

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
10. Рассмотрение технологии процессов обработки
В этом разделе изложим особенности технологии прямого связывания при производстве структур КНИ и структур германий на кремнии, изоляторе, арсениде галлия, ![]() на кремнии и изоляторе и др. Обсуждаемый материал является ключевым для применяемой технологии успешного связывания. Он включает вопросы целостности границы раздела и обсуждения образования пор, а также придания формы (профилирования) связанным пластинам. Остановимся вначале на микродефектах в связанных пластинах на примере структур КНИ на основе кремния.
на кремнии и изоляторе и др. Обсуждаемый материал является ключевым для применяемой технологии успешного связывания. Он включает вопросы целостности границы раздела и обсуждения образования пор, а также придания формы (профилирования) связанным пластинам. Остановимся вначале на микродефектах в связанных пластинах на примере структур КНИ на основе кремния.
Целостность границы (поверхности) раздела является одним из ключевых моментов в процессе сращивания. Если граница раздела не качественна, то она содержит поры между двумя связанными пластинами. Имеются четыре основных причины образования пор: недостаточная плоскостность пластин, наличие захваченного воздуха, частиц, а также поверхностных загрязнений. Требования высокой плоскостности для стандартных пластин и отсутствия частиц на границе раздела связано с захватом воздуха пустотами между двумя пластинами, образующимися в процессе прямого контакта. Вероятно, главной причиной образования больших пор на границе до размеров в несколько сантиметров является присутствие частиц и захваченный ими воздух. Захваченный воздух между двумя поверхностями приводит не только к плохому контакту при комнатной температуре, но и к отталкивающим силам между двумя связанными пластинами при высоких температурах. Когда пластины нагреваются, то связь между ними осуществляется в местах прямых контактов и появляются чашеобразные и дискообразные полости, заполненные воздухом. Давление за счет отталкивающих сил в полости может достигать значений, значительно превышающих атмосферное давление, при температуре связывания 11000 С. В работе [21] (рис.8) в качестве примера приведены поры, вызванные загрязняющими частицами на пластине кремния диаметром 100 мм. При этом видны частицы, оставшиеся после шлифования на верхней части пластины. Поры размером в несколько миллиметров в диаметре проявляются в кругообразной форме и почти во всех случаях проявляют себя в центре. Кругообразная форма согласуется с минимумом энергии для заполненной воздухом полости. Там же показаны большие скопления частиц, ответственных за поры. Существуют поля напряжений в окрестности частиц, возникающих в результате связывания пластин кремния. Напряжения решетки в окрестности частицы ясно видны из полос слипания дислокаций, расположенных в ортогональных напряжениях скольжения <110>. Это подтверждают исследования с помощью рентгеновской просвечивающей топографии. Например, частица диаметром 1 мм между 8-дюймовыми пластинами (толщиной 700 мкм) может вызывать поры с диаметром приблизительно равным 1 см.
Изучение пор, зависящих от таких переменных как температура связывания и время, а также от поверхностных условий (окисленная поверхность или неокисленная) показывает, что содержание пор для этих двух случаев различно. Случай наличия пор между двумя окисленными поверхностями рассматривается подробно.
9.1. Поры для случая SiO2// SiO2 связывания пластин
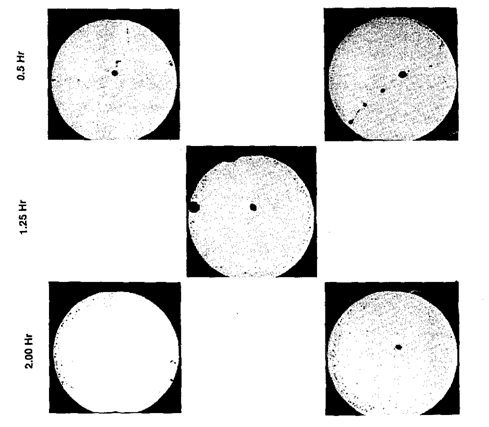
Содержание пор для случая SiO2// SiO2 связывания пластин зависит от трех переменных: температуры связывания, времени связывания и толщины окисла. Для иллюстрации приведем пример, в котором температура связывания заключена между 900 0С и 1200 0С, время связывания между 0,5 и 2 часам, а толщина окисла в области между 0,5 и 1,0 мкм. Пластины связывались с одинаковыми слоями окисла на их поверхностях. Все пластины связывались во влажной окислительной атмосфере. Связывались также пластины с толщинами окисла 1 мкм с неокисленными пластинами. Перед соединением пластины погружались в раствор, что приводило к увеличению содержания гидроксильных групп на связываемых поверхностях. Все пластины были стандартного полупроводникового качества, при этом отсутствовал контроль по плоскостности и микрошероховатости. Пластины связывались в условиях нечистых комнат, что не давало возможности избежать появления пор. Содержание пор анализировалось методом сканирующей акустической томографии (CAT).
