
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
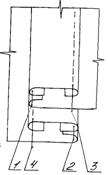
1 | 2 | 3 | 4 |
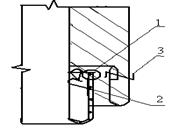
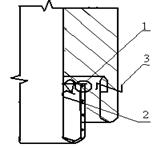
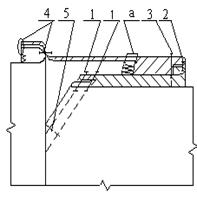
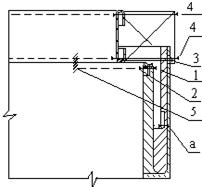
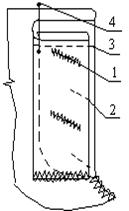
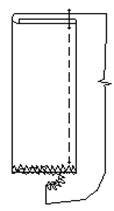
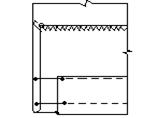
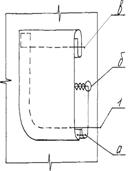
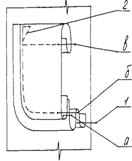
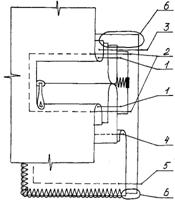
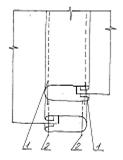
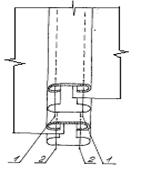
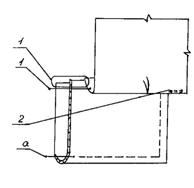
10. Уточнить подкладку по длине и застрочить, огибая подкладкой низ подборта и располагая низ подкладки под углом, увеличивая расстояние между низом полочки и подкладки до 2-3 см.
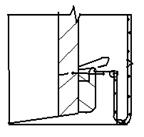
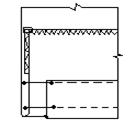
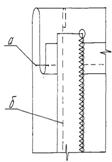
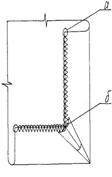
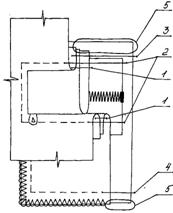
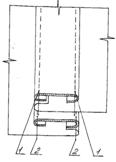
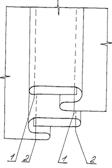
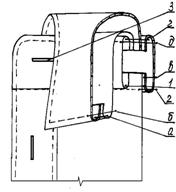
11. Заутюженный угол борта прикрепляют к припуску на подгиб низа изделия воздушной петлей. | 9. Втачать рукава из подкладочной ткани. 10. Закрепить швы втачивания рукавов из основной и подкладочной ткани на верхних и нижних участках пройм. 11. Уточнить подкладку по длине и застрочить.
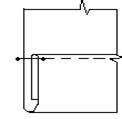
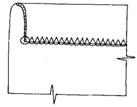
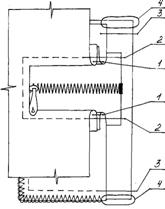
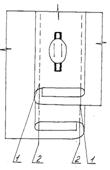
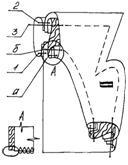
| 17. Закрепить припуски швов втачивания рукавов из основной и подкладочной ткани на верхних и нижних участках пройм 18. Застрочить нестачанный участок в подкладке рукава | |
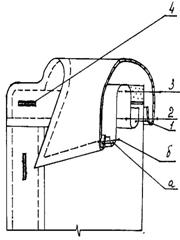
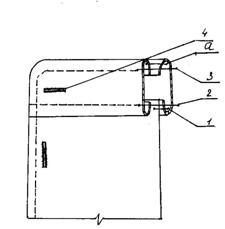
Примечание: сборочные схемы представлены для женского демисезонного пальто | Примечание: последовательность и сборочные схемы представлены для мужского плаща | Примечание: последовательность и сборочные схемы представлены для пиджака |
Лекция № 7 (2 часа)
ОКОНЧАТЕЛЬНАЯ ОТДЕЛКА И ВТО ГОТОВЫХ ИЗДЕЛИЙ. ОРГАНИЗАЦИЯ КОНТРОЛЯ КАЧЕСТВА СБОРОЧНО-СОЕДИНИТЕЛЬНЫХ ОПЕРАЦИЙ И ГОТОВЫХ ИЗДЕЛИЙ
Окончательная отделка включает в себя следующие операции:
1. чистка изделия от производственного мусора
2. окончательная ВТО
3. пришивание пуговиц
4. навешивание ярлыка, вкладывание запасного куска ткани
5. проверка качества и установление сортности изделия
1. Чистка изделия заключается в удалении оставшихся концов ниток, талонов с порядковыми номерами деталей кроя и другого производственного мусора с лицевой и изнаночной сторон изделия. Читстку выполняют с помощью ручных или механических (МЩА-2) щеток, иногда с применением специальных химических растворов.
