
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Степень реактивности ступеней, количество и диаметры пароразгрузочных отверстий в дисках обеспечивают отвод в количестве 0,5 – 1 % основного потока из корневой зоны в пароразгрузочные отверстия, что заметно улучшает экономичность проточной части. Улучшенная форма меридиональных обводов рабочих лопаток позволила оптимизировать межвенцовые и межступенчатые перекрыши и уменьшить перепады давления на периферийных уплотнениях ступеней.
Существенно улучшен выхлопной патрубок ЦВД.
Особенностью проточной части ЦВД является также применение диафрагменных и концевых уплотнений с гидростатическим прижатием уплотнительных сегментов к посадочным поверхностям корпуса.
В целях повышения виброустойчивости валопровода в трехопорной системе роторов ЦВД и ЦСД опорные подшипники № 1 и 2 выполнены сегментного типа, № 3 – 5 – втулочные. Перемещение опор № 1и 2 по фундаментным рамам осуществляется с помощью шпонок «тяни - толкай», исключающих возможность появления перекосов при тепловых перемещениях корпусов турбин. Плавному перемещению опор по фундаментным рамам способствуют также специальные прокладки, изготовленные из материала с низким коэффициентом трения и установленные на поверхностях скольжения опор № 1 и 2 по фундаментным рамам.
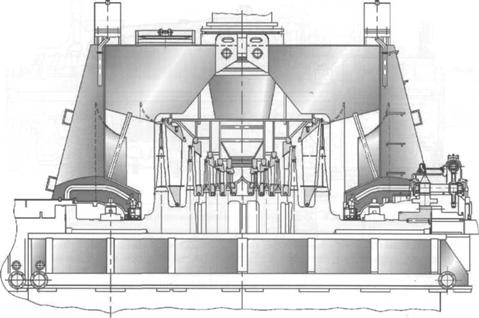
В целях повышения надежности и маневренности турбины корпус нового ЦСД в районе паровпуска выполнен двухстенным (рис.10.3). Во внутреннем корпусе расположены три первые ступени среднего давления. Восемь последующих ступеней расположены в трех обоймах.
.
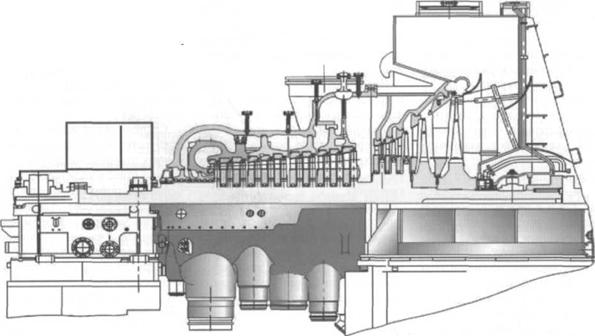
Рис.10.3
Ротор ЦСД – комбинированный. Заодно с валом отковано 11 дисков части среднего давления и 3 диска первых трех ступеней части низкого давления первого потока; диски двух последних ступеней части низкого давления первого потока – насадные. (В турбинах К–300–240 и К–300–240–2 в первом, втором и третьем потоках низкого давления диски всех ступеней насадные). Отличительной особенностью проточной части ЦСД является оптимизация обводов направляющего аппарата первой ступени, обеспечивающая безотрывное обтекание на входе в ступень и снижение градиента реактивности в межвенцовом зазоре. В отличие от турбин К–300–240 и К–300–240–2 во всех ступенях ЦСД используются усовершенствованные профили направляющих лопаток с увеличенным моментом сопротивления с оптимизированной входной и утоненной выходной кромками, что обеспечило высокую экономичность решеток диафрагм в широком диапазоне геометрических и режимных характеристик. Количество направляющих лопаток и их хорды определены из условия обеспечения минимума суммарных профильных и концевых потерь и минимума переменных аэродинамических сил, действующих на лопатки.
Все рабочие лопатки ЦСД выполнены с переменными по высоте профилями, с цельнофрезерованными покрывными полочными бандажами и с кольцевой перевязкой вставками типа «ласточкин хвост». Это позволило оптимизировать осевые межвенцовые зазоры в ступенях и применить многорядные разношаговые осерадиальные надбандажные уплотнения. Кроме того, цельнофрезерованные бандажные полки с кольцевой перевязкой обеспечили динамическую прочность рабочих колес всех ступеней среднего давления (без установки демпферных проволочных связей). Меридиональные обводы активной части рабочих лопаток во всех ступенях – положительные межвенцовые и межступенчатые перекрыши. Степень реактивности, количество и размеры пароразгрузочных отверстий обеспечивают отвод 0,5 – 1 % заторможенного потока из корневой зоны ступеней в пароразгрузочные отверстия, обеспечивая тем самым повышение экономичности турбины.