|
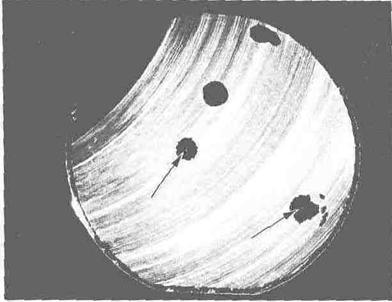
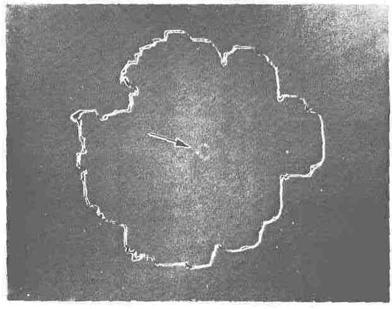
Рис.8 Производство пор частицей на пластине Si 100мм, наблюдаемая после шлифовки на верху пластины.
Результаты измерений приведены в [5] (рис.9) для случая связи двух окислов с одинаковыми толщинами 1 мкм.
|
|
|
|
Рис.9 CAT изображение поверхности сращивания между окисленными пластинами кремния..
Не наблюдалось различий в содержании пор и общее появление пор было найдено при связывании окислов толщиной 0,5 мкм или если связывались неокисленные пластины с окисленными. Из CAT изображений [5], очевидно, что содержание пор в окисленных пластинах кремния не зависит от температуры отжига, а также от времени отжига. За исключением нескольких макропор, вызванных наличием частиц и загрязнений, связанные пластины были свободны от пор. Имеются исключения для пространства шириной от 4 до 8 мм на периферии пластин. Эти круглые или полукруглые пространства содержат высокую плотность малых пор. Концентрация этих пор на периферии пластины подтверждает наличие локализованного источника загрязнений. В ряде исследований, в которых использовались пониженные температуры, были также получены подобные результаты, указывая на то, что SiO2//SiO2 связь стабильна при температурах не ниже 400 0С.
Исследовалось влияние органических загрязнений, испускаемых из контейнеров, используемых для хранения пластин. Из анализа содержания пор после связывания было найдено, что в пластинах, которые связываются без пор при комнатной температуре, производятся поры после связывания и отжига при температурах 200¸800 0С. Такое поведение отнесено за счет разложения органики, преимущественно углеводородов, на поверхности пластины и их последующее испарение при высоких температурах, приводящее к образованию пор. Найденные явления зависят от изготовителя пластин и от условий хранения. При этом рекомендуется использования комнатных температур связывания как способ хранения пластин без их загрязнения. Так как связывание при комнатных температурах обратимо, то пластины в дальнейшем легко разъединяются. Следует указать на тот факт, что длительное хранение пластин также может приводить к образованию пор. В работе [5] показаны CAT изображения двух связанных пластин, которые были окислены до слоя окисла толщиной 1 мкм и хранились в течение месяца в пластиковой коробке. Перед соединением пластины парами подвергались обработке с целью увеличения содержания гидроксильных групп и удаления макрочастиц. Пара пластин также обрабатывалась вначале очищающим раствором с целью удаления органических загрязнений и затем подвергалась той же самой обработке, что и пара неочищенных пластин. Обе пары отжигались 1 час в окислительной атмосфере при температуре 1200 0С. Как видим, пара очищенных пластин свободна от пор при связывании за исключением периферийных пор, в то время как пара неочищенных пластин в левой части этого рисунка имеет несколько больших пор. Это обусловлено наличием органических загрязнений.