2. ВТО плечевой верхней одежды выполняют в следующей последовательности:
1) Приутюживание полочек. Полочку укладывают лицевой стороной вверх так, чтобы выпуклость в области груди на полочке совпала с выпуклостью на подушке, а пройма не попала в зону прессования.
2) Приутюживание боковых швов. Боковой шов укладывают на подушку пресса лицевой стороной вверх так, чтобы рукав не попал в зону прессования. В зависимости от вида обрабатываемого изделия (например, пиджак) и применяемого оборудования (Gs 371 КМ+12-17 фирмы «Паннония») боковые швы могут приутюживаться одновременно.
3) Приутюживание спинки. Спинку укладывают лицевой стороной вверх, располагая средний шов спинки посередине подушки.
4) Приутюживание окатов рукавов, пройм и верхней части рукавов. Окат одного рукава размещают на подушке пресса, другого – на вспомогательном кронштейне. Под выдвижную спецподушку заправляют пройму со стороны подкладки. Окат и плечевой шов приутюживают двумя верхними подушками. После обработки оката с помощью выдвижной спецподушки приутюживают пройму. Придерживая рукав за низ, обрабатывают его паром. Аналогично обрабатывают второй окат, плечевой шов и рукав.
5) Приутюживание воротника и верхнего плечевого пояса. Изделие одевают на подушку пресса, отгибают воротник по линии стойки так, чтобы он закрывал шов втачивания нижнего воротника в горловину не менее чем на 7 мм. Лацканы отгибают от первой петли.
6) Приутюживание полкладки. Изделие на утюжильном столе располагают подкладкой вверх и приутюживают, удаляя замины, заутюживают напуск напуск подкладки по низу (в изделиях с притачной подкладкой), приутюживают шлицу.
7) Снятие оставшихся ласс. Снимают пропариванием на паровоздушных манекенах или с помощью спецустройств, после чего изделие просушивают в течение 2-3 часов для закрепления формы.
3. Места расположения пуговиц намечают соответственно расположению петель. Для этого накладывают полочки одну на другую, совмещая линии полузаноса и уравнивая низ полочек. пуговицы пришивают на полуавтоматах с обвивкой ножки. Для прочности их пришивают с подпуговицей. Места расположения пуговиц на мелких деталях (клапанах, хлястиках манжетах и т. д.) выполняют по вспомогательному лекалу и пришивают без обвивки ножки.
4. Ярлык навешивают на полочку с лицевой стороны за нижнюю петлю с помощью приспособления марки 6-54.
Выпуск изделий высокого качества может быть обеспечен, если налажен контроль качества на всех этапах производства, начиная от приема ткани до реализации. В связи с этим различают:
· входной контроль
· технологический контроль
· контроль готовой продукции
· контроль хранения и упаковки
· контроль оборудования и документации на изделия
Технологический контроль осуществляется на разных стадиях производства, в том числе и в швейном цехе. Контроль качества полуфабрикатов состоит в соблюдении режимов обработки и сборки. Важной задачей контроля качества выполнения технологических операций является наиболее раннее выявление брака и исполнителя допустившего неправильное выполнение операции. Это позволяет исполнителю своевременно устранить допущенный дефект и в дальнейшем улучшить качество своей работы. Кроме того такая организация выявления и исправления брака позволяет значительно сократить количество случаев возврата узлов деталей на переделку из одного участка или секции на другие, а также сократить затраты труда на исправление брака, выявленного на финишных операциях изготовления изделия.
При организации контроля качества технологических операций и качества полуфабрикатов предусматривается осуществление ряда мероприятий.
