
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
 оАО « ЛЕНИНГРАДСКИЙ СУДОСТРОИТЕЛЬНЫЙ ЗАВОД
оАО « ЛЕНИНГРАДСКИЙ СУДОСТРОИТЕЛЬНЫЙ ЗАВОД
« Пелла »
УТВЕРЖДАЮ
Генеральный директор
« Пелла»
_____________
Судостроительный комплекс
Предпроектные предложения
Зам. генерального директора
по строительству
2011г.
Технические решения, принятые в проекте, соответствуют требованиям экологических, санитарно-гигиенических и других норм действующих на территории Российской Федерации и обеспечивают безопасную для жизни и здоровья людей, эксплуатацию объекта при соблюдении предусмотренных в проекте мероприятий.
Главный инженер проекта
Содержание
1. Введение. 4
2. Годовая расчетная программа и характеристики продукции.. 4
3. Технологические решения. 7
3.1. Режим работы и фонды времени.. 7
3.2. Внешняя кооперация по судовым материалам, изделиями видам работ. 7
3.3. Производственная структура судостроительного комплекса. 8
3.4. Методы, трудоемкость и продолжительность постройки судов. 9
3.5 Технология и организация основных видов судостроительного производства….10
3.6. Численность работающих, производственная площадь цехов. 17
4. Гидротехнические сооружения. 18
5. Строительные решения. 19
6. Энергообеспечение. 22
6.1. Электроснабжение. 22
6.2. Связь и сигнализация. 22
6.3. Водоснабжение и водоотведение. 22
6.4. Кондиционирование и вентиляция. 23
6.5. Пневмо-, газоснабжение. 23
6.6. Газоснабжение. 23
6.7. Теплоснабжение. 24
6.8. Склад ГСМ.. 24
7. Генеральный план и транспорт. 24
8. Укрупненный расчет стоимости строительства и экономические показатели.. 25
Схема генерального плана
1. Введение
Настоящие предпроектные материалы на строительство судостроительного комплекса разработаны для строительной площадки, расположенной на 28км от истока реки Нева.
Предпроектные материалы разработаны с учетом Ведомственных норм технологического проектирования цехов судостроительных предприятий.
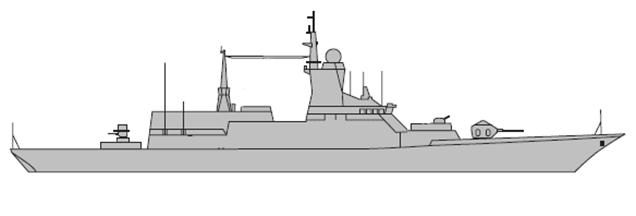
Новый судостроительный комплекс предназначен для строительства высокотехнологичных судов технического флота, транспортных и рыбопромысловых судов, максимальным спусковым весом до 3000 т.
2. Годовая расчетная программа и характеристики продукции
Годовая расчетная программа строительства судов приведена в таблице 1.
Таблица 1
Наименование расчетного судна | Основные размерения: L, B, H, T (длина, ширина, высота борта, осадка), м | Количество судов на годовую программу, шт. | Ориентировочная стоимость единицы, млн. руб ( без НДС) |
80 m Arctic class AHTS | L = 80, В = 18, H = 8, T = 6,5 Спусковой вес ок. 3000 т | 1 | 1600 |
70 m Arctic class PSV | L = 70,0, В = 16, H = 7, T = 6 Спусковой вес ок. 2500 т | 1 | 1100 |
Freezer Trawler | L = 66,9, В = 15,4, H = 9,1, T = 6,1 Спусковой вес ок. 2500 т | 1 | 1300 |
Резервный проект | L = 110, В = 16, T = 8 Спусковой вес ок. 2500 т | 1 | 5000 |
ИТОГО | 4 | 9000 |
Максимальная спусковая осадка судов - около 5м.
Наибольшая спусковая масса т.
Годовой объём обработки металла составляет –т.
