9–0,6 | 1,8–1,2 | 1,2–0,8 | 2,3–1,6 | ||||
Вспомога-тельный угол в плане, град | 5 | 2 | 5 | 2 | ||||
Обрабаты-ваемый материал | σв < 600, МПа | Сталь σв ≥ 600, МПа | ||||||
Из быстрорежущей стали Р18 | Шероховатость обрабатываемой поверхности | Rz6,3 | 0,5–0,23 | 0,5–0,30 | 1,0–0,40 | 0,7–0,3 | ||
Rz20 | 1,2–0,5 | 1,4–0,5 | 2,6–1,0 | 1,8–0,7 | ||||
Rz80 | 2,7–1,2 | 3,1–1,4 | 5,6–2,6 | 3,9–1,8 | ||||
Обрабаты-ваемый материал | Сталь 45 прокат | Сталь 35 | Сталь 45 улучшенная | Стали 10, 20, 20Х |
Таблица 9.4

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 |
