
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Для зоны впадины профиля картина обратная – от внутренней к наружной поверхности трубы обе эти величины монотонно убывают, причем s/T меняет знак на расстоянии около 2,5 мм от внутренней поверхности трубы, а s1 – около 2 мм. Такое распределение этих показателей указывает на смещение нейтральной оси: для зоны выступа – к наружной поверхности трубы, а для зоны впадины профиля – к внутренней поверхности. Этот анализ подтвердил сделанный ранее вывод.
Для определения полного давления металла на ролик контактную поверхность очага деформации описали удлиненным эллипсоидом вращения, проекция которого на контактную плоскость имеет вид эллипса с большой полуосью M и малой m. В том случае, когда давление на ролик примерно равномерное, то усилие определено в виде:
| (19) |
 ,
,где ![]() ;
;  .
.
Усилие, необходимое для протягивания трубы через неприводную шестироликовую волоку:
| (20) |
где а – плечо равнодействующей усилия профилирования; d и ![]() - диаметр цапфы роликовой опоры и коэффициент трения в подшипниках; RЗ – наружный радиус трубной заготовки.
- диаметр цапфы роликовой опоры и коэффициент трения в подшипниках; RЗ – наружный радиус трубной заготовки.
Предельное значение обжатия по радиусу ![]() находим из уравнения:
находим из уравнения:
| (21) |
где ![]() - предел текучести материала с учетом упрочнения;
- предел текучести материала с учетом упрочнения;
t – толщина стенки трубы.
После профилирования труб в скважине их раздают различными способами, причем промежуточная термообработка не проводится вследствие особенностей технологии. На первом этапе проанализированы изменения поврежденности металла при раздаче профильной трубы коническим пуансоном (рис. 14), и сравнивали два случая предварительной деформации различными типами роликов (табл. 2).
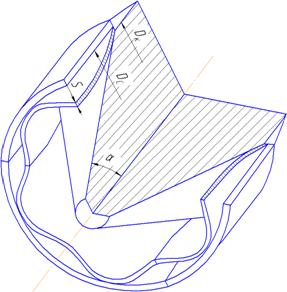
Рис. 14. Схема очага деформации при раздаче коническим пуансоном.
Таблица 2.
Поврежденность металла в зависимости от вида обработки.
Вид процесса | Вид деформации | Суммарное значение ω за две операции без промежуточного отжига |
| |||||||||
Профилирование | Раздача конусом |
| ||||||||||
Номера точек* | Номера точек* | |||||||||||
Номера точек | ||||||||||||
1 | 2 | 3 | 4 | 1 | 2 | 3 | 4 | 1 | 2 | 3 | 4 |
|
Профилирование узким торообразным роликом | 0,576 | 0,029 | 0,628 | 0,044 | 0,086 | 0,011 | 0,909 | 0,251 | 0,662 | 0,040 | 1,537 | 0,295 |
Профилирование широким торообразным роликом | 0,331 | 0,135 | 0,272 | 0,077 | 0,168 | 0,011 | 0,299 | 0,251 | 0,499 | 0,146 | 0,571 | 0,328 |
(*) – см. рис. 12
Профилирование широким роликом при раздаче конусом обеспечивает в опасных точках почти трехкратное снижение поврежденности. Далее исследовали при исходном профилировании широким роликом различные случаи возможных граничных условий при раздаче.
Значительных преимуществ различного рода можно добиться при использовании специальных способов приложения дополнительных нагрузок к профилю при раздаче. Так, для снижения усилия проталкивания конуса через профиль может быть использован способ, включающий дополнительную подачу внутрь профиля трубы жидкости высокого давления. При этом усилие проталкивания конуса значительно снижается, улучшаются условия трения на рабочей поверхности конуса. Последнее связано с тем, что профиль раздается до некого промежуточного положения при помощи одного только давления жидкости, а окончательная раздача и калибровка профиля производится конусом. В то же время значительного повышения ω при раздаче конусом не происходит. Так, в рассматриваемом случае ω (суммарная за две операции) возросла с 0,571 до 0,617. Следует отметить, что при раздаче с трубы с подачей жидкости высокого давления следует рассматривать характерные случаи, при которых раздаваемая труба ограничена снаружи цилиндрической стенкой наружной трубы, либо не имеет такого ограничения. Операция раздача трубы в первом случае сталкивается с ростом деформации в характерных опасных точках профиля, что может объясняться недостаточной величиной зазора между конусом и стенкой наружной ограничивающей трубы и развитием пластических деформаций по толщине стенки трубы. Указанное явление приводит к росту поврежденности металла. Так, для рассматриваемых случаев раздача с ограничением и без него приводят к возникновению максимальных величин ω по профилю соответственно 0,515 и 0,404.