Самоконтроль качества обязывает каждого исполнителя проверять соответствие выполнения операции техническим условиям.
Взаимоконтроль заключается в том, что каждый исполнитель перед началом выполнения операции обязан проверить правильность выполнения предыдущей операции, в случае обнаружения дефекта – вернуть полуфабрикат предыдущему исполнителю для ликвидации брака. Для контроля за качеством обработки узлов вводят контроль на установочных операциях. в промышленности разработан перечень установочных операций для определенного ассортимента изделий и указано, что подлежит проверке.
Межоперационный контроль качества готовых узлов изделия перед подачей их в монтажную секцию поточной линии и контроль изделия перед передачей его в отделочную секцию осуществляют высококвалифицированные исполнители, выполняющие конечные операции по обработке узла или изделия.
Выборочный поузловой контроль осуществляется контролерами из отдела технического контроля (ОТК)
Водимое количество пунктов контроля качества и численность контролеров зависят от фактического количества случаев возврата на переделку (т. е. от мастерства и квалификации исполнителей, а также от вида изготавливаемого изделия).
Контроль готовой продукции осуществляется специалистами высокого класса осмотром внешнего вида, который должен соответствовать образцу. Изделие одевают на манекен и проверяют правильность втачивания рукавов, ровноту отделочных строчек, симметричность деталей и рисунка. Полочки и спинки не должны иметь заломов и перекосов; борта не должны расходиться или заходить друг на друга; воротник и лацканы должны прилегать к изделию. Затем проверяют размеры основных деталей и их соответствие табелю мер. Затем изделие одевают изделием вверх и проверяют соответствие подкладки верху изделия (по длине и ширине) и качество ее обработки. Для контроля за качеством обработки узлов вводят контроль на установочных операциях. Далее изделие раскладывают на столе и проверяют симметричность концов воротника, лацканов, низа рукавов путем складывания их по однотипным линиям.
Лекция № 8 (2 часа)
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ПОЯСНОЙ ОДЕЖДЫ
Брюки относятся к поясным изделиям, могут быть составной частью костюма или служить самостоятельным видом одежды.
К начальной обработке основных деталей брюк относят: изготовление вытачек, защипов на передних частях (ПЧБ); соединение основных деталей из частей; прокладывание долевиков карманов; соединение с подкладкой, влажно – тепловая обработка (ВТО), обметывание.
В мужских брюках вытачки обрабатывают неразрезными Унификация формы и размеров вытачек позволяет использовать для их стачивания полуавтомат двухниточного челночного стежка.
Для предохранения от растяжения на расстоянии 3-5 мм от срезов входа в карманы в боковых швах и с отрезным бочком или по линиям намелки прорезных карманов передней и задней частей брюк прокладывают клеевые долевики. В брюках из костюмных тканей подкладку располагают под ПЧБ для предохранения от вытягивания на участке коленей, а также для увеличения срока носки изделия. Низ подкладки обметывают, оформляют зигзагообразными вырезами. На участке колен подкладка должна быть уже основной детали на 5 мм.
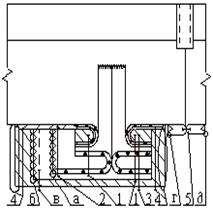
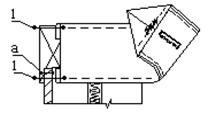
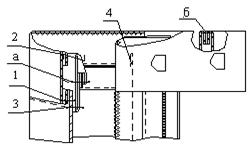
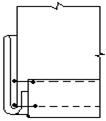
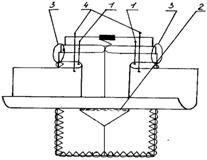
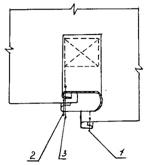
Карман с клапаном (рис. 8.1 а) обрабатывают параллельно верхнему срезу. Если карман один, его намечают на лицевой стороне правой задней части (правой ЗЧБ) тремя линиями.
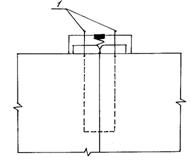
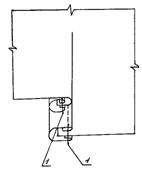
Костюмные брюки обычно изготавливают с задним прорезным карманом без клапана с листочкой или двумя обтачками (рис. 8 б).