Все диафрагменные и концевые уплотнительные сегменты выполнены с гидростатическим прижатием уплотнительных колец и посадочным поверхностями.
 |
Конструкция ЦНД, показанная на рис.10.4, предусматривает возможность сохранения существующих выхлопных патрубков (внешний корпус ЦНД) и переходных патрубков конденсатора, имеющих хорошие
аэродинамические и прочностные характеристики.
Ротор ЦНД – новый, сварнокованый. Опыт успешной модернизации ЦНД турбин типа К–220–44, работающих на АЭС Финляндии, Венгрии,
Рис.10.4
Болгарии, России и Украины, позволил реализовать в проточной части низкого давления турбины К–325–23,5 мероприятия, обеспечивающие ее высокую экономичность.
В ЦНД оптимизированы обводы паровпуска и первой ступени, обеспечивающие безотрывность течения на входе в проточную часть, улучшены периферийные обводы 2 – 5 ступеней в целях придания им плавности очертаний, снижающих возможность отрыва потока. Углы раскрытия периферийного обвода изменяются от 14 до 400. Корневой обвод выполнен прямолинейным с небольшим отрицательным углом раскрытия.
В проточной части ЦНД использованы высокоэкономичные профили направляющих и рабочих лопаток. Все рабочие лопатки выполнены с цельнофрезерованными периферийными бандажами полками. Рабочие лопатки 1 – 3 ступеней всех трех потоков имеют кольцевые перевязки вставками типа «ласточкин хвост».
Периферийные полочные бандажи 4 и 5 ступеней препятствуют раскрутке лопаток в поле центробежных сил. Бандажные полки контактируют друг с другом по специальным упорным выступам, на контактных площадках которых возникают реактивные усилия от раскрутки лопаток, обуславливающие эффективное демпфирование колебаний.
Применение цельнофрезерованых покрывных бандажей рабочих лопаток позволило отказаться от установки во всех ступенях ЦНД (кроме двух последних) проволочных демпферных связей. Причем в рабочих колесах 4 и 5 ступеней, вместо ранее применявшихся проволочных связей, осталось по одной. В 1 – 3 ступенях ЦНД выполнен отвод пара из прикорневой зоны.
10.3.2 Паровая турбина мощностью 200 МВт
Эффект модернизации ЦВД (паровой турбины мощностью 200 МВт (рис. 10.5))
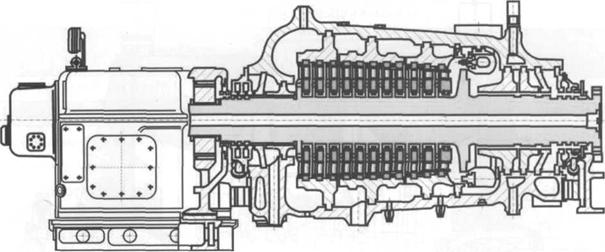 |
Рис.10.5
достигается за счет:
- приведения пропускной способности турбины к фактической паропроизводительности котла путем замены соплового аппарата и рабочих лопаток 1-й ступени;
- использование модернизированных диафрагм с оптимизированными профилями направляющих лопаток;
- использование рабочих лопаток с цельнофрезерованными бандажными полками, имеющих многодроссельные радиальные уплотнения и усовершенствованные профили рабочей части.
Замена элементов проточной части осуществляется как с использованием существующего ротора высокого давления (при возможности продления ресурса), так и с установкой нового цельнокованого ротора.
Указанные мероприятия обеспечивают получение КПД ЦВД 88,1 % при параметрах перед стопорным клапаном: Р0 = 12,75 МПа; t0 = 540 0С.
В цилиндре среднего давления (рис. 10.6,а) при условии продления ресурса ротора предлагается замена насадных дисков четырех последних ступеней, установка модернизированных диафрагм и рабочих лопаток с цельнофрезерованными бандажными полками на всех ступенях с выполнением в полном объеме мероприятий, предусмотренных в ЦВД. При необходимости замены ротора предлагается использование цельнокованого ротора (рис. 10.6,б).
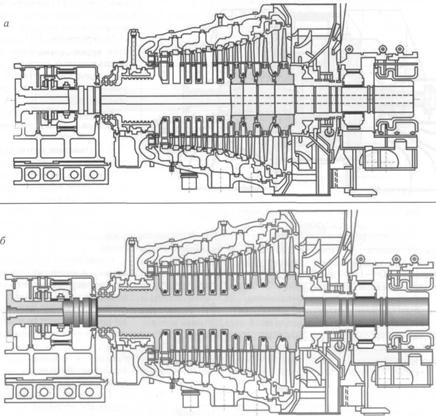
Рис.10.6
Реализация мероприятий по модернизации обеспечивает получение КПД ЦСД 94,3 %.