Кроме воздействия на внутреннюю и внешнюю стенки трубного профиля, возможно также приложение нагрузок к торцевым сечениям профиля. Так, путем закрепления одного из торцов трубы и приложения давления 140 МПа к другому удалось добиться снижения максимального значения ω по профилю за две операции на 2%, причем было получено более равномерное распределение ω по профилю. С ростом давления наблюдается дальнейшее снижение величины максимального по профилю ω, и, соответственно суммарного значения ω за две операции. Для величины давления 170 МПа снижение суммарного максимального по профилю значения ω достигает уже 50%. Следует отметить, однако, что дальнейшее повышение давления подпора связано с искажением формы профиля.
Растяжение профилируемого участка позволяет добиться получения формы профиля, имеющей большую точность после раздачи, однако расчеты показывают, что максимальная по профилю величина поврежденности при раздаче достигает 0,76, что в сумме по двум операциям приводит к появлению микротрещин, и невозможности дальнейшей эксплуатации трубных изделий.
Для раздачи цилиндрических концов труб следует использовать раскатку труб роликами при вдавливании устройства. Очаг деформации содержит обрабатываемую трубу и деформирующие цилиндрические или конические ролики, установленные на опорном конусе и имеющие калибрующий участок. При вращении опорного конуса и подаче его в осевом направлении ролики обкатываются вокруг оси устройства, производя раздачу трубы. Напряженное состояние при раскатке вдавливанием характеризуется двумя сжимающими напряжениями, действующими вдоль оси трубы σп, и по нормали к поверхности ролика - σу и одним окружным растягивающим напряжением![]() . Среднее значение показателя напряженного состояния и параметр Лоде найдены в виде:
. Среднее значение показателя напряженного состояния и параметр Лоде найдены в виде:
| (22) |
 ,
,где  .
.
В этих формулах ![]() - среднее за один акт сопротивление пластической деформации,
- среднее за один акт сопротивление пластической деформации,![]() - коэффициент трения; α – угол наклона роликов к оси трубы;
- коэффициент трения; α – угол наклона роликов к оси трубы; ![]() и
и ![]() - конечный и начальный диаметры трубы по средней линии.
- конечный и начальный диаметры трубы по средней линии.
Для определения деформированного состояния используем принцип возможных его изменений. При осевой подаче раскатного устройства происходит увеличение диаметра трубы и уменьшение ее длины. Определив величины радиального и осевого перемещения, нашли работу внешних сил и внутренних сопротивлений, и рассчитали единичную степень деформации.
Можно принять, что за один оборот раскатника  ,
,  , тогда
, тогда ![]() и
и ![]() будут постоянными величинами, и для расчета поврежденности использовать формулу:
будут постоянными величинами, и для расчета поврежденности использовать формулу:
| (23) |
 ,
,где ![]() ,
,![]() ..
..![]() -степень деформации за один к-ый оборот раскатника;
-степень деформации за один к-ый оборот раскатника;
![]() ,
,![]() ..
..![]() - степень деформации до разрушения;
- степень деформации до разрушения;
ак- показатель пластического разрыхления на к-ом обороте раскатки.
Крутящий момент, необходимый для вращения устройства при раскатке, нашли в виде:
| (24) |
 ,
,где z – число роликов; R – средний радиус опорной конической поверхности; t – средняя толщина стенки трубы; ![]() и
и ![]() - степень деформации сдвига и степень деформации за один оборот; а,
- степень деформации сдвига и степень деформации за один оборот; а, ![]() и
и ![]() - величины, характеризующие геометрию очага деформации.
