
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Поскольку при построении компьютерной модели процесса деформации связь напряжений и деформации рассмотрена в виде единой зависимости для упругой и пластической областей, то выполнено определение ![]() =f (εi) для этого случая.
=f (εi) для этого случая.
Для зоны упругости материала зависимость σi =f (εi) выражается линейной зависимостью σi =3Gεi. Для пластической области можно записать
| (3) |
Выражение для функции ![]() можно получить в виде:
можно получить в виде:
| (4) |
 .
.При аппроксимации кривой упрочнения мультилинейной зависимостью выражение для ![]() на разных участках аппроксимации будет различным, однако его определение аналогично приведенному выше.
на разных участках аппроксимации будет различным, однако его определение аналогично приведенному выше.
Условие пластичности примем в форме Губера – Мизеса. Это уравнение в осях главных напряжений σ1, σ2, σ3 представляет собой цилиндр, ось симметрии которого равнонаклонена к этим осям, причем его поверхность называют поверхностью нагружения, отделяющей в пространстве напряжений область упругого деформирования от области пластического деформирования. Для продолжения процесса пластической деформации необходимо, чтобы приращение напряжений было направлено наружу к поверхности нагружения. Примем, что при пластической деформации развивается изотропное упрочнение, не зависящее от гидростатического давления, тогда поверхность нагружения равномерно расширяется, оставаясь подобной самой себе.
Система разрешающих уравнений должна содержать:
- дифференциальные уравнения равновесия и граничные условия;
- геометрические уравнения;
- физические уравнения связи между деформациями и напряжениями.
При решении задач методом конечных элементов естественным и наиболее простым является использование уравнений равновесия, записанных в перемещениях:
| (5) |
где  ;
;  ;
;  - оператор Лапласа;
- оператор Лапласа; ![]() - коэффициент Пуассона.
- коэффициент Пуассона.
Условия на поверхности очага деформации имеют вид:
| (6) |
где![]() ;
;![]() ;
;![]() - условия на контуре, соответствующие упругой задаче и записанные в перемещениях.
- условия на контуре, соответствующие упругой задаче и записанные в перемещениях.
Величина ![]() находится в виде:
находится в виде:
| (7) |
 ,
,где l, m, n – направляющие косинусы.
Величины ![]() и
и ![]() находятся по аналогичным формулам.
находятся по аналогичным формулам.
Уравнения, устанавливающие связь между деформациями и перемещениями имеют вид Коши. Поскольку численное решение задачи выполнено методом конечных элементов, то задание перемещений инструмента или изделия следует выполнять малыми шагами, при этом уравнения Коши справедливы. Если шаг по перемещениям достаточно велик, то можно пользоваться выражениями для конечных деформаций.
Физические уравнения, устанавливающие связь между деформациями и напряжениями в упруго-пластической области, записаны в виде:
|
| (8) |
где  ;
;![]() ;
; - относительное изменение объема при упругом деформировании.
- относительное изменение объема при упругом деформировании.
При решении задачи необходимо также, чтобы в упругой области выполнялись условия неразрывности Сен-Венана, а в пластической области условия постоянства объема.
При решении упруго-пластических задач выделим из полных составляющих деформации упругие деформации εхе и пластические составляющие εхр:
| (9) |
Упругие деформации найдем из обобщенного закона Гука. Выражения для пластических деформаций можно записать в виде:
| (10) |
 ;
;  ;
;
В приведенных формулах принято, что коэффициент Пуассона равен 0,5, то есть тело при деформации в пластической области несжимаемо.
Для пластических сдвигов получено:
| (11) |
 ;
;  ;
; В этих формулах ![]() .
.
Кривая упрочнения при развитой холодной пластической деформации аппроксимирована степенной зависимостью
σS = σ0.2+gλb, | (12) |
где σ0.2 – условный предел текучести,
g и b – эмпирические коэффициенты, получаемые из опытов.