а б
Рис. 8.1 Обработка прорезного кармана с клапаном и без него
В зависимости от свойств применяемого материала, клапан, листочка, обтачки могут быть без прокладок или с прокладками – клеевыми и неклеевыми.
Особенностью обработки прорезных карманов на ЗЧБ является наличие застежки на петлю (навесную или прорезную) и пуговицу. Петлю для застегивания кармана обметывают на клапане, листочке, под нижней обтачкой (карман в «рамку»). Навесную петлю изготавливают из тесьмы или полоски ткани и закрепляют в шве притачивания клапана или верхней обтачки кармана
Клапаны унифицированной формы и размеров обрабатывают на полуавтомате или специализированном оборудовании с применением шаблонов. Обтачивание клапанов производят со стороны прокладки швом шириной 5 мм с одновременной обрезкой припуска.
Особенностью обработки прорезных карманов брюк является отсутствие долевика: его роль выполняет подкладка кармана, в которой нить основы проходит параллельно прорезу кармана. Для этого одну часть подкладки располагают под прорезом кармана (как долевик) или в сгибе обтачки (рис. 8.1).
Другой частью подкладки кармана закрывают все внутренние срезы деталей: верхний срез подкладки выкраивают до уровня верхнего среза задней части брюк, где впоследствии он будет закреплен швом притачивания пояса. Такое расположение подкладки способствует предохранению кармана от деформации в процессе носки изделия.
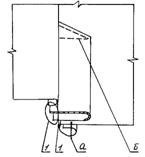
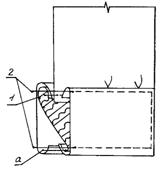
Обработка карманов без клапанов на передних частях брюк (рис. 8.2 а) аналогична обработке карманов этого вида на задних частях.
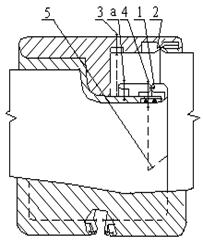
а б
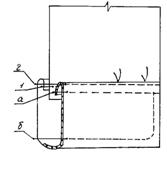
Рис. 8.2. Обработка бокового кармана брюк
Особенностью этого кармана является то, что направление входа в карман может быть вертикальное или наклонное, что отражается только в форме деталей узла. Кроме того, в карманах на передних частях брюк не предусматривают застежку.
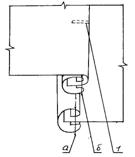
Особенностью обработки карманов брюк, расположенных в боковом шве (рис. 8.2 ) является наличие кромки передних половинок вдоль линии входа, которая обтачивается швом «в сложную рамку». Боковые карманы брюк часто обрабатывают в швах передних частей брюк, самый распространенный из них – с отрезной боковой частью, переходящей в подзор кармана (рис. 8.3).
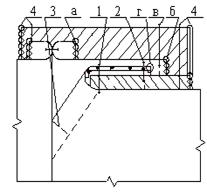
а б
Рис. 8.3. Обработка бокового кармана брюк с подзором-бочком
Срезы стачивания подкладки различных карманов брюк для повышения износостойкости узла могут быть окантованы или обметаны со специальной капроновой тесьмой.
Часовой карман обрабатывают на правой передней части брюк в шве притачивания пояса (рис. 8.4).
а б
Рис. 8.4. Обработка часового кармана брюк
При обработке «застежки банта» гульфик размещают на левой передней части брюк, а откосок – на правой.
а б в г
Рис. 8.5. Обработка частей застежки брюк на петли и пуговицы
Застежка на тесьму-молнию может выполняться в брюках как с цельнокроеными, так и с отрезными гульфиком и откоском.
а б
Рис. 8.6. Обработка застежки брюк
При отрезных гульфике и откоске застежку-молнию из рулона настрачивают по направителям на лицевую сторону гульфика, располагая ее лицом вниз. Другую сторону застежки настрачивают на внутренний срез откоска (строчка 3) лицевой стороной вверх. Применение готовой тесьмы-молнии позволяет исключить из техпроцесса операцию по надеванию замка на молнию, при этом нижняя сторона тесьмы отдельно не настрачивается, а входит в шов притачивания откоска к правой ПЧБ (строчка 1). Настрачивание части брюк на шов притачивания откоска (строчка 2) выполняется после обрабоки верха брюк поясом, расправив внизу подкладку откоска.