- величины, характеризующие геометрию очага деформации.
На этой основе составлен алгоритм и программа расчета процесса раскатки и произведены численные расчеты, которые показывают, что значение ω, найденное по формуле (23) существенно меньше, чем при раздаче трубы по тому же маршруту конусом за один переход. Следует отметить, что с уменьшением подачи на оборот значение ω снижается. Снижение этой величины наблюдается также с ростом числа оборотов раскатника при заданном изменении диаметра. Аналогичные формулы и результаты получены для процесса раскатки труб при раздаче растяжением.
Получение труб-заготовок для производства забойных гидродвигателей с гипо - и эпитрохоидным профилем может быть выполнено на основе оправочного волочения с последующим закручиванием. Определены условия получения труб повышенной точности. Чехловые трубы для атомной промышленности предложено получать на основе оправочного волочения, при этом определено давление на инструмент (рис. 15), что позволяет рекомендовать марку его материала, вид смазки, и определить усилие волочения с целью выбора параметров стана.
|
|
а | б |
Рис. 15. Давление металла на волоку (а) и оправку (б), МПа.
Изучены процессы многопереходного профилирования труб без промежуточных отжигов. Для интенсивно упрочняющегося материала, а также при наличии значительных градиентов деформаций многопереходная деформация без промежуточных отжигов приводит к возникновению неоднородности механических свойств материала, которые изменяются как в поперечном сечении изделия, так и в целом от одного перехода к другому. Тогда у материала с упрочнением при наличии неоднородности деформации возникает неоднородность механических свойств, которая значительно влияет на напряженно – деформированное состояние, а также поврежденность металла и определяет, в конечном счете, служебные свойства изделия, полученного многопереходным деформированием без отжигов. Рассмотрен случай упруго однородного, но пластически неоднородного тела. Известно, что единственным отличием системы уравнений теории пластичности от случая однородности механических свойств является зависимость предела текучести от координат. Это определяет известные трудности решения системы уравнений теории пластичности.
Получим вариационное уравнение деформирования нелинейно упрочняющегося тела. Пусть оно имеет предварительную неоднородную деформацию ГП. Записав выражение для потенциальной энергии пластической деформации, принимая, что закон упрочнения одинаков для всех точек тела, используя модель среды в виде известного степенного закона, и учитывая условие текучести Мизеса получаем:
| (25) |

 ,
,где V1 и V2 – части всего объема тела V (V=V1+V2), находящиеся в пластическом и упругом состоянии.
Поврежденность металла ω для трехэтапного профилирования без промежуточных термообработок следует определять в виде:
| (26) |
где ![]() ,
, ![]() ,
,![]() - накопленные степени деформации в переходах 1, 2 и 3;
- накопленные степени деформации в переходах 1, 2 и 3;
![]() - степень деформации до разрушения.
- степень деформации до разрушения.
Разработанный алгоритм расчета (рис. 16) параметров многопереходного волочения, включает итерации по изменению профиля заготовки, инструмента и приложения нагрузок. В качестве примеров рассмотрено профилирование многолучевых и овальных труб волочением, а также волочение прямоугольной трубы с большим отношением сторон, причем последний переход выполнен с применением оправки.
Так, при исследовании волочения многолучевой трубы (рис. 17) определено, что поле значений предела текучести и интенсивности напряжений весьма неоднородно (рис. 18). Учтены особенности расчета поврежденности для многопереходных процессов, найдено, что трубы из стали 20 и 12Х18Н10Т могут быть протянуты в три перехода, а для титана ВТ 1-0 требуется промежуточный отжиг.
Рис. 16. Блок - схема алгоритма расчета параметров многопереходного волочения.
Рис. 17. Формоизменение многолучевых труб при многопереходном волочении (а, б, в – переходы профилирования, г – калибровка волок, 1,2,3 – выходные сечения канала).