Рис.1 80 m Arctic class AHTS
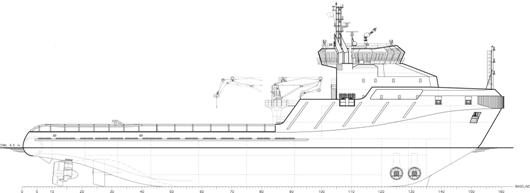
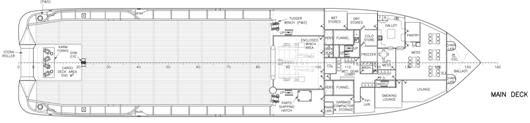
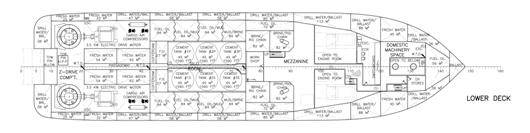
Рис.2 70 m Arctic class AHTS
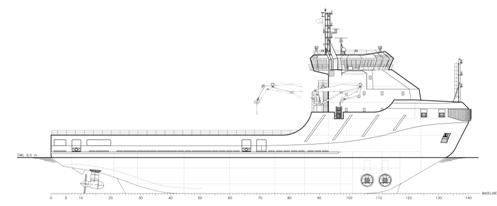

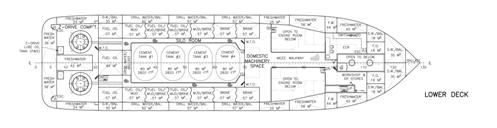
Рис.3 Freezer Trawler
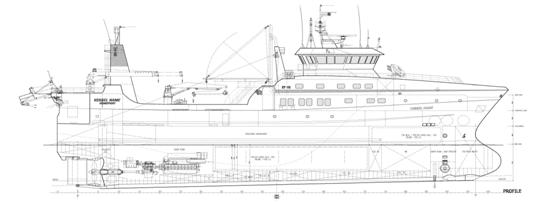

Рис.4 Резервный проект
3. Технологические решения
3.1. Режим работы и фонды времени
Режим работы цехов предприятия – двусменный при 40-часовой рабочей неделе и 8-часовом рабочем дне.
Эффективный годовой фонд времени для оборудования и рабочих принят согласно « Нормам технологического проектирования машиностроения, приборостроения и металлообработки» ОНТП 15-93 и составляет:
- для оборудования – 3900 часов;
- для рабочих 1730 часов.
3.2. Внешняя кооперация по судовым материалам, изделиям и видам работ.
Для выполнения расчетной программы судостроительный комплекс должен получать от специализированных предприятий листовой и профильный прокат, трубы, кабель, лакокрасочные материалы, изоляцию, судовое оборудование, арматуру, различные материалы и комплектующие изделия.
Листовой и профильный прокат поступает выправленым и загрунтованым. Доставка проката осуществляется автомобильным транспортом.
Гальваническое покрытие деталей и изделий осуществляется по кооперации с другими предприятиями.
Изготовление изделий МСЧ по корпусному, достроечному насыщению и системам трубопроводов производится машиностроительным подразделением, расположенным на территории , г. Отрадное, доставка на склад комплектации осуществляется автомобильным транспортом.
Для производственных организаций, выполняющих малярно-изоляционные, электромонтажные и наладочно-сдаточные работы по системам автоматики, электронного оборудования и КИП предусмотрены соответствующие производственные участки.
Буксировочные работы, необходимые для перемещения судов по акватории завода, будут осуществляться арендованными или собственными плавсредствами.
Водолазные работы - выполняются по договоренности со специализированными организациями.
3.3. Производственная структура судостроительного комплекса
В состав судостроительного комплекса входят:
- построечно-спусковые сооружения (трансбордерная плита, продольный слип под косоугольную платформу), достроечные набережные;
- производственные цеха;
- общезаводские склады;
- объекты энергетического хозяйства;
- вспомогательные цеха и службы;
Состав и назначение производственных цехов и участков приведены в таблице 2.
