
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Лекция № 1 (5 ч.)
НАЧАЛЬНАЯ ОБРАБОТКА ОСНОВНЫХ ДЕТАЛЕЙ ВЕРХНЕЙ ОДЕЖДЫ
План ЛЕКЦИИ:
1. Придание формоустойчивости основным деталям верхней одежды;
2. Обработка вытачек
3. Обработка срезов основных деталей
4. Соединение частей основных деталей
1. Придание формоустойчивости основным деталям верхней одежды
Закрепить деформацию текстильного материала можно различными технологическими способами.
2. Дублирование деталей ТКПМ
Для дублирования используют односторонние клеевые материалы. Выбор ТКПМ зависит от Мs основного материала, условий эксплуатации и ухода за изделием (стирка или х/чистка).
Дублирование основных деталей изделия прокладками производят до стачивания вытачек, стачивания частей основных деталей, обработки карманов и т. д
2.1. Дублирование полочек
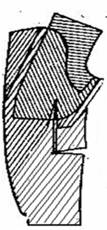
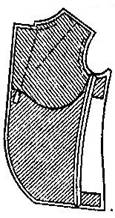
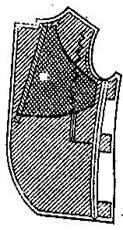
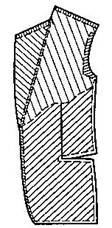
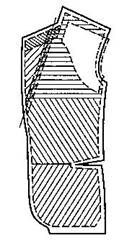
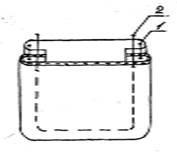
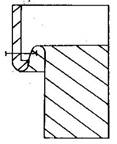
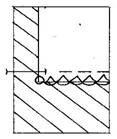
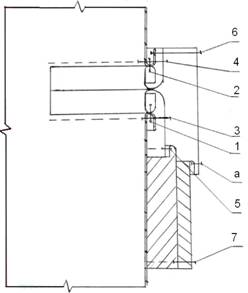
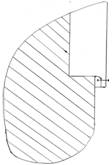
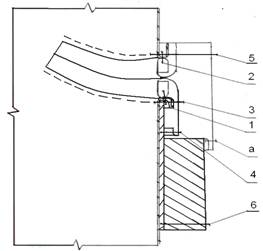
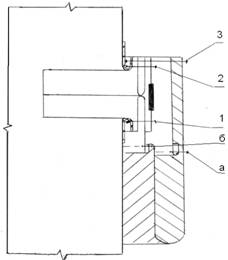
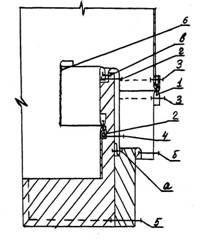
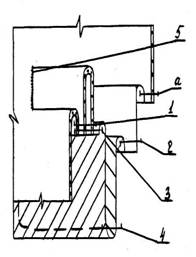
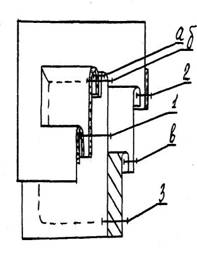
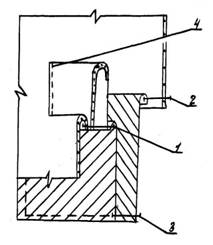
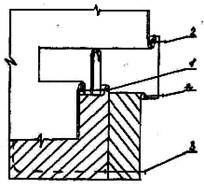
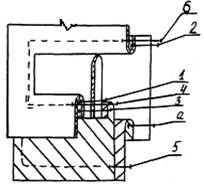
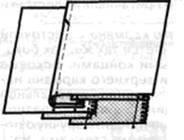
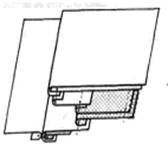
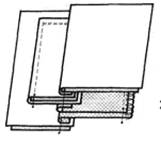
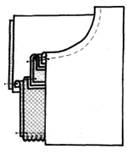
В зависимости от вида и конструкции изделия клеевые прокладки полочек могут быть однослойные и многослойные. Однослойные прокладки применяют в женской и детской верхней одежде. Многослойные прокладки различных конструкций, состоящие из основного слоя и дополнительных накладок, применяют в мужских пальто и костюмах (рис. 1.1).