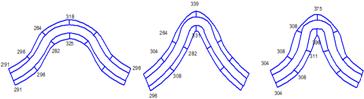
1 | 2 | 3 |
1 | 2 | 3 |
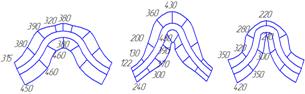
Рис. 18. Распределение полей неоднородности пластических свойств τs , и интенсивности напряжений si по сечению профиля, МПа.
Установлено также влияние степени толстостенности трубы, причем в этом случае даже для пластичного материала выполнить три перехода невозможно. На основе проведенных расчетов даны рекомендации по рациональному ведению многопереходных процессов.
В пятом разделе работы сформулированы цели и задачи экспериментальных исследований, описана аппаратура и методики экспериментов, и приведены результаты экспериментальных исследований процессов профилирования. Эксперименты проведены при широком варьировании материалами труб (10 видов: 3 марки сталей, по 2 – сплавов алюминия, меди и титана, сплав циркалой-2) и способами их обработки. Исследовали волочение с использованием монолитных и роликовой волок, а также процесс кручения для получения винтовых труб. Сопоставление теоретических результатов с экспериментами проводилось по форме и размерам объемного очага деформации и готовых труб, по форме поперечного сечения четырех - и шестилучевых труб при продольном профилировании в роликовой волоке, по энергосиловым параметрам процесса профилирования и показателям деформированного состояния.
Использование лазерного и светоотраженного сканирования позволило создать методику интеллектуализации контроля размеров и формы профильных труб, элементы которой содержат определение массива точек поверхности трубы, его триангуляцию и измерение размеров средствами CAD- пакета. На этой же основе определили формоизменение при кручении.
Для исследования деформированного состояния применили микроструктурный метод, а оценку напряженного состояния в характерных точках выполнили на основе измерения твердости. Сравнение теоретических и экспериментальных результатов показало их удовлетворительную сходимость, что говорит об адекватности выбранных моделей процессов.
В шестом разделе приведены сведения о разработке новых технических решений по реализации процессов профилирования труб, которые выполнены с использованием проведенных теоретических и экспериментальных исследований. В частности, определена рациональная форма профиля волочильного канала рабочего инструмента в продольном направлении на примере восьмигранной трубы и в поперечном направлении на примере плоскоовальной трубы. С учетом определяющих показателей, разработан алгоритм итерационного процесса при поиске рациональной формы поперечного сечения.
На этой основе предложена также процедура поиска конфигурации технологического инструмента, предназначенного для станочной обработки рабочего канала волоки при многопереходных процессах. Описана разработка технического задания на стан для производства винтовых труб кручением, приведены технические решения, позволяющие повысить эффективность процессов профилирования и качество труб. Эти решения касаются разработки нового рабочего инструмента и устройств, защищенных 12 патентами Российской Федерации.
В частности, разработана конструкция роликовой волоки с повышенной жесткостью, позволяющая осуществлять волочение различных типоразмеров труб путем ее настройки, а также получать ряд различных профилей в определенном диапазоне типоразмеров; устройства для профилирования труб, позволяющие получать трубы с винтовым профилем различных типоразмеров, в том числе и с непрофилированными концевыми участками, переменным по длине профилем; устройство для раскатки труб роликами, позволяющее производить раздачу профильных труб специального назначения в зоне их установки в скважине; устройство для закручивания труб, позволяющее получать трубы с винтовым профилем в широком диапазоне размеров; стан с траковыми тяговыми устройствами, позволяющий создавать при профилировании особые режимы приложения рабочих нагрузок к заготовке; стан для получения овальных труб; устройство для накатки профиля при помощи приводных роликов или гибких профильных элементов, позволяющее получать профили различных типоразмеров, в том числе и с большой глубиной вдавливания.
Заключение
Выполненная работа является комплексным исследованием, содержащим новые научные, теоретические и экспериментальные результаты, и направленным на совершенствование существующих и разработку новых процессов, рабочего инструмента и машин для изготовления холоднопрофилированных труб на основе анализа, позволяющего определить формоизменение труб, напряженно – деформированное состояние металла, изучить его деформируемость, определить энергосиловые параметры, установить условия получения труб повышенной точности, найти рациональную конфигурацию профилей готовых изделий и рабочего инструмента.