Существенный выигрыш в экономичности обеспечивается в ЦНД (рис. 10.7) за счет использования современной проточной части с рабочей лопаткой последней ступени длинной активной части 1030 мм, устанавливаемой на сварном роторе.
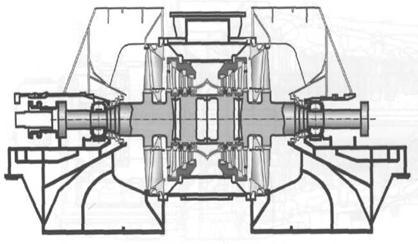
Рис.10.7
Рабочие лопатки всех ступеней имеют цельнофрезерованные бандажные полки.
Минимальный эрозионный износ последней ступени обеспечивается совершенной аэродинамикой, внутриканальной сепарацией влаги в полых лопатках диафрагмы.
Наработка аналогичных ступеней превышает 120 тыс. часов без повреждений.
Модернизированная проточная часть устанавливается в существующую обойму цилиндра. Гарантированный КПД ЦНД 86,8 % при температуре охлаждающей воды 12 0С.
Итоговая эффективность модернизация турбины мощностью 200 МВт при реализации названых мероприятий обеспечивает:
- повышение мощности турбины на 10 – 30 МВт при расчетном расходе пара и проектных условиях в зависимости от варианта модернизации;
- увеличение межремонтного периода от 50 – 60 тыс. часов, сокращение эксплуатационных расходов;
- продление срока службы турбоагрегата на 200 – 220 тыс. часов.
При исчерпании индивидуального ресурса необходимо осуществление полной замены турбоагрегата.
В также разработан проект современной конкурентоспособной турбоустановки типа К–225–12,8, предназначенной для замены турбин ЛМЗ с сохранением строительной части машинного зала, геометрических размеров фундамента, с возможностью использования пригодного для дальнейшей эксплуатации вспомогательного оборудования.
10.4 Технические решения, предлагаемые для реновации турбинного оборудования зарубежными турбостроительными фирмами
10.4.1 Комплексная реконструкция блока мощностью 300 МВт Змиевской ТЭС
В Оттаве (декабрь 1996 года) был подписан Меморандум о взаимоотношении между Большой Семеркой и Украиной, обеспечивающий финансирование начального этапа этой концепции кредитными средствами ЕБРР (Европейский банк развития и реконструкции), Мирового банка, а также участие в реализации этих решений Международных организаций, таких как Консорциум «Замещение ЧАЭС» и другие. Особенно глубоко прорабатывалось направление «Реконструкция тепловых электростанций, работающих на угле» предусматривающее реконструкцию действующих блоков 200 и 300 МВт.
Как показали проведенные исследования, в процессе проведения целенаправленных мероприятий по реконструкции котельных и турбинных агрегатов возможно увеличение производства электроэнергии на необходимые 12 млрд. кВт/час в год для замещения блоков Чернобыльской АЭС путем:
- повышения коэффициента готовности во времени;
- коэффициента полезного действия.
Выбор энергоблока №8 мощностью 300 МВт Змиевской ТЭС для проведения реконструкции обоснован следующими причинами:
- энергоблоки Змиевской ТЭС являются одними из самых старых в Украине и выработали наибольший ресурс;
- на Змиевской ТЭС установлены блоки как 200, так и 300 МВт, работающих на углях АШ. Это облегчит реализацию пилотных проектов на блоках, составляющих основу электроэнергетики Украины;
- северо-восточные области Украины являются самыми дефицитными по электрообеспечению. После вывода из эксплуатации ЧАЭС этот дефицит обострился;
- Змиевская ТЭС расположена в 60-ти километрах от г. Харькова, где расположены крупнейшие заводы энергетического машиностроения, такие как: «Турбоатом», «Электротяжмаш», а так же проектные институты: ХЦБК, ХИЭП и монтажные фирмы: и ЭЮМ;
- реализация пилотного проекта на Змиевской ТЭС с участием консорциума «Замещение ЧАЭС» включена в национальную энергетическую программу Украины;
- Змиевская ТЭС в результате обследования энергетического сектора, выполненного фирмой «Ламайер», также включена в приоритетный список реабилитации по второму уровню затрат (реконструкция котла путем установки срочной топки, замена и модернизация цилиндров турбины, модернизация АСУ ТП, улучшение экологии путем замены электрофильтров на блоке эффективные).
