
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 621.98.04
Моделирование процесса сверхпластической формовки полых трехслойных конструкций
с целью определения зависимости
давления газа от времени
Институт проблем сверхпластичности металлов РАН,
Россия, 9
Akhunova. *****@***com
Работа посвящена совершенствованию процесса изготовления трехслойных полых конструкций из титанового сплава ВТ6 по технологии сверхпластической формовки (СПФ). На основании результатов численного моделирования определена зависимость давления газа от времени, обеспечивающая деформирование ребер жесткости в условиях сверхпластичности при сокращении общего времени формовки.
Ключевые слова: сверхпластическая формовка, трехслойная полая конструкция, метод конечных элементов, зависимость давления газа от времени.
Введение.
Сверхпластическая формовка (СПФ) широко применяется в авиакосмической промышленности для изготовления полых трехслойных конструкций из листовых материалов. Применение таких конструкций позволяет снижать вес летательного аппарата, что делает актуальным совершенствование технологии их изготовления.
Трехслойная полая конструкция состоит из трех листовых заготовок, где верхняя и нижняя заготовки играют роль обшивок, а средняя – заполнителя. Процесс изготовления конструкции включает в себя сварку давлением внутренних участков поверхности заготовок, которые не были предварительно обработаны противосварочным покрытием, а также сварку заготовок по периметру. Подготовленный таким образом пакет помещается в формообразующую матрицу и подачей инертного газа в полость пакета производится формовка заготовок в условиях сверхпластичности. Обшивки принимают форму полости матрицы, а лист заполнителя, растягиваясь между обшивками, образует ребра жесткости [1-3].
Гарантированное качество таких изделий достигается в основном выбором оптимальных параметров процесса: температуры, давления газа, продолжительности процесса [4-7]. При этом важным условием является обеспечение сверхпластического течения материала в тех частях конструкции, которые подвергаются наибольшей деформации, каковыми являются ребра жесткости. При этом следует учитывать, что скорости СП очень малы (10-4~10-3с-1) и соответствующее время формовки очень велико и может составлять часы. К тому же, если проводить формовку при постоянном давлении, то скорость деформации в ребрах жесткости может изменяться на несколько порядков, что приводит к нарушению условия СП. Поэтому давление газа в ходе процесса необходимо изменять таким образом, чтобы не только скорость деформации в ребрах жесткости соответствовала оптимуму СП [1-3], но и при этом сократилось время формовки.
В данной работе на основании численного моделирования процесса сверхпластической формовки трехслойной полой конструкции определяется зависимость давления газа от времени, обеспечивающая выполнение условия сверхпластического течения в ребрах жесткости при сокращении времени формовки.
Численное моделирование
Моделирование проводили в двумерной постановке с использованием пакета прикладных программ DEFORM-2D. Формовка осуществлялась в изотермических условиях при температуре 900°С. Расчетную область деформируемого тела разбивали на четырехузловые изопараметрические конечные элементы с квадратичной аппроксимацией поля перемещений. Общее количество элементов модели – 12000. Формообразующая матрица имела цилиндрическую поверхность радиусом 137 мм и ширину 80 мм, которую задавали, как абсолютно жесткое тело. Механическое поведение деформируемого тела описывалось экспериментальными кривыми, полученными при одноосном растяжении плоских образцов из титанового сплава ВТ6 при температуре 900°С.
Давление газа при формовке конструкции прикладывали к свободным поверхностям внутренних полостей пакета. Конечно-элементная модель отформованной конструкции представлена на рис. 1. Ввиду симметрии на рисунке приведена половина конструкции. Там же отмечены точки, в которых регистрировались данные расчетов.

Рис. 1. Фрагмент сечения трехслойной полой конструкции после формовки с отмеченными точками, в которых регистрировались данные расчетов.
Зависимость давления газа от времени рассчитывалась по следующей формуле
 ,
,
где ![]() - параметры материала,
- параметры материала, ![]() - исходные толщина ребра в расчетной ячейке конструкции, L – длина расчетной ячейки конструкции,
- исходные толщина ребра в расчетной ячейке конструкции, L – длина расчетной ячейки конструкции,  - время,
- время, ![]() - оптимальная скорость деформации при заданной температуре.
- оптимальная скорость деформации при заданной температуре.
Зависимость давления газа от времени была рассчитана для ребра 2, поскольку в этом ребре достигается большая скорость деформации, чем в ребре 1 [1-3].
Процесс формовки конструкции можно разделить на две стадии: стадия свободной формовки и калибровка. В начале первой стадии верхняя обшивка еще не приходит в контакт с матрицей. По достижении контакта скорость деформации ребра 2, а затем ребра 1 начинает уменьшаться. На этой стадии обшивка и ребра жесткости практически принимают свою итоговую форму. Однако на обшивках остаются еще недоформованные участки, на доформовку которых уходит основное время процесса. Таким образом, вторая стадия, на которой происходит доформовка конструкции, является наиболее продолжительной из всех рассмотренных.
На рис. 2 приведены результаты моделирования СПФ конструкции с использованием зависимостей давления газа от времени ![]() . На графиках представлены данные «время – скорость деформации» в ребре жесткости 1 (рис. 2, а) и в ребре жесткости 2 (рис. 2, б). Значения скоростей деформации регистрировались в трех точках ребер жесткости, которые показаны на рис. 1. Штрих - пунктирной линией на графике отмечена оптимальная скорость деформации для исследуемого материала.
. На графиках представлены данные «время – скорость деформации» в ребре жесткости 1 (рис. 2, а) и в ребре жесткости 2 (рис. 2, б). Значения скоростей деформации регистрировались в трех точках ребер жесткости, которые показаны на рис. 1. Штрих - пунктирной линией на графике отмечена оптимальная скорость деформации для исследуемого материала.