По работе представлены следующие выводы и результаты:
1. Проведение исследований существующих и разработка новых процессов профилирования определены необходимостью расширения сортамента профильных труб, применения новых материалов для их изготовления, а также потребностью в создании методов проектирования маршрутов профилирования и рабочего инструмента, повышения точности труб. Для рассмотренных типов профильных труб разработана общая методика построения расчетных моделей, а также открытая база данных, позволяющая путем параметризации обобщенной схемы строить геометрические модели конкретных способов профилирования.
2. Создание моделей процессов профилирования труб выполнено на основе объемного геометрического моделирования, а для параметрического анализа процесса использована математическая модель, содержащая полную систему уравнений механики сплошной среды.
3. При исследовании продольного профилирования установлено, что интенсивность деформаций и напряжений, давление металла на инструмент, показатель напряженного состояния и поврежденность распределены по сечению трубы неравномерно и зависят от степени толстостенности трубной заготовки, сил трения на контакте, материала труб. Использование особой схемы приложения нагрузок позволяет создать условия для снижения поврежденности металла, а также осуществлять профилирование труб из малопластичных материалов и повысить их точность.
4. Разработанная методика определения напряженно – деформированного состояния при профилировании волочением в монолитной волоке и кручением позволяет выбрать рациональную форму многолучевой трубы с целью минимизации поврежденности после этих операций, в результате чего возможно применить для изготовления ранее не использовавшиеся материалы.
5. Для труб-заготовок перекрывателей нефтяных и газовых скважин выбор формы поперечного сечения готового профиля выполнен на основе изучения поврежденности металла после двух операций, при этом наименьшую величину этого показателя, а также равномерное распределение удельного давления металла на инструмент можно получить, производя деформацию роликом, имеющим найденную рациональную форму. Определены условия раздачи труб коническим пуансоном при воздействии особых схем приложения нагрузок.
6. Получение винтовых граненых труб с эпи - и гипотроходным профилем повышенной точности возможно при помощи волочения труб на неподвижной оправке и последующего закручивания профиля.
7. Определены условия, при выполнении которых могут быть получены шестигранные чехловые трубы, имеющие заданную точность формы, для которых определено давление металла на волоку и оправку, и найдены энергосиловые параметры процесса волочения.
8. При изучении многопереходных процессов профилирования принята модель пластически неоднородной среды и получено вариационное уравнение, обобщающее определяющие уравнения механики очага деформации. Напряженно-деформированное состояние и поврежденность металла для многопереходного профилирования многолучевых, овальных и прямоугольных труб с большим отношением сторон профиля определено с учетом истории деформирования.
9. Комплексное экспериментальное исследование, осуществленное при широком варьировании материалами, геометрическими параметрами заготовок, формой поперечного сечения готовых труб и способами их обработки, позволило выполнить сопоставление результатов эксперимента с теоретическими исследованиями по форме, напряженно-деформированному состоянию и энергосиловым параметрам, разработана методика интеллектуализации контроля размеров и формы готовых труб. Показана корректность принятых допущений и адекватность теоретических моделей.
10. Осуществлен выбор рационального поперечного и продольного профиля волочильного инструмента, при изготовлении труб с большим отношением сторон профиля учли упругую деформацию труб с целью определении их готовых размеров и корректировки размеров рабочего инструмента.
11. Разработан ряд новых эффективных конструкций устройств и инструмента для получения профильных труб, защищенных 12 патентами РФ.
Основное содержание диссертации опубликовано
в следующих работах:
1. , Огородникова технологических процессов в САЕ -пакете ANSYS 7 / САПР и графика, 2003. № 2. С.58-59.
2. , Паршин способов производства профильных труб /Межвузовский международный сборник научных трудов «Обработка сплошных и слоистых материалов»; Магнитогорск, 2004. Вып. 30. С.87-97.