Блок №8 Змиевской ТЭС, мощностью 300 МВт, был введен в эксплуатацию в 1968 году, его наработка достигла часа, блок морально и физически устарел. Коэффициент использования установленной мощности блока составил за этот период около 80%. Подверженные износу высокотемпературные узлы (свыше 450 градусов) частично заменены. В связи с ухудшением качества топлива, в особенности из-за повышения зольности до 35% и более, стабильность горения, и удовлетворительное образование жидкого шлака при сжигании антрацитовых углей повышенной зольности с имеющимися открытыми топочными камерами сгорания может быть достигнуто только при наличии подсветочного топлива (мазут или газ), в количестве от 20 до 30%. Парогенерирующая установка блока состоит из двухкорпусного парогенератора типа ПП 950/250х (ТПП-210), производства Таганрогского котельного завода, П-образной компоновки, работающего на угольной пыли, с жидким удалением шлака. При существовавшей до реконструкции топочной камере преобразование золы в шлак составляет около 15%. До останова парогенератор работал с нагрузкой максимум 90%, из-за проблем с шлакованием поверхностей нагрева, постоянно возникавших в связи с изменившимся составом используемых в настоящее время углей различных марок (АШ, АС, ГР, шлам, АРШ, Г - концентрат, промпродукт АМ, АСШ).
Реконструкция энергоблока №8 Змиевской ТЭС предусматривает реабилитацию следующего основного оборудования блока:
- двухкорпусного прямоточного парогенератора типа ТПП-210
(Пп 950/250) , ТКЗ;
- паровой турбины К;
- генератора типа ТГВ-300;
- электрофильтра типа УГ-2-3-53;
- АСУ ТП блока.
Проектом предусматривается внедрение ряда новых прогрессивных технических решений:
1.Переоборудование топки котла ТПП-210 в двухкамерную топку «арочного типа» с жидким шлакоудалением, изготовленную в виде цельносварных газоплотных панелей, что позволит обеспечить гарантированную стабильность воспламенения топлива без подсветки в диапазоне нагрузок от 70 до100% при содержании летучих в углях 6% и дает возможность сжигания широкой гаммы углей с зольностью 30% и калорийностью 4490 Ккал/кг, с достижением номинальной мощности котла 950 тонн пара в час;
2.Установка высокоэффективных электрофильтров фирмы «ROTEMYLE HLE» (две установки на один котел) с коэффициентом осаждения Зловых частиц 99,67% , что достигается за счет улучшения распределения потока, путем обновления направляющих распределения дымовых газов, увеличения сечения потока и площади осаждающей поверхности, новой системы коронирующих и осадительных электродов, системы высокого напряжения и встряхивания, что, в комплексе, позволяет снизить содержание золы в уносе домг/ нм3;
3.Установка эффективной системы возврата уловленной в электрофильтрах летучей золы (около 80%) на дожиг в топку котла дает уменьшение недожога и повышает КПД топки до 97,5% , а котла в целом до 86,4% (на 3,5% больше, чем до реконструкции), снижает недожог в летучей золе до 15% и уменьшает валовый выброс золы в атмосферу стонн в год до 356,1 тонны в год. Таким образом, доля летучей золы составит около 17%, а доля высоко ликвидного шлакового гранулята 83%. Это способствует существенной разгрузке золового отвала по золе и производству шлака, пригодного для использования в различных отраслях народного хозяйства Украины;
4. Применение ступенчатых вихревых горелок фирмы «Штайнмюллер», мощностью 36,4 МВт (тепловых) каждая, обеспечивающих высокую степень смешивания воздуха с топливом, что, в свою очередь, гарантирует стабильное воспламенение и обеспечивает хорошую степень сжигания топлива, в том числе при сжигании углей с низким содержанием летучих. Вертикальное расположение горелок обеспечивает наиболее полное и оптимальное омывание леток горячими продуктами сгорания и улучшает процесс жидкого шлакоудаления. Регулирование или отключение отдельных пылевых горелок обеспечивает нагрузку котла с 70 до 100% без сжигания подсветочного топлива при работе двух топочных камер. Ступенчатая подача воздуха в топку котла позволяет производить наиболее полное и рациональное сжигание топлива при сниженных избытках воздуха;
5.Установка на турбине нового цилиндра высокого давления фирмы «SIEMENS» современной конструкции с реактивным облопачиванием ротора (рис. 10.8).
Рис. 10.8 Конструкция ЦВД турбины К Змиевской ТЭС
после реконструкции
Корпус цилиндра не имеет плоскости горизонтального разъема и выполняется в виде горшкообразной конструкции с толщиной стенки 130 мм. Диафрагмы направляющих лопаток отсутствуют, необходимость в обогреве фланцев и шпилек отпадает. Скорость изменения нагрузки составляет порядка 8 %/мин. КПД нового ЦВД составляет 89,7% , включая выходные потери, потери на выхлопе пара, потери на впуске стопорных и регулирующих клапанов и на паровых ситах, а также потери от протечек пара на уплотнениях. Срок службы нового ЦВД составляет минимум часов, возможно продление ресурса до часов, если не исчерпано расчетное количество пусков и остановов. Эксплуатационный период между капитальными ремонтами составляет часов. Ресурс основных компонентов составляет минимум 30 лет. Установка нового ЦВД, наряду с заменой ЦСД и роторов ЦНД на модернизированные (поставки «Турбоатом») позволяет достичь активной мощности 325 МВт при расходе свежего пара 950 т/час.