9.2.Состояние сращенных пластин
В дополнение к самому сращиванию наиболее важным аспектом в технологии производства КНИ структур является получение монокристаллического слоя кремния заданной толщины методом утончения. Утончение обычно проводится на пластине, называемой рабочей пластиной (она используется для создания активных элементов). Вторая пластина сращенной пары называется опорной пластиной. Обе пластины играют важную роль в состоянии сращенных пластин. В этом разделе рассматривается ключевой фактор процесса утончения.
Утончение обычно начинается с операции шлифовки, при которой толщина активной пластины уменьшается до нескольких микрометров требуемой конечной толщины. После этого пластины химически травятся для удаления повреждений, внесенных операцией шлифовки. В заключение пластины полируются до требуемой окончательной толщины. Отметим, что утончение заканчивается без значительных изменений плоскостности срощенных структур. При чистой механической полировке кремния, такой как полировка алмазом, может сохраняться высокая степень плоскостности и параллельности пластин. Однако она может приводить к повреждению поверхности, недопустимому в кремниевой технологии. Поэтому алмазная полировка была заменена специальной полировкой [5], в которой используют густую смесь коллоидной кремниевой суспензии в растворе гидроокиси натрия, перекиси водорода и воды. Эта полировка дает свободную от повреждений поверхность кремния, необходимую для производства приборов. Понимание проблемы утончения связано с рассмотрением основных параметров, используемых для характеристик плоскостности. Поэтому вначале рассмотрим параметры плоскостности, а затем обсудим сам процесс утончения.
9.3. Плоскостность пластин
Связываемые поверхности двух пластин никогда не бывают совершенно плоскими. Локальные несвязываемые области могут возникать за счет щелей на границе связывания, вызываемых волнистостью связываемых поверхностей. Плоскостность, неоднородность или волнистость являются фундаментальными и макроскопическими свойствами связываемых поверхностей. Пластины с достаточно гладкими (ровными) поверхностями, но имеющими определенную степень волнистости могут все же связываться между собой, так как упругая деформация двух связываемых пластин может аккумулировать этот масштаб поверхностной волнистости (волнообразности). Результирующие напряжения на поверхности связывания составляют величину порядка 1×107 Н/м2, которая намного меньше, чем напряжения, требуемые для зарождения дислокаций и пластической деформации кремния (2,5×109 Н/м2), и не должны воздействовать на структурные свойства пластин кремния связываемых пар.
Связываются ли пластины или нет зависит не только от энергии связи ![]() при комнатной температуре, но также от высоты
при комнатной температуре, но также от высоты ![]() и размера
и размера ![]() щелей на границе связывния. При
щелей на границе связывния. При ![]() условие для закрытия щели дается выражением [20,21]
условие для закрытия щели дается выражением [20,21]
 (80)
(80)
где  (
(![]() , Е – соответственно, соотношение Пуассона и модуль Юнга для кремния). При
, Е – соответственно, соотношение Пуассона и модуль Юнга для кремния). При  условие для закрытия щели не зависит от толщины пластины
условие для закрытия щели не зависит от толщины пластины ![]() и дается формулой
и дается формулой
![]() (81)
(81)
В работах [20,21] показаны участки закрытия щели или ее незакрытия для двух пластин кремния равной толщины ![]() при выбранной величине
при выбранной величине ![]() = 100 мДж/м2 для различных величин
= 100 мДж/м2 для различных величин ![]() . Для реальных структурированных пластин в уравнениях (80) и (81)
. Для реальных структурированных пластин в уравнениях (80) и (81) ![]() нужно заменить на
нужно заменить на ![]() , где
, где ![]() есть отношение между реальным пространством границы раздела в контакте и полным пространством пластины. Практически изменение плоскостности в 1-3 мкм на пластине кремния диаметром 100 мм не препятствует связыванию при комнатной температуре. Прогиб и коробление пластин до 25 мкм также несущественно.