3. Паршин очага деформации и разработка машины для получения низкопрофильных витых труб. Материалы 1-й Российской конференции по трубному производству «Трубы России – 2004», Сб. науч. трудов, 2004. С.107-115.
4. Паршин напряженно – деформированного состояния при планетарной обкатке труб роликами. Мат. Всерос. науч. – техн. конф., посв. 100-летию со дня рождения акад. . М.: МГТУ им. , 2004. С. 388-393.
5. , Семенова -элементное моделирование процесса пластической деформации при профилировании труб. Вестник УГТУ-УПИ №11 (63). Компьютерный инженерный анализ. Екатеринбург: ГОУ ВПО УГТУ-УПИ, 2005. С.84-85.
6. , Семенова процесса безоправочного волочения профильных труб В сб.: «Пластична деформацiя металiв», Науковi вiстi. Сучаснi проблеми металургiï, Днiпропетровськ, 2005. – С.428-430.
7. , Семенова процесса изготовления профильных труб волочением в монолитной волоке. Современные достижения в теории и технологии пластической обработки металлов: Труды междунар. науч. – техн. конф. СПб.:Изд-во Политехн. Ун-та, 2005. с.103-106.
8. Паршин инструмента для повышения точности тянутых плоскоовальных труб. Вестник УГТУ-УПИ. №18 (70), ч.1, Екатеринбург, 2005. С. 193-196.
9. , Семенова процесса и разработка стана для профилирования труб / В сб.: «Наука и технология». Избранные труды российской школы. Серия ТиМОД.- М. : РАН, 2005. С. 119-121.
10. Паршин эффективности процесса профилирования многогранных труб. Сборник научных трудов международной научно – технической конференции «Прогрессивные технологии и оборудование в машиностроении и металлургии», Липецкий государственный технический университет, 2006. С. 193-196.
11. Паршин и машины для изготовления профильных труб. Изд-во ГОУ ВПО УГТУ-УПИ, Екатеринбург, 20с.
12. Паршин условий приложения технологических нагрузок на деформируемость металла при профилировании труб. Известия вузов. Черная металлургия, №12, 2007, С. 55.
13. Паршин исследования процессов профилирования витых труб. Сборник трудов МГВМИ. Состояние, проблемы и перспективы развития металлургии и обработки металлов давлением, Москва, 2007. С. 190-194.
14. , Семенова рациональной формы волочильного канала для изготовления многогранных труб. Производство проката, №9, 2007, С. 24-27.
15. Паршин прямоугольных труб с наложением подпора или противонатяжения. Производство проката. №12, 2008. С. 13-16.
16. Паршин металла при формовке профильных труб из листа с наложением сжатия в калибре. Известия вузов. Цветная металлургия, №1, 2008, С. 40-42.
17. S. V. Parshin Metal Deformability during Formation of Profiled Pipes from a Sheet under Compression in a *****ssian Journal of Non-Ferrous Metals, 2008, Vol.49, №1, Allerton Press, Inc. С. 35-37
18. Паршин напряженно – деформированного состояния и деформируемости металла при производстве низкопрофильных витых труб. Производство проката, №11, 2008 С. 31-36.
19. Паршин размеров и формы сортового проката на основе лазерного и светоотраженного сканирования. Сталь, № 2, 2008, С. 65-67.
20. Паршин деформированного состояния НПВТ микроструктурным методом. Известия вузов: Черная металлургия, № 2, 2008, С. 67.
21. Паршин уровня пластических деформаций при изготовлении профильных труб. Контроль. Диагностика, № 3, 2008. С. 17-19.
22. Паршин контроля размеров профильных труб. Контроль. Диагностика, № 5, 2008, С. 52-56.
23. Паршин и перспективы развития производства профильных труб. Производство проката № 2, 2008, С. 32-35.
24. Паршин обобщенного очага деформации при профилировании труб. Новые образовательные технологии в вузе (НОТВ-2008): сборник докладов пятой международной научно-методической конференции, ч.2, Екатеринбург, УГТУ-УПИ, 2008. С. 348-351.