6.Применение новых стопорных и регулирующих клапанов и новой системы регулирования турбины, в исполнении фирмы «SIEMENS», с чувствительностью регулирования менее 10 МГц. Это соответствует мировым стандартам и позволяет производить пуск турбины при помощи регулирующих клапанов из различных тепловых состояний турбины, а также не допустить работу турбины в аварийно-опасных режимах при превышении скоростей прогрева, расхолаживания или резкого изменения нагрузки благодаря встроенному устройству контроля температурных напряжений металла наиболее массивных и ответственных компонентов турбины;
7. Замена статора генератора на модернизированный, обеспечивающий номинальную электрическую мощность 325 МВт. Ресурс статора между капитальными ремонтами составляет около часов;
8. Обновленную автоматическую систему управления технологическими процессами энергоблока (АСУ ТП) на базе системы «TELEPERM ME», которая обеспечивает контроль, защиты, управление и регулирование агрегатов и механизмов блочной установки посредством современных программных цифровых систем автоматического управления процессами и регистрацию событий с центральным обслуживанием на мониторе. Система «TELEPERM ME», состоящая из систем «TELEPERM ME ЕА», «TELEPERM ME ЕНF», «TELEPERM ОM 650», «TELEPERM ES 680», которые работают на базе современной системы «UNIKS» позволяет наиболее полно вести контроль и управление всеми процессами на энергоблоке, осуществлять автоматизированные пуски и остановы основного и вспомогательного оборудования, автоматическое ведение экономичных режимов работы оборудования, автоматический контроль и регистрацию величин выбросов в атмосферу загрязняющих веществ.
Реализация проекта технического перевооружения энергоблока №8 Змиевской ТЭС позволяет:
- увеличить мощность энергоблока до 325 МВт;
- увеличить срок эксплуатации блока на 15-20 лет;
- увеличить КПД турбогенератора на 7,2%;
- увеличить КПД котла на 3,5%;
- увеличить КПД всего блока на 3%;
- исключить использование дефицитного подсветочного топлива (газ, мазут);
- уменьшить выбросы вредных веществ (на первом этапе реконструкции - летучей золы, на втором этапе реконструкции - окислов серы и азота) в окружающую среду за счет использования эффективных технологий сжигания угля и эффективной очистки дымовых газов.
В результате реализации проекта реконструкции котлоагрегата и турбогенератора в сочетании с модернизацией АСУ ТП на базе «TELEPERM МЕ», а также полной замены существующих электрофильтров предполагается достичь следующих показателей:
- продление службы энергоблока на 15-20 лет;
- обеспечение коэффициента готовности во времени на уровне не ниже 80%;
- обеспечение сжигания углей без подсветки в диапазоне нагрузок 70-100%;
- восстановление паровой производительности котла до 950 тонн/час;
- повышение мощности турбогенератора на 10% (до 325 МВт);
- улучшение маневренности блока;
- снижение выбросов вредных веществ в окружающую среду.
Проведенные ДонОРГРЭС в 2005 году тепловые испытания блока в широком диапазоне нагрузок в целом подтвердили гарантийные показатели работы турбины и энергоблока.
В итоге пилотный проект реконструкции энергоблока № 8 позволяет создать базу для научных, опытно-конструкторских и проектных работ по эффективному сжиганию углей АШ ухудшенного качества, решать вопросы разработки унифицированных проектных решений реконструкции аналогичных энергоблоков ТЭС в соответствии с энергетической программы Украины до 2030 года и подтвердить выбранный путь реконструкции и технического перевооружения большинства тепловых электростанций Украины.
В результате реализации данного контракта накоплен положительный опыт сотрудничества украинских предприятий с зарубежными фирмами, приобретены оснастка и оборудование, необходимые для монтажа, которые могут использоваться в дальнейшем, создана соответствующая инфраструктура. Украинские специалисты приобрели опыт и навыки работы с современными европейскими технологиями и оборудованием, повышая свой профессиональный уровень и конкурентоспособность своих предприятий. Зарубежные фирмы, участвуя в подобных проектах, приобретают новых деловых партнеров, что способствует расширению рынка сбыта их продукции, технологий и услуг. Эффективность работы предприятия в новом веке основывается на правильном выборе приоритетов. Использование потенциала производственных мощностей, научных разработок, воплощение и реализация их через инвестиционные проекты - надежный фундамент будущего энергетики.
Важно, чтобы накопленный положительный опыт был использован в качестве альтернативного варианта при реализации следующих проектов реконструкции других энергоблоков украинских ТЭС, так как реконструкция и модернизация отечественной тепловой энергетики, в итоге, не только выгодна и перспективна, но и является единственно возможным путем ее развития в будущем.