Гульфик соединяют с левой ПЧБ, притачивая одновременно эластичную тесьму шириной 2 мм. Использование тесьмы исключает настрачивание шва притачивания гульфика (строчки г, д). Шов притачивания гульфика разутюживают, а затем заутюживают для уменьшения толщины.
Отделочную строчку по банту (строчка 4) выполняют после обработки верха брюк поясом, ориентируясь по отметке на платформе машины.
Перед обработкой верхних краев брюк предварительно заготавливаются шлевки, детали полупоясов.
Шлевки изготавливают на плоскошовной машине трехниточного цепного стежка с ПММ или специализированной машине.
Возможны последовательно-параллельный способ обработки пояса на двухигольной машине с ПММ (рис. 8.7 а) и последовательный на одноигольной (рис 8.7 б).
а б
Рис. 8.7. Обработка верхних краев брюк поясом
После соединения пояса с верхним срезом обтачивают, выправляют и закрепляют строчкой его концы, обметывают петлю застежки.
Шаговые срезы брюк стачивают по передним частям, совмещая монтажные надсечки или на полуавтомате. Швы разутюживают.
Средний шов брюк испытывает наибольшие нагрузки при носке, поэтому его выполняют на двухигольной машине цепного или челночного стежка с расстоянием между строчками 1 мм. В брюках с припуском по ширине в верхней части средние срезы стачивают по меловой линии, ограничивающей припуск.
Средние и боковые срезы спортивных и рабочих брюк соединяют запошивочным или настрочным швом.
Для оформления изнанки брюк и повышения износостойкости от закрепки застежки к припускам среднего и шаговых швов прикрепляют лею из подкладочной ткани.
Обработку низа брюк начинают с уточнения их длины путем уравнивания по поясу, складывания шаговыми швами внутрь, а боковыми - наружу.
Обработка нижнего среза брюк является заключительной операцией. Низ может обрабатываться с цельнокроеными манжетами или без них (рис 8.8).
а б в г
Рис. 8. Обработка низа брюк
Применение полуавтоматов для стачивания боковых срезов брюк позволяет избежать подрезки низа и осуществить настрачивание тесьмы до стачивания шаговых срезов. Допустимо настрачивание тесьмы выполнять только на задних половинках брюк.
В брюках из смесовых и х/б тканей низ обрабатывают швом вподгибку с закрытым срезом.
Технология изготовления детских брюк аналогична мужской.
Лекция № 9 (2 часа)
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ОБРАБОТКИ МУЖСКИХ СОРОЧЕК
При изготовлении мужских сорочек широко используются прогрессивные параллельные и параллельно-последовательные методы обработки деталей: дублирование воротников, манжет, планок ТКПМ; подгибание и заутюживание (фальцевание) срезов накладных карманов, одновременное соединение и обметывание срезов деталей, подгибка и застрачивание срезов и др.
Стачивание деталей, как правило, выполняется однолинейными строчками с челночным или двухниточным цепным переплетением. Также применяются две одновременно выполняемые строчки: однолинейная челночная (или цепная) и обметочная цепная трехниточная.
Для устранения нежелательной посадки, особенно в изделиях из синтетических материалов, рекомендуется использовать машины со специальными механизмами перемещения материалов: дифференциальным, комбинированным с верхней и нижней рейками, отклоняющейся вдоль строчек иглой.
Конструктивная стабильность мужских сорочек обуславливает возможность более широкого, чем в верхней одежде, использования автоматов и полуавтоматов. Сюда относится: обтачивание клапанов карманов, воротников, манжет, настрачивание манжет на жесткую прокладку с огибанием среза прокладки, настрачивание накладных карманов на полочки, изготовление прямых петель с автоматическим перемещением полочки от готовой петли к месту расположения следующей, пришивание пуговиц.
Для получения высокого качества и точности обработки, обеспечения высокой производительности труда при изготовлении мужских сорочек широко применяются различные средства малой механизации.
Влажно-тепловая обработка (ВТО) мужских сорочек производится на специальном гладильном оборудовании, которое включает прессы для вывертывания и приутюживания манжет и воротников.