а б в г

д е ж з
Рис 1.1. Варианты дублирования полочек мужского пиджака.
Отрезные бочки полочек дублируют частично.
Для уменьшения многослойности пакета одежды, снижения расхода материалов, упрощения технологии обработки и повышения производительности труда при дублировании полочек мужской верхней одежды рекомендуется использовать термоклеевые прокладочные многозональные материалы.
Фронтальному дублированию не подлежат швейные изделия из тканей, имеющих сильную подворсовку с изнаночной стороны, т. к. прокладка приклеивается к ворсу и клей не проникает в переплетение ткани верха. При последующей внутрипроцессной ВТО ворс поднимается, в результате чего происходит частичное отслоение клеевой прокладки от ткани верха, что отрицательно влияет на внешний вид швейного изделия. Для придания формоустойчивости деталям в этом случае применяют каркасный пакет прокладок, не имеющий клеевого соединения с материалом верха изделия. Фронтально не дублируют детали изделий плащевой и курточной групп, т. к. объемная форма в таких изделиях достигается конструктивным путем.
Фронтальное дублирование осуществляется на прессах (334 «Макпи» (Италия)) с плоскими подушками, которые снабжаются программаторами для обеспечения режимов дублирования: температуры нагрева, давления прессования и продолжительности дублирования.
Существенным недостатком традиционного способа фронтального дублирования полочек является то, что операции дублирования и формования полочек выполняются последовательно (вначале проводится дублирование полочек на прессах с плоскими подушками, а затем формование с помощью объемных подушек). Такой способ не только трудоемок, но и отрицательно влияет на процесс формования. Сдублированные детали обладают меньшей формовочной способностью вследствие уменьшения подвижности структуры ткани, происходящей в результате соединения клеевой прокладки с полочкой. Поэтому приданная форма после объемного формования неустойчива и быстро релаксирует. (т. е. происходит принудительная деформация нитей ткани, а не изменение угла между нитями основы и утка).
Весьма перспективным для решения этих задач является разработанный способ виброформования.
При методе виброформования к обрабатываемой детали прикладывается нагрузка многократного действия в виде вибрации на жесткой оболочке вибропресса. Этот метод обеспечивает свободное перемещение слоев пакета при формовании с последующим закреплением полученной формы.
2.2. Дублирование спинок. Спинки дублируют в области горловины, пройм, припуска на обработку низа. Обработка спинок со шлицей имеет свои особенности в зависимости от конструкции изделия (шлица в шве, шлица - разрез) и вида применяемых материалов. Прокладывание кромки и прокладки в шлицы способствует предохранению краев от растяжения и повышению их устойчивости. Обработку шлицы начинают с нанесения линий разметки. На верхней половинке спинки проводят линию среднего шва и края шлицы, а на нижней – линию перегиба края.
Обработка шлицы. Прокладывание кромок и ПМ в шлицу зависит от вида обрабатываемого материала и назначения изделия:
1. В мужском пиджаке, пальто из шерстяной ткани припуски на обработку шлицы верхней и нижней части дублируют ТКПМ и прокладывают кромки по краю нижней части и линии перегиба верхней части шлицы
2. В мужском или женское пальто из полушерстяной ткани, жакете верхняя часть обрабатывается с прокладкой и кромкой. Нижняя - только с кромкой.
3. В изделиях из тканей с большим содержанием синтетических волокон, а также из х/б тканей верхняя часть обрабатывается только с кромкой, а нижняя без прокладки и без кромки.
4. В изделия из хлопчатобумажных (х/б) тканей, натуральной и искусственной кожи замши верхняя и нижняя части обрабатываются только с кромками.