10.4.2 Технические предложения по модернизации турбины мощностью 200 МВт SKODA ENERGO, Чехия
В настоящее время в странах бывшего СССР и Восточной Европы находятся в эксплуатации более трехсот турбин мощностью 200 и 210 МВт, изготовленных АО "Ленинградский Металлический завод" или на основе лицензии другими производителями. Как уже отмечалось, ресурс многих турбин значительно выработан или подходит к завершению. Объединение SKODA ENERGO s. r.o., г. Пльзень, Чешская Республика провело модернизацию ЦНД турбины К на ТЭС Прунержов II, где установлено пять энергоблоков, изготовленных на заводе АВВ Zamech-Elblag (Польша) [18].
Характерными признаками исходной конструкции ЦНД турбины К и ее модификаций являются использование двухярусной предпоследней ступени Баумана и составного ротора с насадными дисками. Выходной патрубок состоит из двух самостоятельных камер, с ребрами жесткости и внутренним рассекателем (рис. 10.9).
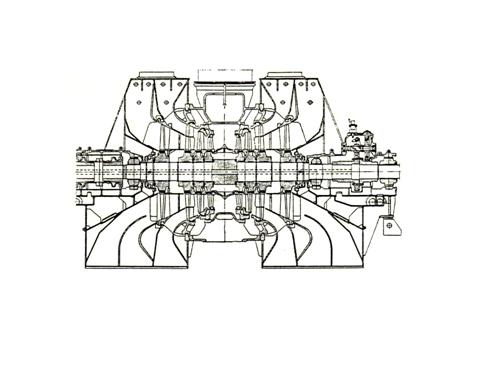
Рис. 10.9 Конструкция ЦНД турбины К до реконструкции
Проведена комплектная замена ЦНД на исходном фундаменте, при этом удалось существенно улучшить термодинамическую эффективность и повысить статическую и динамическую надежность проточной части всего цилиндра. Новый цельнокованый двухпоточный ротор состоит из трех ступеней с постоянным градиентом давления по высоте лопатки в каждом потоке (рис. 10.10).
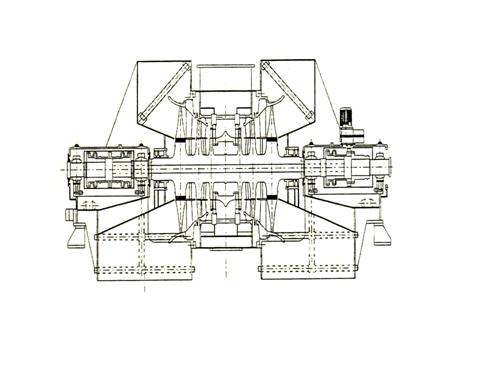
Рис. 10.10 Конструкция ЦНД турбины К после реконструкции
Изменение конструкции наружного корпуса позволило оптимально спрофилировать выходной диффузор и выхлопной патрубок исходного цилиндра. На предпоследней и последней ступенях использованы современные трансзвуковые профили, как для рабочих, так и для сопловых лопаток. Последняя рабочая лопатка выполнена свободной и усилена, что способствует хорошей отстройке и длительной эксплуатации в частотном диапазоне 47…52 Гц. До седьмой гармоники проявляются только две собственных частоты 122 и 210 Гц.
Перед реконструкцией турбины с заменой ЦНД были проведены тепловые испытания, в результате которых был установлен КПД ЦНД равный 76%. Для нового ЦНД была гарантирована величина КПД 87,04% при номинальном режиме работы. Проведенные гарантийные испытания показали КПД, определенный из теплового баланса, - 86,83±5,98% и КПД, определенный из баланса по охлаждающей воде, - 90,78±6,41%. В процессе испытаний с использованием влагомерных устройств определялась средняя степень влажности на выходе из последней ступени ЦНД, что позволило определить относительный внутренний КПД ЦНД ηоi. При мощности турбины 200 МВт ηоi = 89,8%, при мощности 160 МВт - ηоi = 89,3%. Таким образом, подтверждаются достижения гарантируемых показателей несколькими независимыми способами и целесообразность проведенной модернизации.
10.4.3 Технические предложения по модернизации турбин мощностью 200 МВт АО "Ленинградский Металлический завод", Россия
АО «Ленинградский Металлический завод» (ЛМЗ) выпускает с 1958 года турбины мощностью 200 МВт. В процессе производства постоянно совершенствовалась конструкция, на ряде турбин производилась замена высокотемпературных деталей, исчерпавших свой ресурс. В настоящее время необходима модернизация турбин, достигших предела расчетного ресурса, но находящихся в эксплуатации.