Таблица 2
Наименование | Назначение | Размещение |
Корпусообрабатывающие цеха | Изготовление деталей корпусов из листового и профильного проката. | 2 пролета (по одному пролету в каждом блоке цехов) |
Сборочно-сварочные цеха | Изготовление узлов, секций, объемных секций и др. корпусных конструкций, формирование корпуса судна. | 4 пролета (по 2 пролета в каждом блоке цехов) |
Трансбордерная плита | Окрасочные работы, транспортировка, перемещение судов | 5 мест (по расположению судов) |
Трубообрабатывающий участок | Изготовление труб, монтаж систем судовых трубопроводов. | В составе трубообрабатывающего цеха |
Механомонтажный участок | Монтаж оборудования, механизмов, монтаж, испытания судовых систем. | В составе трубообрабатывающего цеха |
Электромонтажный участок | Монтаж кабельных трасс, подключение и испытания электрооборудования. | В составе достроечного цеха |
Малярно-изоляционный участок | Окраска, изоляция на судах. Отделка и оборудование судовых помещений. | В составе достроечного цеха |
Слесарно-достроечный участок | Установка дельных вещей, монтаж судовых устройств. | В составе достроечного цеха. |
3.4. Методы, трудоемкость и продолжительность постройки судов.
Постройка судов расчетной программы осуществляется в сборочно-сварочных цехах секционно-блочным методом.
Формирование корпуса осуществляется из сборочных единиц с максимальными размерами в плане 10х15м, весом до 30т.
Объемные секции и блоки изготавливаются на участках предварительной сборки в сборочно-сварочных цехах и подаются краном на соответствующие стапельные позиции, расположенные в тех же пролетах, что и участки предсборки.
Таким образом, формирование корпусов происходит в непосредственной близости от корпусообрабатывающих и предсборочных участков, что позволяет свести к минимуму транспортные операции и регулировать распределение трудозатрат в процессе постройки корпуса.
Сборочно-сварочные цеха, включающие в себя стапельные участки, оснащены мостовыми кранами грузоподъемностью: 32т, с высотой подъема гака до 30м.
Перемещения судна со стапельного участка на спусковую позицию осуществляется при помощи стапельных тележек, соединенных в транспортную систему.
Для спуска судов примененяется продольный слип с использованием клинообразной платформы, удерживаемой лебедкой.
Окончание достроечных работ, пуско-наладочные работы и швартовные испытания производятся у достоечной набережной. Готовность судов перед спуском ориентировочно по массе 90%, по трудоемкости - 85%.
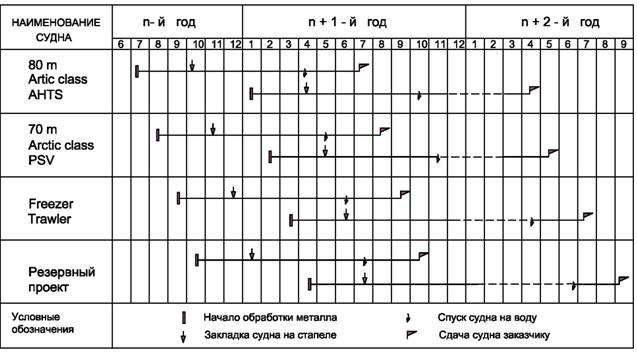
Данные по трудоемкости и продолжительности постройки судов приведены в таблице 3.
Таблица 3.
Расчетное судно | Трудоемкость, чел. час | Продолжительность постройки, мес. | ||
общая | в том числе | |||
на стапеле | у набережной | |||
80 m Arctic class AHTS | 12 | 9 | 3 | |
70 m Arctic class PSV | 12 | 9 | 3 | |
Freezer Trawler | 12 | 9 | 3 | |
Резервный проект | 12 | 9 | 3 |
Исходя из количества судов на расчетную программу, общая трудоемкость работ составит 1600 тыс. чел. час.
На основании планируемой продолжительности постройки судов, и графика постройки количество основных рабочих при выходе производства на проектную мощность составит 920 чел.
Рис.5 График постройки судов
3.5. Технология и организация основных видов работ судостроительного производства
Изготовление деталей корпусов судов.