есть отношение между реальным пространством границы раздела в контакте и полным пространством пластины. Практически изменение плоскостности в 1-3 мкм на пластине кремния диаметром 100 мм не препятствует связыванию при комнатной температуре. Прогиб и коробление пластин до 25 мкм также несущественно.
Плоскостность пластин обычно определяется следующими параметрами [5]: полным изменением толщины, отклонением от центральной плоскости, локальной неплоскостностью и прогибом.
Современное оборудование позволяет измерять эти параметры посредством сканирования поверхности с помощью оптических (интерфереционных) и емкостных методов, дающих ее трехмерную топографическую картину.
9.4. Утоньчение и полировка сращенных пластин
В обработке сращенных пластин наиболее важным параметром является параметр плоскостности пластин для производства сращенных пластин, используемых для производства сенсоров и в процессах производства КНИ структур и СБИС. Изучение показало, что плоскостность исходных пластин определяет требования к однородности толщин сращиваемых пластин. Еще раз напомним о различии между пластинами в связываемой паре: одна называется опорной пластиной, другая - рабочей пластиной. Рабочая та, которая будет утоняться. Ее механические свойства, прежде всего плоскостность, сильно зависят от параметров опорной пластины. Подчеркивается, что для достижения однородности толщины рабочей пластины механическим и химическим утончением нужна обязательно хорошая плоскопараллельность опорной пластины и малое значение разнотолщинности. Допустимое изменение толщины кремния для рабочей и опорной пластины должно составлять величину менее 2 мкм. В конце обработки рабочей пластины может быть достигнута высокая степень однородности по толщине только в случае высокой однородности толщины опорной пластины. Утоненная рабочая пластина далее подвергается операциям полировки, подробно описанным в [5].
9.5. Микродефекты сращенных структур
Другим важным фактором технологии прямого сращивания пластин является наличие микродефектов, от которых зависит качество изготовляемых приборов. Сосредоточим внимание на рабочей пластине, которая является основой для активных элементов. Концентрация межузельного кислорода [Oi] и кислородных преципитатов в рабочей пластине играет определяющую роль в определении содержания микродефектов в сращенных пластинах. Известно, что преципитаты кислорода удивительным образом улучшают качество пластин посредством геттерирования быстродиффундирующих примесей металлов. Большое количество исследований [5] было посвящено установлению связи между [Oi], преципитатами кислорода, объемными дефектами и микродефектами поверхности. Исследовался также процесс отжига, обязательный для достижения бездефектной поверхности кремния, а также процессы, вызывающие дефекты поверхности, такие как окисление, приводящее к накоплению дефектов. Например, наличие преципитатов кислорода и лишенных кислорода участков (DZ) будут напрямую зависеть от температуры, используемой для сращивания пластин. Связывание двух пластин кремния каждая из которых имеет определенную концентрацию кислорода и свою термическую предысторию, не нарушает плоскость сращивания. Это показано в [5] для двух SiO2 // SiO2 сращенных окисленных пластин кремния (Рис.10).
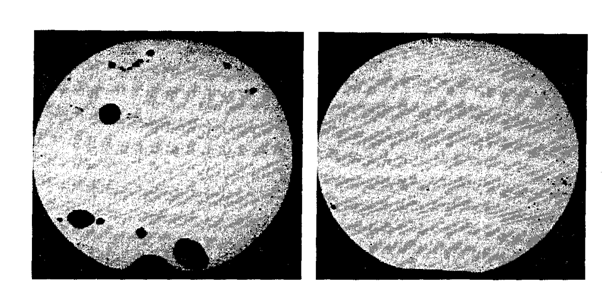
Рис.10 СAT изображения, иллюстрирующие влияние загрязнений пластины на сращивании через слои Si02//SiO2.