5. В изделиях плащевого ассортимента клеевая кромка или прокладочный материал настрачивается на припуск шлицы клеем вверх для последующего закрепления (вспушивания) края.
6. Плащевые х/б и прорезиненные ткани, материалы, дублированные поролоном, стеганые полотна, обрабатывают без прокладок и кромок.
2.3. Дублирование рукава. Для предохранения низа рукавов от растяжения и повышения прочности дублируют припуск на обработку низа рукава. Окат рукава дублируют только в том случае, если обрабатываемая ткань рыхлая, разряженной структуры.
Правильный выбор параметров дублирования позволяет получить качественное клеевое соединение. Для дублирования костюмных и пальтовых тканей рекомендуемое давление 0,03-0,04 МПа, время обработки с, а температура определяется в зависимости от температуры плавления клеевого покрытия ТКПМ
ТВТО = Теплостойкость – (5-10°);
Тпл. клея = ТВТО - (15-20°)
Срезы деталей прокладок должны отстоять от срезов деталей из основной ткани на 3-7 мм и входить в швы соединения деталей не менее чем на 1-2 мм. Нить основы прокладки совпадает с нитью основы основного материала. Детали, имеющие сгибы могут дублироваться прокладками с перфорацией.
Направлением совершенствования операций дублирования является:
1. Применение новых ТКПМ с улучшенными свойствами.
2. Развитие малооперационной технологии, открывающей возможности для комплексной механизации процессов обработки основных деталей.
3. Обработка бортов с помощью полимерных сеток и паст.
Способ нанесения на изнаночную сторону детали клеевой пасты называется прямой стабилизацией. На изнаночную сторону основной детали наносится полимерная паста в виде полос (шириной 0,2-5 мм, с расстоянием 0,2-5 мм), в направлении стабилизации. Полимер закрепляет пространственную форму деталей и способствует ее сохранению в процессе эксплуатации. Количество пасты составляет 15-20 г/м2 в зависимости от вида основного материала.
Дублированием основной ткани полимерной сеткой из полиэтилена высокого давления. Суть данного способа заключается в совмещении в одном цикле ВТО деталей одежды процессов формообразования и закрепления деформированной структуры ткани полимерной термопластической сеткой. Полимер сетки, переведенный в вязкотекучее состояние, соединяется с шероховатой поверхностью ткани, находящейся в деформированном положении. При охлаждении нанесенная сетка устойчиво закрепляет деформированную структуру ткани, создавая своеобразный, устойчивый к многократным воздействиям каркас. В условиях эксплуатации ткань и мононити сетки работают как единая система. Этот способ позволяет получить более жесткий устойчивый каркас и поэтому рекомендуется, для изготовления изделий пальтового ассортимента.
2. Обработка вытачек
Вытачки бывают разрезные и неразрезные.
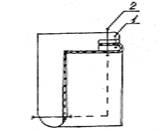
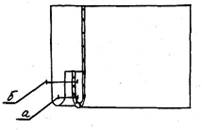
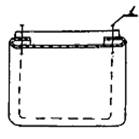
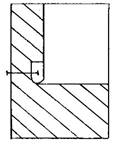
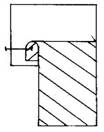
Разрезные вытачки стачивают от верхнего среза детали швом 7 мм, сводя ширину на нет, на расстоянии 1-1,5 см ниже разреза, подкладывая в концах вытачек отрезки шерстяных или хлопчатобумажных (х/б) тканей (рис.1.2 а) для обеспечения плавного перехода по толщине. Вытачки разутюживают.
В изделиях из материалов, дублированных поролоном, искусственным мехом, искусственных замши и кожи и т. д. вытачки могут быть стачаны накладным швом с закрытым срезом (рис. 1.2. б), а в изделиях из натуральной кожи и замши - накладным швом с открытыми срезами (рис. 1.2. в).