С точки зрения ЛМЗ необходимость модернизации вызывается [19]:
- старением турбинного оборудования и ухудшением эксплуатационных характеристик при продолжении их эксплуатации за пределами расчетного ресурса;
- проявлением избытка генерирующих мощностей энергосистем и регулируемого рынка производства электроэнергии, так что ранее введенные энергоблоки ТЭС должны быть конкурентоспособны с новыми высокоэкономичными способами производства электроэнергии (парогазовые установки, турбоустановки суперсверхкритических параметров и т. п.), но требующих больших капиталовложений;
- тенденцией перехода к высококвалифицированному сервису со стороны производителя оборудования вместо организации собственных ремонтных служб и замораживанию оборотных средств в виде резерва запасных частей и т. п.
Стратегия ЛМЗ модернизации турбины К:
- целесообразна модернизация проточной части ЦВД с переводом на реактивное облопачивание с сохранением наружного корпуса и клапанов парораспределения, если наработка турбины еще далека от предельной;
- замена рабочих лопаток ступеней ЦСД на лопатки с цельнофрезерованными бандажами, усовершенствование надбандажных уплотнений, удаление демпферных проволочных связей;
- для дополнительного повышения тепловой экономичности и других эксплуатационных характеристик при исчерпании ресурса высокотемпературных деталей одновременно с модернизацией проточных частей ЦВД и ЦСД необходима замена наружного корпуса ЦВД, передней части корпуса ЦСД и клапанов парораспределения;
- для повышения тепловой экономичности с минимальным объемом реконструкции предлагается замена проточной части ЦНД с исключением двухярусной ступени Баумана и установкой в последней ступени рабочей лопатки с длиной 960 мм;
- внедрение современных решений выполнения проточной части ЦНД, включая тангенциальный навал направляющих лопаток, позволяющих выровнять характеристики потока пара по высоте рабочих лопаток;
- для большего повышения экономичности предлагается замена проточной части ЦНД с установкой цельнокованого ротора и рабочей лопатки последней ступени длиной 1000 мм;
- внедрение усовершенствованной системы влагоудаления;
- для снижения эксплуатационных затрат предлагаются мероприятия по модернизации вспомогательного оборудования и систем турбины, которые могут быть реализованы непосредственно на ТЭС.
Модернизированный ЦВД турбины К представлен на рис. 10.11.

Рис.10.11 Конструкция ЦВД турбины К ЛМЗ после реконструкции
Эффект модернизации для «средней» по величине наработки и степени износа турбины:
- при расчетном расходе свежего пара и других проектных условиях увеличение мощности турбоустановки в зависимости от объема модернизации может составить 8-14 МВт;
- повышение относительного внутреннего КПД ЦВД - на 5-8%;
- повышение относительного внутреннего КПД ЦСД - 1,5-3,5%;
- повышение относительного внутреннего КПД ЦНД – 9-12%;
- межремонтный период увеличивается до 6-7 лет (50 тыс. час.);
- срок службы турбины при соблюдении правил эксплуатации турбоагрегата может быть возвращен к исходному – 220 тыс. час;
- уменьшение затрат на проведение ремонтов, сокращение простоев оборудования, сокращение объема обслуживания и упрощение режимов эксплуатации.
11. Концепция продления ресурса работы действующих энергоблоков АЭС
Атомная энергетика Украины является базовой отраслью с технологическим комплексом, обеспечивающим производство электрической и тепловой энергии. Согласно данных МАГАТЭ, в 30 странах мира действуют 436 ядерных энергоблоков, на которых вырабатывается около 17% всей электроэнергии.
Программа развития энергетики Украины до 2010 года предусматривает поддержание выработки электрической энергии за счет атомных электростанций на достигнутом уровне, который составляет ~ 45%. Большинство энергоблоков АЭС Украины достигло половины и более назначенного проектом срока эксплуатации и, начиная с 2010, для всех действующих сегодня энергоблоков этот срок закончится к 2025 году. В связи с этим возникла необходимость готовить программы снятия с эксплуатации энергоблоков АЭС. Процесс вывода из эксплуатации должен сопровождаться вводом замещающих мощностей.
Альтернативными путями решения проблемы замещения мощностей могут быть следующие: строительство новых энергогенерирующих мощностей, закупка энергии за рубежом, а также продолжение эксплуатации существующих энергоблоков АЭС после истечения назначенного срока эксплуатации. Состояние экономики Украины сегодня не позволяет обеспечить строительство новых энергоблоков в необходимые сроки для замены ныне действующих.
В октябре 2000 года вышло Постановление Кабинета Министров Украины № 000 “Про невiдкладнi заходи щодо пiдвiщення безпеки та надiйностi функцiонування ядерноi энергетики”, в котором констатируется, что работы связанные с продолжением проектного срока эксплуатации действующих энергоблоков являются приоритетными.
В настоящее время ни один другой документ государственного уровня не рассматривает возможность поддержания энергетического потенциала страны за счет увеличения сроков службы действующих энергоблоков АЭС, в том числе и “Национальная энергетическая программа Украины”. Существуют только проекты внесения изменений в существующие документы.