Можно увидеть отсутствие линейных дефектов, пересекающих DZ с каждой стороны связывания. В случае, если дефекты связывания присутствуют в виде пустот, вызванных малыми частицами, дефекты будут присутствовать в форме дислокаций, распространяющихся вдоль плоскости скольжения, противоположной направлению сращивания.
10. Радиационные свойства smart-cut структур КНИ
Приборные слои структур КНИ, получаемые в рамках Smart-cut технологии отличаются от приборных слоев других составных структур КНИ наличием в них радиационных дефектов, вызванных имплантацией ионов водорода [24]. Наряду с дефектами, образованными имплантированными частицами, деформациями приборного слоя на выемках и выпуклостях реально неплоской поверхности опорной пластины, радиационные дефекты определяют также общую плотность дислокаций в приборном слое на уровне 102¸3×104 см-2. Тщательная очистка пластин перед сращиванием позволяет понизить плотность таких дефектов до ~102 см-2. Шероховатость внешней поверхности приборного слоя после его отщепления от приборной пластины достигает нескольких десятков (20÷40) нанометров. Поэтому первыми разработчиками технологии Smart-cut предусматривалась лёгкая химико-механическая полировка внешней поверхности приборного слоя, в результате которой они доводили шероховатость до Ra=0,15 нм. Уменьшить упомянутую шероховатость можно также лёгким полирующим травлением, окислением, термообработкой в водороде.
Неоднородность толщины приборного слоя определяется, в основном, нестабильностью и неоднородностью энергии имплантируемых ионов водорода и изменениями угла их падения на поверхность приборной пластины при воздействии пучком. Современные имплантеры позволяют изготавливать структуры с неоднородностью толщины приборного слоя на уровне 2¸5%. Параметры изолирующего диэлектрического слоя: 1) толщина,~0,1¸0,5 мкм; 2) неоднородность толщины, ±10%; 3) электрическая прочность, >5 МВ/см; 4) плотность распределения заряда в диэлектрике (определяется несколькими “дефектами” структуры диэлектрика - двуокиси кремния [20,21]: - Еg‘ и ЕР центры, возникающие при инжекции дырок в диэлектрик; считается, что Еg‘ центр является структурой О3ºSi, к которой присоединён неспаренный электрон; природа ЕР центра не ясна; полагают, что за него ответственна свободная связь атома Si в вакансии кислорода); общая плотность распределения обоих типов дефектов составляет около 5×1012 см-2; эти центры захватывают инжектируемые в диэлектрик дырки и образуют объёмный положительный заряд; дефекты такого рода характерны для термического окисла; - центры Е’, имеющие структуру HO2ºSi*, образовавшиеся в результате захвата атомов водорода кислородными вакансиями; эти центры доминируют в составных структурах КНИ; - центры, аналогичные центрам Е’, МеО2ºSi*, образовавшиеся в результате захвата щелочного металла Ме, попадающего в структуру как загрязнение. Как известно, водород из двуокиси кремния удаляют обработкой структур в сухом кислороде, в вакууме или пропусканием через неё электрического тока, а щелочные металлы - высокотемпературной (1000¸1200°С) термообработкой структур в хлорсодержащей среде (хлоре. хлористом водороде, смеси трихлорэтилена) и кислороде. Загрязняющие металлы в структуре образуют дефекты на границах двуокиси кремния с диэлектриком, создавая в этих местах зарядовые состояния. В частности, такая ситуация наблюдается, если составную структуру КНИ получают, сращивая неокисленную кремниевую пластину с окисленной. В этом случае зарядовые состояния образуются в стыке кремния с двуокисью кремния.
Поскольку толщину приборного слоя можно делать практически сколь угодно малой (например, 50 нм), соответственно можно уменьшать и размеры полупроводниковых ИС и солнечных элементов. Уменьшение объёма элементов этих устройств приводит к соответствующему увеличению радиационной стойкости ИС. Например, удаётся более чем на порядок повысить радиационную стойкость по импульсу ИС на основе составных структур КНИ по сравнению с ИС на основе объемного кремния.