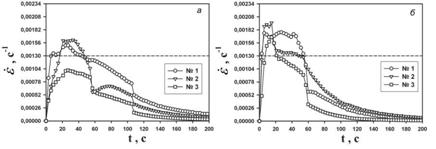
Рис. 2. Скорости деформации как функции времени в трех точках ребра жесткости 1 (а) и 2 (б), рассчитанные с использованием зависимости давления газа от времени ![]() .
.
На рисунках видно, что на формоизменение ребра 1 затрачивается большее время, чем для ребра 2. Отсюда следует, что резкое падение скорости деформации в первом ребре свидетельствует о том, что деформация обоих ребер практически завершена. С этого момента начинается вторая стадия формовки – калибровка. Время первой стадии формовки составляло 108 с и общее время формовки – 460 с.
Ввиду того, что зависимость давления газа должна не только обеспечить деформацию ребер жесткости в условиях сверхпластичности, но и сократить время формовки, зависимость ![]() была модифицирована. На второй стадии формовки давление газа было увеличено в 6 раз по сравнению с давлением, достигнутым в конце второй стадии, и осуществлялась выдержка при этом давлении, чтобы ускорить процесс разглаживания недоформованных участков обшивки. Вторая ступень была введена на 108 с, когда ребра оказались практически отформованными, и дальнейшее формообразование не сопровождалось большими деформациями (рис. 3). Введение второй ступени позволило сократить общее время формовки с 460 до 216 с, т. е. в 2 раза.
была модифицирована. На второй стадии формовки давление газа было увеличено в 6 раз по сравнению с давлением, достигнутым в конце второй стадии, и осуществлялась выдержка при этом давлении, чтобы ускорить процесс разглаживания недоформованных участков обшивки. Вторая ступень была введена на 108 с, когда ребра оказались практически отформованными, и дальнейшее формообразование не сопровождалось большими деформациями (рис. 3). Введение второй ступени позволило сократить общее время формовки с 460 до 216 с, т. е. в 2 раза.
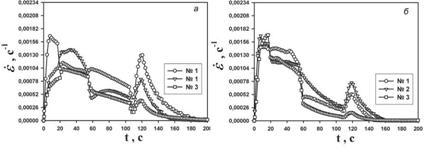
Рис. 3. Скорости деформации как функции времени в трех точках ребра жесткости 1 (а) и 2 (б), рассчитанные с использованием модифицированной зависимости давления газа от времени ![]() .
.
Выводы:
1. Предложен вид зависимости давления газа от времени, обеспечивающий деформирование ребер жесткости в условиях сверхпластичности;
2. Результаты конечно-элементного моделирования сверхпластической формовки трехслойной полой конструкции с гофрированным заполнителем позволили предложить использование двухступенчатой зависимости подачи давления газа. На первой стадии формовки давление задается законом, обеспечивающим деформирование ребер жесткости в условиях сверхпластичности. На второй стадии давление увеличивается в 6 раз по сравнению с давлением, достигнутым в конце второй стадии, и осуществляется выдержка при этом давлении, что приводит к сокращению общего времени формовки в 2 раза.
Литература
1. Ахунова, А. Х. Моделирование процесса сверхпластической формовки полых конструкций с гофрированным заполнителем из титанового сплава ВТ6 / , , // Перспективные материалы. – 2011. – №12. – С. 42-44.
2. Ахунова, А. Х. Моделирование процесса сверхпластической формовки трехслойных полых конструкций для определения ограничений на их геометрические параметры / , , // Деформация и разрушение материалов. – 2011. – №11. – С. 38-41.
3. Safiullin, R. V. Modeling of superplastic forming of hollow structures with goffered filler made of VT6 titanium alloy / R. V. Safiullin, A. A. Kruglov, A. Kh. Akhunova, A. R. Safiullin, S. V. Dmitriev // Materialwissenschaft und Werkstofftechnik. – 2012. – Vol. 43. – №9. – P. 786-788.
4. Ахунова, А. Х. Оптимизация формы матриц для тестовых сверхпластических формовок листовых заготовок / , // Деформация и разрушение материалов. – 2009. - № 11. – С. 40-44.
5. Ахунова, А. Х. Сверхпластическая формовка листовых заготовок в протяженную клиновую матрицу / , , // Деформация и разрушение материалов. – 2010. - №9. – С. 38-41.
6. Ахунова, А. Х. Методика оценки коэффициента трения между матрицей и образцом при сверхпластической формовке листового материала в коническую матрицу / , , // Кузнечно-штамповочное производство. Обработка металлов давлением. – 2009. – №6. – С. 15-19.
7. Akhunova, A. Kh. Constitutive relations for superplastic flow modeling from two-axial loading experiments / A. Kh. Akhunova, S. V. Dmitriev, A. A. Kruglov, R. V. Safiullin // Key Engineering Materials. – 2010. V. 433. – P. 319-323.
Simulation of three-layered hollow structure superplastic forming for Determination of pressure cycle
Akhunova A. Kh.
Institute for Metals Superplasticity Problems,
450001 Ufa, Khalturin St. 39
Akhunova. *****@***com
The work is devoted to the development of the production of three-layered hollows structures made of VT6 titanium alloy by means of superplastic forming (SPF). Based on the numerical results the pressure cycle was determined to satisfy the superplastic flow condition in the stiffening ribs and to minimize the forming time.
Keywords: superplastic forming, three-layered hollow structure, finite element method, pressure cycle.