а б в г д
Рис 1.2. Обработка вытачек
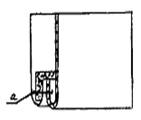
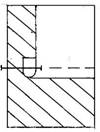
Неразрезные вытачки обрабатывают в изделиях из тонких тканей или из толстых тканей, если длина вытачки не более 16 см (предварительно размечают с изнанки линией сгиба и линией стачивания), Отрезок ткани прокладывают по всей длине шва (рис 1.2 г). В изделиях без подкладки, а также из плащевых материалов, прорезиненных и с пленочным покрытием, из материалов, дублированных поролоном, искусственным мехом, стеганых полотен, натуральной и искусственной кожи и замши вытачки стачивают без полосок ткани. Швы неразрезных вытачек в зависимости от модели, заутюживают или разутюживают (рис. 1.2 д).
3. Обработка срезов основных деталей
состоит в предохранении их от растяжения и осыпания в процессе изготовления и эксплуатации швейных изделий.
Для предохранения срезов от растяжения и сохранения формы конструктивных линий по криволинейным срезам (проймы, горловины, плечевым) прокладывают клеевую (с помощью утюга) или притачивают неклеевую кромку Кромку не прокладывают по краям деталей в изделиях из материалов малой растяжимости.
Для предохранения срезов от осыпания в изделиях с отлетной подкладкой или без нее срезы обметывают, окантовывают или высекают зубцами, в изделиях из синтетических материалов – оплавляют при раскрое. В изделиях с отлетной подкладкой (женское пальто, плащи) обрабатывают только те срезы, которые находятся ниже линии талии (не менее 50 см от низа).
4. Соединение частей основных деталей
Основные детали могут состоять из одной или нескольких частей (кокетки, рельефы, подрезы), которые в зависимости от модели и материала могут быть соединены стачным, настрочным, накладным или другими швами. Стачивание выполняется со стороны меньшей детали, или со стороны детали, имеющей вогнутые срезы или рассеченные углы. При стачивании деталей с прямыми углами ткань в углах рассекается так, чтобы строчка проходила выше на 1 мм от надсечки. Рассеченные углы закрепляют клеевой прокладкой для предохранения от осыпания.
Лекция № 2 (8 ч.)
МЕТОДЫ ОБРАБОТКИ КАРМАНОВ В ВЕРХНЕЙ ОДЕЖДЕ
План лекции:
1. Методы обработки прорезных карманов с клапаном
2. Методы обработки прорезных карманов в рамку
3. Методы обработки прорезных карманов с листочкой
4. Методы обработки непрорезных карманов
5. Методы обработки накладных карманов
1. Методы обработки прорезных карманов с клапаном
Наибольшее распространение имеют боковые прорезные карманы с клапаном, которые в основном различаются конструкцией нижнего края кармана (обработку которого выполняют швами в простую и сложную рамку).
Обработка карманов с клапаном состоит из 3 этапов:
1) заготовка клапана;
2) заготовка подкладки;
3) сборка кармана.
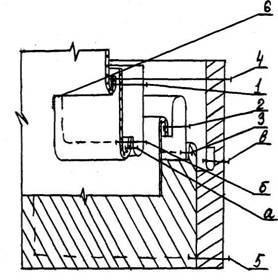
Клапаны обтачивают подклапанами из основной или подкладочной ткани. Для повышения формоустойчивости клапаны в зависимости от применяемых тканей могут быть с прокладками из клеевого или неклеевого материала. Клапаны обтачивают на универсальных машинах (297 кл. «Промшвеймаш», 131-42+100+305 кл. АО «Орша», Беларусь) швом 5 мм или на полуавтомате (570 кл. АО «Подольскшвеймаш»; 961-23 кл. «Дюркопп-Адлер», ФРГ). Клапан, цельнокроеный с подклапаном, обтачивают только по концам. Затем клапаны выворачивают и приутюживают с помощью шаблонов (исключая выметывание) и прокладывают отделочную строчку, если она предусмотрена по модели (рис. 2.1 а). Если отделочной строчки нет, то шов обтачивания настрачивают на подклапан или закрепляют с помощью клеевой паутинки (рис. 2.1 б, в). В изделиях из натуральной кожи, замши клапаны обрабатывают накладным швом с открытым срезом (рис. 2.1 г). В изделиях из стеганых полотен и материалов, дублированных искусственным мехом, а также в изделиях, выполненных на меховой основе, клапаны не обтачивают подклапаном, а стачивают клапаны в углах, предварительно обметав боковые и нижние срезы, выворачивают углы на лицевую сторону и прокладывают отделочную строчку по краям клапана (рис. 2.1 д).