25. Паршин СВ. Компьютерное моделирование процесса профилирования труб со сварным швом. Новые образовательные технологии в вузе (НОТВ-2008): сборник докладов пятой международной научно-методической конференции, ч.2, Екатеринбург, УГТУ-УПИ, 2008 С. 351-354.
26. Паршин СВ. Создание модели и разработка устройства для получения винтовых профильных труб. Сборник трудов XII Всероссийской научно - практической конференции "Металлургия: технологии, управление, инновации, качество", СибГИУ, Новокузнецк, 2008. С.
27. Паршин СВ. База данных моделей процесса и обобщенный очаг деформации при профилировании труб. Сборник трудов XII Всероссийской научно - практической конференции "Металлургия: технологии, управление, инновации, качество", СибГИУ, Новокузнецк, 2008. С.
28. Паршин цилиндрических концов труб роликами. Производство проката. №3, 2009. С. 21-23.
29. Паршин волочение ребристых труб. Известия вузов. Цветная металлургия. №2, 2009. С. 50-54.
30. S. V. Parshin. Multipass Drawing of Finned *****ssian Journal of Non-ferrous Metals, 2009, Vol. 50, No. 2, pp. 128-132.
31. Паршин исследование процесса деформации НПВТ. Тяжелое машиностроение. 2009, № 2, С. 35-38.
32. Паршин рационального процесса получения и профиля закрученной звездообразной трубы. Производство проката, 2009, № 7, С. 45-48.
Патенты
1. Пат. 2337773 Российская Федерация, МПК B21C 3/08. Роликовая волока / (РФ). № /02; Заявл. 22.02.2007; Опубл. 10.11.2008. Бюл. № 31.
2. Пат. 2338619 Российская Федерация, МПК B21J 5/00, 13/00. Устройство для ковки труб на оправке / (РФ), № /02; Заявл. 05.03.2007; Опубл. 20.11.2008. Бюл. № 32.
3. Пат. 2339479 Российская Федерация, МПК B21D 15/04, B21H 3/08. Устройство для профилирования труб / (РФ), № /02; Заявл. 29.03.2007; Опубл. 27.11.2008. Бюл. № 33.
4. Пат. 2337781 Российская Федерация, МПК B21D 39/08. Устройство для раздачи труб / (РФ), № /02; Заявл. 19.04.2007; Опубл. 10.11.2008. Бюл. № 31.
5. Пат. 2341344 Российская Федерация, МПК B21C 3/16. Оправка для волочения труб / (РФ), № /02; Заявл. 17.04.2007; Опубл. 20.12.2008. Бюл. № 35.
6. Пат. 2342209 Российская Федерация, МПК B21D 11/14 Устройство для производства профильных труб / (РФ), № /02; Заявл. 09.04.2007; Опубл. 27.12.2008. Бюл. № 36.
7. Пат. 2337772 Российская Федерация, МПК B21С 1/30 Привод волочильного стана / (РФ), № /02; Заявл. 05.03.2007; Опубл. 10.11.2008. Бюл. № 31.
8. Пат. 2337778 Российская Федерация, МПК B21D 7/028, B21С 1/06. Стан для профилирования труб / (РФ), № /02; Заявл. 14.02.2007; Опубл. 10.11.2008. Бюл. № 31.
9. Пат. 2336964 Российская Федерация, МПК B21С 1/24. Стан для волочения труб на подвижной оправке / (РФ), №/02; Заявл. 29.03.2007; Опубл. 27.10.2008. Бюл. № 30.
10. Пат. 2338614 Российская Федерация, МПК B21D 15/04 Устройство для профилирования труб / (РФ), № /02; Заявл. 02.04.2007; Опубл. 20.11.2008. Бюл. №32.
11. Пат. 2337780 Российская Федерация, МПК B21D 15/04 Стан для накатки винтовых профильных труб / (РФ), № /02; Заявл. 04.04.2007; Опубл. 10.11.2008. Бюл. №31.
12. Пат. 2347637 Российская Федерация, МПК B21D 15/00. Оправка для профилирования труб / (РФ), № /02; Заявл. 02.04.2007; Опубл. 27.02.2009. Бюл. № 6.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 |