Заключение
Построена схема процесса получения структур кремний на диэлектрике (КНИ) (в том числе и тонких слоев кремния на стекле), многослойных структур ![]()
 и тонких монокристаллических слоев кремния, германия, полупроводников
и тонких монокристаллических слоев кремния, германия, полупроводников ![]() и
и ![]() и структур германий на изоляторе, полупроводниках
и структур германий на изоляторе, полупроводниках ![]() и
и ![]() и др. и определены направления исследований. Установлены ключевые операции процессов: подготовка пластин, сращивания, режимы обработки поверхности и термообработки. Исследованы процессы химико-механической, химической, электрохимической, плазмохимической обработки пластин и структур, а также процессы ионной имплантации и намечены перспективы использования эпитаксиального наращивания. Определены режимы обработок. Проведенные исследования подтвердили перспективность выбранного направления и позволили определить необходимые методы контроля параметров структур.
и др. и определены направления исследований. Установлены ключевые операции процессов: подготовка пластин, сращивания, режимы обработки поверхности и термообработки. Исследованы процессы химико-механической, химической, электрохимической, плазмохимической обработки пластин и структур, а также процессы ионной имплантации и намечены перспективы использования эпитаксиального наращивания. Определены режимы обработок. Проведенные исследования подтвердили перспективность выбранного направления и позволили определить необходимые методы контроля параметров структур.
Список литературы
1. Stengl R, Tan T, Gosele U. A model for the silicon wafer bonding process // Japan J. Appl. Phys. 1989. V. 28. № 10. P .
2. Maszara W. P.,Goetz G., Cavigilia A. Mc. Kitterick J. B. Bonding of silicon wafers for silicon-on-insulator // J. Appl. Phys. 1986. V.64. № 10. P.1
3. , , . Особенности технологии изготовления КНИ структур прямым сращиванием пластин кремния и контроля их качества. Препринт ИТЭФM., 20с.
4. , , . Анализ преимуществ, перспектив применений и технологий производства структур КНИ. Препринт ИТЭФ 27 – 00. М., 20с.
5. Sensor Technology Devices. Ed. Ljubisa Rustic. Boston - London: Artech House, 1994. P. 157-201.
6. , . Модель прямого низкотемпературного соединения пластин кремния с использованием химической сборки поверхности методом молекулярного наслаивания (обзор). Материаловедение. 2001. №1.С.44-52.
7. , Петров сращивания пластин кремния по данным газовыделения. М., 1996. С.103-112. - Деп. в ЦНИИ «Электроника». Р-5502.
8. , Прокопьев процесса прямого соединения пластин кремния.// Материаловедение. 1999. №5. С.43-45.
9. , , Дягилев и залечивание пор и полостей вблизи границы сращивания стандартных пластин кремния// Известия вузов. Электроника. 1998. №5. С.39-44.
10. , . Химическая активность и особенности ваимодействия ОН-групп на поверхности монокристаллического кремния // Журн. прикл. химии. 1998. Т.71. №2. С. 227-231.
11. Алесковский и синтез твердых соединений. Л.: Наука, 19с.
12. Алесковский твердых веществ. М.: Высшая школа, 19с.
13. Малыгин молекулярного наслаивания-основа химической нанотехнологии материалов твердотельной электроники// Петербургский журнал электроники. 1996. №1. С.22.
14. Кольцов конструирование твердых веществ. Л.: Изд-во ЛТИ им. Ленсовета, 19с.
15. Алесковский надмолекулярных соединений. Учеб. пособие. Спб: Изд-во С.- Петербург. ун-та, 19с.
16. Малыгин сборка поверхности твердых тел методом молекулярного наслаивания// Соросовский образовательный журнал. 1998. №7. С.58-63.
17. Tong Q.-Y., Gösele U. A Model of Low-Temperature Wafer Bonding And Its Applications // J. Electrochem. Soc. 1996. Vol.143. №5. P..
18. , . Определение энергии связи прямого соединения пластин кремния методом генерации трещины между поверхностями сращивания (Обзор). Сб. «Оборонный комплекс - научно-техническому прогрессу России». 1999. №3. С.45-49.