а б
в г д
Рис. 2.1. Методы обработки клапана
Обработка подкладки кармана состоит в настрачивании или притачивании подзора к верхней части подкладки.
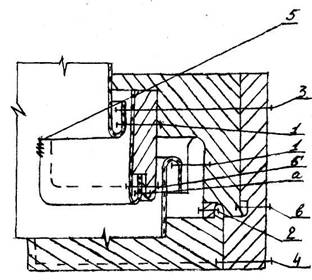
Подзор – это деталь подкладки кармана, закрывающая подкладку кармана в месте его отверстия. Подзор изготавливается из основного или подкладочного материала для эстетического оформления кармана, облегчения входа в карман и повышения износостойкости. Подзор настрачивается на универсальной машине с приспособлением малой механизации (ПММ) или без него (рис. 2.2).
а б в г д
Рис. 2.2. Методы обработки подкладки кармана
Подзор из подкладочной ткани применяется при обработке внутреннего кармана, карманов с клапанов (если подклапан из подкладочной ткани). Подзор не ставится в случае, если подкладка из основного материала (в женских изделиях, в изделиях плащевого и курточного ассортимента, легкой одежде).
Методы обработки подкладки, представленные на рис. 2.2 а, б, в наи-более характерны для мужской верхней одежды; г, д – для женской и детской т. к. обладают меньшей износостойкостью и при их изготовлении используется обметочное оборудование, которое не применяется при обработке мужской верхней одежды (подкладка притачная по низу изделия).
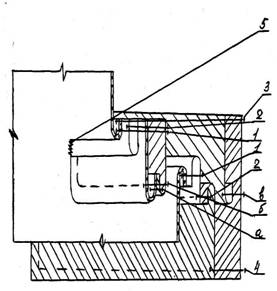
Намелка месторасположения кармана выполняется по вспомо-гательному лекалу с лицевой стороны детали. При обработке карманов на универсальном оборудовании карманы с клапаном и одной обтачкой наме-чают 3 линиями (рис. 2.3 а), а с клапаном и двумя обтачками – 4 линиями (рис. 2.3 б). При обработке на полуавтомате 2 линиями (рис. 2.3 в).

Рис. 2.3. Методы намелки месторасположения карманов
Если полочки фронтально не дублированы или изделие без подкладки, то для предохранения кармана от растяжения могут применяться клеевые и неклеевые долевики, которые располагают с изнаночной стороны детали. Неклеевые долевики соединяют с полочками при обработке прореза кармана, подкладывая под строчки притачивания клапана и обтачки, или предварительно притачивают к полочке по линии прореза кармана. При расположении нити основы в подкладке бокового горизонтального кармана параллельно линии прореза долевик может не использоваться.
При сборке кармана на универсальной машине все технологические операции выполняются последовательно (рис. 2.4). Использование двухигольных машин (803, 852 кл.) позволяет сократить время обработки при совмещении операций притачивания клапана и обтачек.
Наиболее эффективным является применение полуавтоматов (745-22 кл. «Дюркопп», АRW 116 кл. «Джуки»). При этом в автоматическом режиме выполняется ориентация деталей под рабочими органами машины; притачивание обтачки (чек); разрезание входа в карман; надсекание уголков; вывод полуфабрикатов из рабочей зоны полуавтомата (рис. 2.5).