Опыт использования атомной энергии в мире показывает, что существует возможность эксплуатации энергоблоков значительное время после истечения назначенного проектом срока эксплуатации за счет планирования и реализации организационно-технических мероприятий, направленных на сохранение целостности барьеров безопасности и обеспечение их защиты. При этом должны учитываться процессы старения, происходящие в системах, конструкциях, элементах (далее по тексту - СКЭ). Разработка и внедрение (и экономическое обоснование) таких мероприятий позволит достичь максимально возможного срока эксплуатации энергоблоков АЭС. Организация данного процесса является управлением сроком службы энергоблоков АЭС.
Продолжение сроков эксплуатации действующих энергоблоков АЭС Украины создаст основу для поддержания на существующем уровне и последующего роста производства электроэнергии на АЭС, а эксплуатирующая организация получает возможность сформировать полноценный фонд вывода блоков АЭС из эксплуатации.
Подход, принятый в международной практике и рекомендуемый МАГАТЭ заключается в том, что управление процессами старения и обусловленным ими ресурсом СКЭ является экономически и технически целесообразным способом продолжения проектного срока службы АЭС.
Таким образом, в современной ядерно-энергетической отрасли управление сроком службы энергоблоков является отдельным направлением деятельности эксплуатирующей организации, обладающим специфической технологией, методологическим подходом, научно-технической поддержкой, методической базой.
В программе развития атомной отрасли Украины на период до 2030 года и дальнейшую перспективу, должен быть разработан подход по управлению сроком службы энергоблоков АЭС, объединяющий в единый непрерывный процесс продолжение эксплуатации и вывод из эксплуатации.
В настоящее время управление сроком службы энергоблоков выходит на одну из ключевых позиций в практике эксплуатации АЭС Украины. Это обусловлено, прежде всего, возможностью получения экономического эффекта за счет эксплуатации энергоблоков АЭС в период времени, превышающий установленный проектом, при обеспечении требуемого уровня безопасности и надежности.
11.1 Анализ технического состояния оборудования энергоблоков АЭС
Ядерная энергетика становится одним из определяющих факторов в решении энергетических проблем Украины, вырабатывая свыше 50% электроэнергии. Однако на текущий момент основное тепломеханическое оборудование энергоблоков АЭС выработало ресурс до 60%, трубопроводная арматура (выемные части) на 90%, электротехническое оборудование средств контроля и управления на 60%, и после 10 лет эксплуатации энергоблоков АЭС наметилась тенденция к снижению коэффициента использования установленной мощности (КИУМ):
- в плановых ремонтах потери составляют 95,6%.
- в неплановых остановах – 2,3%.
- остановы для проверки ОР СУЗ – 0,6%.
- перепростои в ремонте – 1,5%.
Анализ структуры потерь КИУМ показывает, что основная их доля обусловлена продолжительностью планового ремонта энергоблоков (наряду с диспетчерскими ограничениями, ограничениям надзорного органа и нарушениями в работе АЭС) и прямо связана с техническим состоянием оборудования энергоблока, его остаточным ресурсам. Особое внимание обращается на наличие остаточного ресурса незаменяемых элементов, т. е. таких замена которых невозможна или экономически нецелесообразна:
- корпус реактора;
- внутрикорпусные устройства;
- оборудование бетонной шахты реактора, включая защитные баки с опрными конструкциями;
- главный циркуляционный контур;
- основные здания, сооружения и строительные конструкции;
- хранилища РАО и ОЯТ.
Прочность – одно из главных качеств конструкции, обеспечивающей ее нормальное функционирование и безопасность, путем сохранения целостности, устойчивости и формы. Обеспечение прочности оборудования и трубопроводов энергоблоков АЭС является одной из главных задач не только при проектировании, но и в процессе эксплуатации.
Для оценки частоты исходных событий и анализа путей развития проектных аварий необходимо выполнить вероятностные анализы разрушения оборудования и трубопроводов.
Системы (элементы), важные для безопасности, должны быть способны выполнять свои функции с учетом воздействия внешних факторов, т. е. предписывается необходимость соответствующего закрепления оборудования и выполнение анализов прочности с учетом внешних факторов. Фактически предписывается иметь систему контроля остаточного ресурса или определять его расчетным путем до подачи заявки в надзорные органы на получение лицензии на продление установленного срока
эксплуатации энергоблока АЭС.
Конструкции оборудования и трубопроводов должны обеспечить работоспособность, надежность и безопасность их эксплуатации в течение срока службы, указанного в технических условиях или паспортах на оборудование с приложением расчетов на прочность элементов, работающих под давлением. Эти требования определяют прямую связь между нормативными документами и прочностью элементов, работоспособностью, надежностью и безопасностью.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