Накладные карманы могут быть различной формы, со встречными, бантовыми складками или другими отделочными швами. Верхний край кармана может быть обработан припуском; застрочен швом вподгибку с закрытым срезом; обтачкой, настроченной на лицевую сторону или окантован полоской материала (рис.9.1).
а б в г
д е ж з
и к л
Рис. 9.1. Обработка верхнего края кармана
Боковые и нижние срезы карманов в изделиях из легкоосыпающихся материалов обметываются, заутюживаются на фальцпрессе или утюгом с применением шаблона. В карманах, которые настрачиваются на изделие швом шириной более, чем 5 мм, овальные срезы (рис. 9.2 а, б) обтачивают полоской ткани по форме кармана. Если в кармане прямоугольные срезы, нижние углы стачивают, высекают и разутюживают (рис. 9.2 в).
В молодежных и спортивных сорочках нередко используются карманы объемной формы - так называемые «карманы-портфели» (рис. 3.2. г, д).

а б в г д
Рис. 9.2. Обработка нижнего и боковых срезов кармана
При изготовлении современных молодежных сорочек, особенно из джинсовых материалов и трикотажных полотен, все чаще используются прорезные карманы с застежкой на тесьму-молнию или с листочкой с втачными концами (рис.9.3). В зависимости от свойств материалов и наклона линии прореза, используются прокладочные материалы. Если материал верха тонкий, можно применять подкладку из него; если нет – то из специальной хлопчатобумажной подкладочной ткани..
а б в
Рис. 9.3. Обработка прорезных карманов с застежкой на тесьму - молнию
Застежка, доходящая до низа, обрабатывается заутюживанием припусков по надсечкам с последующим закреплением с помощью петель и пуговиц, застрачиванием швом вподгибку с закрытым срезом, отрезными планками или планками, цельнокроеными с полочками (рис. 9.4).

а б в г д

е ж з и
Рис. 9.4. Обработка застежек, доходящих до низа мужских сорочек
Застежка, не доходящая до низа изделия, обрабатывается на целой детали переда или в среднем шве. На целой детали предварительно намечаются линии притачивания деталей или дополнительного прореза. Застежка может быть обработана двумя настрочными планками; одной нижней планкой или обтачками - подбортами (рис. 9.5). В зависимости от свойств ткани место застежки может быть усилено ТКПМ.
Отдельно можно выделить застежку на тесьму-молнию: с предварительной обработкой прореза обтачками - подбортами; тесьмой-молнией в «рамке»; застежкой в шве, для которой могут использоваться обычная или потайная молнии.
а б в
г д е
Рис. 9.5. Обработка застежек, не доходящих до низа мужских сорочек
Для повышения износостойкости спинку изготавливают с двойной кокеткой, в шве притачивания которой часто обрабатывают одно - или двусторонние складки. Складки предварительно застрачиваются по надсечкам на универсальной машине или закладываются при притачивании кокеток.
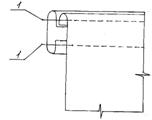
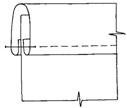
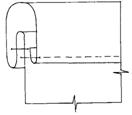
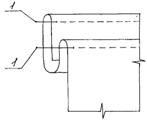
Рукава в сорочках бывают цельнокроеные или с отрезной надставкой в области застежки. Если есть надставка, низ рукава обрабатывается планкой или срезы рукава и надставки окантовываются. В противном случае, рукав выкраивают с разрезом по низу, меняется последовательность технологической обработки (рис. 9.6).
а б в г
Рис. 9.6. Обработка разреза рукава
Соединение манжет с рукавами выполняется после втачивания рукавов в «открытые» проймы, стачивания боковых срезов, нижних срезов рукавов сорочки (рис. 9.7). Складки по низу закладываются по надсечкам без предварительного застрачивания.
а б в
Рис. 9.7. Обработка низа рукава манжетами
В мужских верхних сорочках чаще всего используются воротники с отрезной или цельнокроеной стойкой, а также воротники-стойки (рис. 9.8).
а б в
Рис. 9.8. Обработка воротника и соединение его с изделием
Чтобы обеспечить требуемую повышенную жесткость воротников используется специальный прокладочный материал с пропиткой полиамидными смолами и клеевым покрытием из полиэтилена высокого давления (ПВД) – так называемый воротничковый материал.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