Корпусообрабатывающие цеха предназначены для изготовления, комплектации деталей корпуса из листового и профильного проката, в состав каждого цеха входит участок складирования листового и профильного проката в объеме месячной нормы обрабатываемого металла.
Габаритные размеры листов до 2.000х10.000мм. Материалы: углеродистая и низколегированная сталь марок А, В, D, Е согласно ГОСТ 5521.
При обработке деталей корпуса выполняются следующие виды работ:
- для листовых деталей: тепловая резка, маркировка, резка фасок под сварку, правка, зачистка, гибка;
- для деталей из профильной стали: правка, разметка, газовая резка, зачистка, гибка.
Листовые детали толщиной от 4 до 50мм вырезаются на машинах плазменной резки. Разделка кромок под сварку может производиться как при резке на машинах (оборудованных 2-мя и более резаками для выполнения скоса кромок), так и на переносном газорезательном оборудовании в полуавтоматическом режиме.
Гибка листовых деталей производится на листогибочных вальцах, листогибочном и кромкогибочном гидравлических прессах.
Гибка деталей из профильного проката производится на горизонтально-гибочном прессе типа «бульдозер».
Прямолинейная резка тонколистового проката выполняется на гильотинных ножницах.
Резка профильного проката осуществляется газовыми резаками.
Корпусообрабатывающие цеха оснащены мостовыми кранами, грузоподъемностью 10 тонн и 5 тонн (в каждом цехе), с высотой подъема гака 9м, в количестве – 2 крана на один пролет.
Транспортировка листовых и профильных деталей из корпусообрабатывающих цехов в сборочно-сварочные выполняется на специализированных телегах, через соединяющие цеха проезды.
Предварительная сборка конструкций корпуса.
Участки предварительной сборки корпуса в составе сборочно-сварочных цехов предназначены для изготовления узлов, секций, объемных секций и других корпусных конструкций.
В основу их организации положен принцип специализации по проектам судов и видам корпусных конструкций, с учетом разделения узловой и секционной сборки.
Сборка и сварка узлов (набора, фундаментов и др.), плоских секций выполняется на универсальных сборочных плитах, предусматривающих возможность раскрепления конструкций во время сварки.
Изготовление криволинейных секций (днищевых, бортовых и т. д.), сборка и сварка объемных секций оконечностей производится на специализированных постелях по данным математической модели корпуса.
Специализация участков позволяет закрепить производственных рабочих за определенными рабочими местами для выполнения определенного объема работ. Рабочие места в зависимости от методов и технологии работ оборудуются средствами малой механизации и технологической оснасткой.
Сборочно-сварочные цеха оснащены тремя мостовым кранами на каждый пролет, грузоподъемностью 32 тонны (5тонн на вспомогательном гаке), с высотой подъема основного гака до 30м. Транспортировка секций на стапель осуществляется краном.
Грузопоток основных направлений производства при постройке судов расчетной программы приведен на рисунке 6.
Рис. 6 Грузопоток основных видов производства, т/год

Формирование корпуса судна на стапеле
Формирование корпусов судов выполняется из сборочных единиц – секций и блоков, массой до 32т на стапельных позициях в сборочно-сварочных цехах, с применением переносных средств механизации. Стапельные места оснащены стационарными и переносными 4-х ярусными рештованиями.
Сварочные работы выполняются полуавтоматами в смесях защитных газов и порошковой проволокой.
Испытания корпуса на непроницаемость производятся, в основном, сжатым воздухом.
Трубообрабатывающие работы
Трубообрабатывающий участок предназначен для изготовления трубопроводов из углеродистой стали, медно-никелевых сплавов, сборки узлов судовых систем и трубопроводов.
В трубообрабатывающем цехе выполняются следующие основные виды работ:
механизированная резка труб, гибка труб на трубогибочных станках, сборочно-сварочные работы трубопроводов, механическая обработка, испытания на прочность.
На судах производятся подгоночно-монтажные работы, с изготовлением шаблонов, макетов забойных труб с места, предварительный монтаж ответственных трубопроводов.