Поскольку решается упругопластическая задача, то для рассматриваемых материалов необходимо задать модули упругости и параметры кривых упрочнения. Конечно – элементное решение выполнили на основе полученного в работе вариационного уравнения, обобщающего выписанные ранее зависимости:
| (13) |

Из особенностей рассмотренной модели следует, что на части тела, находящейся в упругом состоянии работа внешних сил равна нулю.
Обобщение опытных данных по процессам контактного трения для процессов ОМД показало, что силы трения при этом определяются сопротивлением сдвигам в приконтактном слое деформируемого металла и их рекомендовано находить в виде модели . Степень поврежденности металла для условий отсутствия макроразрушения найдена по модели :
| (14) |
 ,
,где w0 – исходная поврежденность металла до рассматриваемого акта пластической деформации; Dw – поврежденность, устранимая термообработкой; n – число циклов деформации; lр – степень деформации до разрушения при заданном напряженном состоянии; а - коэффициент пластического разрыхления.
Степень деформации сдвига до разрушения λр может быть определена экспериментально для данной марки материала в зависимости от показателя напряженного состояния σ/Т и показателя Лоде.
Показано, что в описанной выше постановке аналитические решения не могут быть получены. В этой связи предложено также использовать конечно – элементный аналог, который учитывает особенности геометрических моделей.
В двух последующих разделах на основе процедур описания геометрических и математической моделей рассмотрены конкретные примеры исследования различных процессов изготовления профильных труб, имеющих важное значение для соответствующих потребителей.
В третьем разделе исследованы процессы производства труб с продольным и винтовым профилированием. Принятая методика позволяет изучать изготовление многогранных и других труб. В частности, проведен параметрический анализ процесса производства труб квадратного (рис. 3) и прямоугольного сечения, в том числе с использованием специальной схемы приложения рабочих нагрузок.
|
|
Рис.3. Модель очага деформации при волочении квадратных толстостенных труб. | Рис. 4. Распределение давлений по поверхности контакта, МПа. |
Трехмерная эпюра распределения давления поясняет процесс формирования профиля трубы. Попадая в канал волоки, цилиндрическая поверхность трубы входит в контакт с плоской гранью, образуя узкую зону небольшого давления, соответствующую моменту появления плоских участков на трубе. По мере дальнейшего продвижения трубы по грани волоки эта зона расширяется, что также отражено эпюрой (рис. 4). Вместе с дальнейшим продвижением трубы начинают формироваться зоны ребер профиля, которые, в силу своего малого радиуса, имеют значительно более высокую жесткость, нежели грани, что приводит к возникновению пиковых значений давления в этих зонах. Когда профиль практически сформировался, происходит некоторая потеря стенкой трубы устойчивости, что приводит к ее прогибу внутрь и снижению давления на середине грани профиля, а в определенных случаях, исчезновению этого давления и даже появлению зазора между волокой и трубой. Наконец, по выходу профиля из профилирующей части волоки давление достаточно резко падает до нулевого значения.
Указанные особенности достаточно ярко выражены как у тонкостенной, так и у толстостенной труб, что говорит о схожем характере формоизменения. В то же время, высокая жесткость профиля толстостенной трубы приводит к снижению эффекта потери устойчивости в середине грани профиля, что отражено центральной частью эпюры. Для тонкостенной трубы малые радиусы закругления в зоне ребер готового профиля приводят к появлению в этой зоне пиков давления, связанных с большей разницей в жесткости между ребром и гранью профиля.
Определение полного усилия на инструмент является основой его прочностного расчета. Это усилие находили в виде произведения площади контактной поверхности на среднее удельное давление.