19. , Тимошенков прямого соединения пластин кремния с использованием химической сборки поверхности методом молекулярного наслаивания. Материаловедение. 1999. №4. С.49-51.
20. Tong Q.-Y., Gösele U. Wafer Bonding and Layer Splitting for Microsystem // Adv. Mater. 1999. Vol.11. №17. P..
21. Tong Q.-Y., Gösele U. Semiconductor Wafer Bonding: Science, Technology. Wiley, New York. 19p.
22. , , А.Г. Залужный, , . Smart-cut технология получения структур КНИ. В кн.: ВОДОРОДНАЯ ОБРАБОТКА МАТЕРИАЛОВ. ТРУДЫ Третьей Международной Конференции «ВОМ-2001». Украина. Донецк. 14 – 18 мая 2001 г. Ч.1,2. Донецк – 2001. С.262-264.
23. , . К вопросу определения энергии связи прямого соединения пластин кремния методом генерации (вскрытия) трещины между поверхностями сращивания. Материаловедение. 2000. №8. С.25-28.
24. , , . Smart-cut технология получения структур КНИ с использованием методов химической сборки поверхности. НАУЧНАЯ СЕССИЯ МИФИ-2001 года. СБОРНИК НАУЧНЫХ ТРУДОВ. ТОМ 9. М.: МИФИ, 2001. C.22, 23.
25. , . Некоторые вопросы теории сращивания стандартных пластин кремния. Сб. “Оборонный комплекс - научно-техническому прогрессу России”. 1999. №3. С.35-44.
26. , . Прямое соединения пластин кремния с использованием химической сборки поверхности методом молекулярного наслаивания в технологии получения КНИ структур. Тезисы докладов Всероссийской конференции с международным участием СЕНСОР-2000. Сенсоры и микросистемы 21-23 июня 2000. Санкт-Петербург.. Изд-во НИИ химии СПбГУ, 2000. С.208.
27. , , . Технология КНИ структур. Петербургский журнал электроники. 2000. №1.С.8-25.
28. , , . Очистка и активация поверхности в методе прямого соединения пластин кремния с использованием химической сборки поверхности методом молекулярного наслаивания с целью получения КНИ структур. Оборонный комплекс - научно-техническому прогрессу России. 2000. №3. C.75-84.
29. S. P. Timoshenkov, E. P.Prokopiev. Possibility of silicon wafers bonding with chemical assembling of surface by molecular layers arrangement method. Abstracts on NATO Advanced Research Workshop (NATO ARW). Ukraine. Kyiv, October 2 - 5, 2000. C.23,24.
30. , , . Использование химической сборки поверхности методом молекулярного наслаивания в нанотехнологии и инженерии поверхности. Всероссийская научно-техническая конференция “НОВЫЕ МАТЕРИАЛЫ И ТЕХНОЛОГИИ”. 24-25 октября 2000 г. г..Москва. ”МАТИ” - Российский государственный технологический университет им. . Тезисы докладов. М.: МАТИ, 2000. С.248.
31. и др. Пространственное распределение энергии, выделенной в каскаде атомных столкновений в твердых телах. М.: Энергоатомиздат, 19с
32. и др. // Труды IX Межнационального совещания "Радиационная физика твердого тела". Севастополь, (28.06-03.М.: Наука, 1999. Т. l, с.330.
33. П..А. Александров и др. // Вестник Нижегородского университета им. . Сер. Физика твердого тела. Вып.2. По материалам IV Всероссийского семинара "Физические и физико-химические основы ионной имплантации". Н. Новгород (9-11).06.1998. Сборник докладов.. Н. Новгород: Изд-во Нижегородского Университета, 1998. С.17.
34. , Самохвалов и окисление полупроводников. М.: Металлургия, 1975. С.228-233.
35. Самоорганизация в неравновесных системах. М.: Мир, 19с.
36. Синергетика. Мир, 19с.
37. // Письма в ЖТФ. 1992. Т.18. Вып.18. С.80-84.
38. // Журнал прикладной химии. 1993. Т.66. Вып.6. С..

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