Трубообрабатывающий цех оснащен двумя мостовыми кранами, грузоподъемностью 10т, с высотой подъема гака 9м.
Механомонтажные работы
Механомонтажный участок предназначен для подготовки механизмов, оборудования к монтажу, осуществления подъемно-транспортных операций их на судне, выполнения различных механомонтажных, трубомонтажных работ и подгоночных операций в процессе монтажа и проведения испытаний.
Механомонтажный участок располагается в составе трубообрабатывающего цеха.
Слесарно-корпусные работы
Слесарно-корпусный участок предназначен для изготовления изделий корпусодостроечной номенклатуры, дельных вещей, судовой вентиляции.
Выполняются следующие виды основных работ: заготовительные, сборочные, сварочные и испытания. Заготовки деталей поступают из корпусообрабатывающего цеха, детали МСЧ – по межцеховой кооперации, сборка производится с применением специализированной оснастки и универсальных приспособлений, сварка производится сварочными полуавтоматами.
Окраска изделий производится на специализированном участке, продукция сдается на центральный склад комплектации или непосредственно на производственные участки.
Малярно-изоляционные работы
Выполняются в следующем объеме:
- зачистка, окраска дельных вещей, узлов трубопроводов на специализированном участке в составе достроечного цеха;
- зачистка, окраска секций и блоков – межоперационная защита, перед монтажом на стапеле;
- подготовка поверхностей (очистка), окраска судна до спуска на воду и на плаву.
- изоляция, зашивка судовых помещений.
Электромонтажные работы
Электромонтажный участок предназначен для выполнения следующих работ:
- прокладки кабельных трасс, монтажа силовых щитов;
- монтажа, испытаний и сдачи электрооборудования, навигационного оборудования, систем управления и связи.
Предмонтажная подготовка электрооборудования, КИП, систем автоматики и связи производится на специализированном участке в составе достроечного цеха.
Примерный перечень технологического оборудования приведен в таблице 4,5,6.
Таблица 4.
Технологическое оборудование корпусообрабатывающего цеха
№ | Наименование оборудования | Модель (аналог) | Техническая характеристика | Ко-во, ед. | Примечание |
1 | Машина плазменной резки с ЧПУ | Типа «Пелла-ППлц» 2007г. | В листа = 2м ( 4м) L листа = 10,0м S мах = 50мм | 4 | Производство «Пелла-Маш» (Россия) |
2 | Ножницы листовые гильотинные | Типа НSL 3013
| L реза = 3 м S листа =мм | 2 | Призводство «НАСО» (Бельгия) или аналог |
3 | Вальцы гибочные: - 4-х - валковые - 3-х валковые | Типа PAS 600 Типа PS 420 (c в комплекте с сортогибочной секцией) | В = 4м S max 30мм R гиба min 300мм В = 3м S max 20мм R гиба min 150мм | 1 1 | Призводство «ROUNDO» (Швеция) или аналог |
4 | Кромкогибочный пресс | С оснасткой под R гиба 15,25,50, 100мм | Длина гиба до 6000мм S max =мм Smin = 4 – 6мм | 1 | Производство KME CO., LTD (Корея) или аналог |
5 | Гидравлический пресс усилием до 500т | Типа КМЕ 500 | Размеры стола ~ 5000х2000, регулир. высота до3000, s до 50мм | 1 | Производство KME CO., LTD (Корея) или аналог |
6 | Гибочно-рихтовальный станок для проф. Стали | Типа «Бульдозер»- 3557К | Усилие 100т Гибка профиля на ребро: полособульб, тавр, уголок Н 60…240мм | 2 | Производство KME CO., LTD (Корея) или аналог |
7 | ***Гибочный станок для профильной стали | ***Типа R1..R6 | ***Кольцегибочный для набора конструкций бульбообразной формы, уголка, тавра. | 1 | Призводство «ROUNDO» (Швеция) или аналог |
8 | Полуавтомат газовой резки кромок | S6-30мм | 6 |
***Специальное оборудование под определенный размер профиля уточняется при разработке рабочей документации проекта.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 |