Найденное распределение удельного давления можно аппроксимировать трехмерной функцией Матье нулевого порядка, ее интегрирование также дает специальные функции эллиптического цилиндра, которые необходимо аппроксимировать, в свою очередь, рядами Фурье. Поэтому с целью упрощения задачи для определения среднего удельного давления использовали массив данных значений давления в узлах конечно – элементной сетки (для расчета взято около 1000 точек), который суммировали и усредняли. Аппроксимируя контактную поверхность кривыми второго порядка нашли величину площади контакта.
| Рис. 5. Распределение интенсивности пластических деформаций по сечению профиля для стали 20 (титан ВТ 1-0). |
Схожий характер формоизменения и близкая форма труб из различных материалов, получаемых в результате процесса, объясняют схожесть распределений интенсивности деформации по поперечному сечению профиля трубы (рис. 5). Максимальная интенсивность деформаций для всех рассмотренных материалов достигается на ребре профиля внутри трубы, что связано с малым радиусом получаемого профиля и значительными деформациями в этой зоне.
|
|
Рис. 6. Распределение показателя напряженного состояния. | Рис. 7. Распределение поврежденности металла. |
При исследовании установлено, что интенсивность деформаций и напряжений, давление металла на инструмент, показатель напряженного состояния и поврежденность металла распределены по сечению трубы и толщине ее стенки неравномерно (рис. 6, 7) и зависят от степени толстостенности трубной заготовки, сил трения на контакте, материала труб и др., а показатель напряженного состояния вдоль очага деформации меняется весьма плавно.
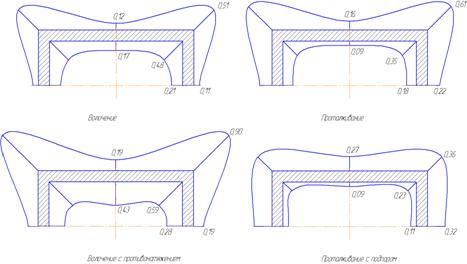
Рис. 8. Распределение поврежденности металла при особых схемах приложения нагрузок.
Определено, что использование при профилировании особой схемы приложения нагрузок (проталкивание, волочение с подпором и др.) может создать условия для снижения степени использования ресурса пластичности (рис. 8), что позволяет, в частности снизить протяженность рабочего цикла профилирования за счет исключения промежуточных этапов термообработки, а также осуществлять профилирование труб из малопластичных материалов и, в необходимых случаях, повысить их точность. На основании определенных выше параметров рекомендованы рациональные условия ведения процесса.
Для аналитического решения задачи кручения тонкостенной трубы ввели функцию напряжений Прандтля ![]() . В случае упрочняющейся среды эту функцию следует находить из уравнения Ампера-Монжа, которое является эллиптическим уравнением с переменными коэффициентами и его решение в квадратурах возможно лишь для простой формы поперечного сечения:
. В случае упрочняющейся среды эту функцию следует находить из уравнения Ампера-Монжа, которое является эллиптическим уравнением с переменными коэффициентами и его решение в квадратурах возможно лишь для простой формы поперечного сечения:
| (15) |
 ,
,где  , Q - угол закручивания на единицу длины.
, Q - угол закручивания на единицу длины.
В этой связи применен приближенный способ решения с использованием функционала, полученного на основе уравнения Кастильяно:
| (16) |
 ,
,где S – площадь боковой поверхности; G – модуль упрочнения.
Рассмотрено кручение трубы, имеющей профиль гипоциклоиды, определяемой уравнением  . Использован метод , при котором функция напряжений задается в виде с варьируемыми параметрами
. Использован метод , при котором функция напряжений задается в виде с варьируемыми параметрами ![]() , а секущий модуль упрочнения изменяется от одного приближения к другому, при этом функционал остается квадратичным.
, а секущий модуль упрочнения изменяется от одного приближения к другому, при этом функционал остается квадратичным.
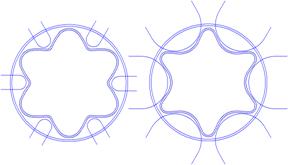
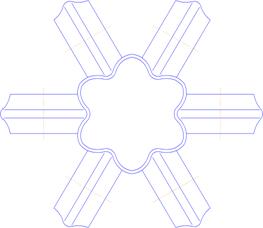
В результате найдены показатели напряженно-деформированного состояния металла и его поврежденность. Во входящих углах профиля трубы, как показывают аналитические решения, напряжения упругой задачи становятся бесконечными, поэтому для пластического кручения труб сложных форм следует применять МКЭ. Изучено кручение ребристых труб, при этом определены необходимые параметры процесса в различных точках профиля, при различных материалах трубы и углах закручивания. Найдено, что с ростом высоты профиля степень использования запаса пластичности возрастает мало, что позволяет использовать этот процесс для изготовления труб из материалов с пониженной пластичностью. На основе обобщенного алгоритма рассмотрено волочение и последующее кручение глубокопродавленного шестилучевого профиля.
| |||
а | б | в | г |
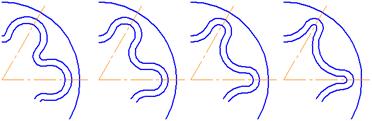
Рис. 9. Виды поперечного сечения исследованных профилей.
Таблица 1.
Влияние вида профиля и местоположения точки на ω.
Вид профиля | Точка профиля трубы | Величина ω |
а | Снаружи трубы на выступе профиля | 0,18 |
Внутри трубы на впадине профиля | 0,89 | |
б | Снаружи трубы на выступе профиля | 0,37 |
Внутри трубы на впадине профиля | 0,73 | |
в | Снаружи трубы на выступе профиля | 0,34 |
Внутри трубы на впадине профиля | 0,27 | |
г | Снаружи трубы на выступе профиля | 0,73 |
Внутри трубы на впадине профиля | 0,36 |
В процессе исследования волочения трубы, имеющей сечение с малым радиусом изгиба по впадинам (рис. 9, а) было установлено, что опасной по степени использования ресурса пластичности является точка на внутренней стороне профиля вблизи его впадины. Указанное связано с высоким уровнем растягивающих напряжений в этой зоне.
Установлено также, что увеличение радиуса изгиба в этой зоне позволяет значительно снизить степень поврежденности металла, при этом не вызвав значительного повышения этой величины вследствие увеличения радиуса изгиба на выступах трубы. Для трубы, имеющей равные радиусы изгиба выступов и впадин по средней линии профиля, снижение значения ω достигает 21%. В результате этого было выдвинуто предположение, что дальнейшее увеличение радиуса изгиба по впадинам только усилит данное явление. Действительно, для профиля с соотношением радиусов изгиба по выступам и впадинам около 1/1,5 удалось достичь снижения поврежденности до 70%. Наилучшим соотношением величин поврежденности в опасных точках, по результатам вычислительного эксперимента, обладает профиль трубы, имеющий соотношение радиусов выступов к впадинам до 1/2,2 что соответствует максимально равномерному распределению ω по профилю сечения. Величина ω в опасных точках профиля на выступе и впадине сечения в зонах растяжения равна 0,34 и 0,27 (таблица 1). Однако при дальнейшем увеличении радиуса изгиба по впадинам было получено некоторое повышение ω в зоне выступов профиля, связанное с уменьшением радиуса изгиба и ростом растягивающих напряжений в этой области. Таким образом, методом целенаправленного перебора вариантов удается найти рациональный профиль готовой трубы. Подобные результаты по распределению поврежденности по сечению трубы получены при деформации труб роликами. Скручивание полученного прямолинейного профиля с целью получения винтовой поверхности повышает величину ω в опасных точках. Значения прироста поврежденности при скручивании различных профилей различаются незначительно и составляют 0,18-0,22 для точки на выступе трубы и 0,1-0,15 для точки на впадине трубы на внутренней поверхности профиля. Конечное значение ω для готовой трубы представляет собой сумму значений за две операции, и для видов профилей труб на рис. 9, а и г превышает единицу, что требует для их получения применение промежуточной термообработки.
В результате, при использовании для изготовления винтовых труб рационального профиля поперечного сечения открываются новые технологические возможности. Например, волочение и скручивание трубы в этом случае может быть осуществлено за один переход, поскольку суммарное значение ω в опасной точке за две операции не превышает 0,5-0,6. Таким образом, можно значительно повысить производительность процесса, а также избежать трудоемких операций химикотермической обработки между проходами профилирования.
В итоге применение рационального профиля трубы способствует использованию в теплообменных аппаратах труб из малопластичных материалов (например, титана, коррозионностойких сталей), применение которых ранее ограничивалось высокой степенью поврежденности. При этом их получение не требует применения процессов термообработки и связанных с ними вспомогательных операций.
В четвертом разделе рассмотрены процессы профилирования труб специального назначения, к которым отнесены профильные перекрыватели нефтяных и газовых скважин, трубы – заготовки для производства гидродвигателей, имеющие гипо - и эпитрохоидный профиль, и чехловые трубы для нужд атомной промышленности.
Применение профильных перекрывателей нефтяных скважин позволяет получить большой технический и экономический эффект. Известны свыше 20-ти различных типов перекрывателей, применение которых обусловлено особенностями условий бурения и зон осложнения, типом скважины и ее диаметром, глубиной и продольным профилем. В настоящей работе приведены результаты поставленной нами впервые и решенной задачи определения рационального профиля поперечного сечения тонкостенной трубы большого диаметра Æ326х6 (t/D=0,0184), имеющей среди всех типов таких труб наибольшую усадку по диаметру (65 мм). Заготовка имеет продольный сварной шов.
По методике, рассмотренной в предыдущем разделе, варьировали шириной торообразного ролика (рис. 10).
|
|
а б в
Рис. 10. Профилирование труб роликами: а - узким, б – широким торообразным, в - широким с криволинейной поверхностью.
|
|
а | б |
Рис. 11. Распределение давления на контакте для узкого (а)
и широкого (б) роликов.
Установлено, что наименьшая величина поврежденности в опасной точке обеспечивается при обработке «широким» роликом (соотношение радиусов выступов и впадин по средней линии 1/2,2). Определены эпюры давления на инструмент для этих двух случаев (рис. 11). Методом направленного перебора вариантов найдено, что обеспечить наиболее равномерное распределение давления металла возможно при использовании ролика с криволинейной катающей поверхностью, аппроксимация которой выполнена с наилучшим приближением логистической функцией вида:
| (17) |
 ,
,Осуществлен поиск угловой ориентации сварного шва при профилировании трубы с целью обеспечения наиболее благоприятных условий его деформации. Предположили, что она может быть определена точкой перегиба профиля трубы в поперечном направлении, которую нашли из трансцендентного уравнения:
| (18) |
 ,
,где  ;
;  .
.
Эпюры распределения показателей напряженного и деформированного состояния показали справедливость этого предположения (рис. 12).
|
|
а | б |
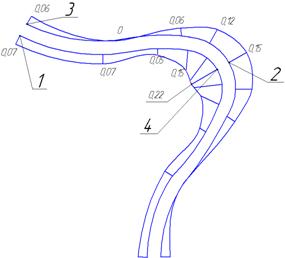

Рис. 12. Интенсивность деформации (а) и показатель напряженного состояния (б) при профилировании широким роликом.
Угловая ориентация трубы в волочильно-профилирующем стане может быть выполнена по шаблону, имеющему 12 точек, являющихся предпочтительными для размещения сварного шва. В итоге определены рациональный профиль трубы и рабочего инструмента.
Распределение первого главного напряжения s1 и показателя напряженного состояния s/T по толщине стенки трубы различно для выступа и впадины профиля (рис. 13). Для зоны выступа с перемещением от внутренней к наружной поверхности трубы обе эти величины растут, при этом точка смены знака для s/T лежит в области середины стенки трубы, а s1 принимает нулевое значение в области 4,5 мм от внутренней поверхности.
|
|
а | б |
Рис. 13. Распределение первого главного напряжения s1 (МПа) и показателя напряженного состояния s/T по толщине стенки для выступа (а) и впадины профиля (б) (широкий ролик).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 |