а б
Рис. 2.4. Сборочные схемы прорезного кармана с клапаном и одной обтачкой
а б
Рис. 2.5. Методы обработки карманов с применением двухигольных машин
и полуавтоматов
Существует несколько методов обработки нижнего края кармана в зависимости от вида материала, применяемого оборудования и вида изделия (рис. 2.6): а, б, в – применяются при обработке верхней и нижней рамки прорезных карманов; г, д, е – обтачки, обработанные на подкладке, обеспечивают устойчивое положение кармана и применяются при обработке нижней рамки карманов.

Рис. 2.6. Методы обработки нижнего края кармана.
2. Методы обработки прорезных карманов в рамку
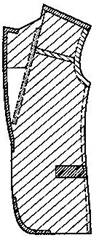
Прорезные карманы «в рамку» в зависимости от модели могут располагаться на полочках горизонтально, вертикально или наклонно и иметь прямые или наклонные линии прореза. По методу обработки различают карманы в простую (рис. 2.7 а) и сложную (рис. 2.7 б) рамку.
а б
Рис. 2.7. Сборочные схемы прорезного кармана «в рамку»
Обтачки кармана выкраивают из основной ткани, нить основы проходит вдоль по длине обтачек. При обработке карманов из тонких, рыхлых материалов обтачки дублируют термоклеевым прокладочным материалом (ТКПМ). При обработке в простую рамку каждую обтачку перегибают вдоль и заутюживают верхнюю пополам, нижнюю – на 1/3.
Подзоры выкраивают только из основной ткани, направление нити основы зависит от положения кармана и лицевой поверхности ткани.
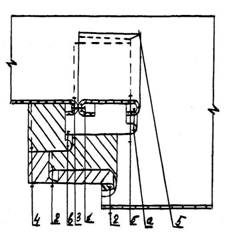
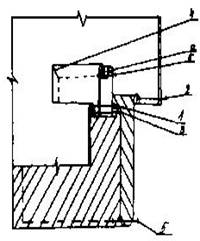
Рис. 2.8. Обработка обтачек и подзоров в карманах с вертикальной линией прореза | Для ткани с ворсом при горизонтальном расположении карманов нить основы проходит поперек подзора. При вертикальном расположении кармана нить основы проходит вдоль по длине подзора. Подзор настрачивается или притачивается к верхней части подкладки кармана. В моделях с вертикальным расположением прореза кармана особенностью является то, что обтачки и подзоры втачивают в вырезанные части подкладки карманов (рис.2.8). |
Месторасположение кармана намечается тремя линиями: первая указывает направление кармана, а две другие ограничивают его длину.
Если полочки фронтально не дублированы, то для предохранения кармана от растяжения могут применяться клеевые и неклеевые долевики, которые располагают с изнаночной стороны детали. Неклеевые долевики подкладывают под строчки притачивания обтачек, или предварительно притачивают к полочке по линии прореза кармана. При расположении нити основы в подкладке бокового горизонтального кармана параллельно линии прореза долевик может не использоваться.
При сборке кармана обтачки притачивают лицевой стороной вниз, срезами к намеченной линии кармана. Расстояние между строчками должно равняться ширине двух рамок. Правильность притачивания обтачек проверяют с изнаночной стороны полочек: строчки должны быть параллельны и заканчиваться на одном уровне.
Сборка кармана может выполняться на полуавтоматах (745-22 кл. «Дюркопп», АRW 116 кл. «Джуки») или роботизированном комплексе (85-28 кл. «АМF», США). Сборка на роботизированном комплексе отличается более высоким уровнем автоматизации. Оператор укладывает основную деталь в исходное положение. Робот вводит исходную обтачку в автомат, который определяет ее форму, размер и конфигурацию, находит центральную линию будущего прореза, ориентирует обтачку относительно этой линии, передает сориентированную обтачку в устройство, перегибающее ее по центральной линии, после чего швейная головка в соответствии с программой выполняет строчки и разрезает вход в карман. Готовые полочки автоматически укладываются в пачку. Дальнейшая обработка выполняется на машинах общего назначения. В изделиях мужского ассортимента по концам карманов выполняются закрепки.
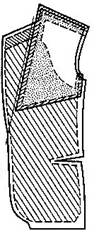
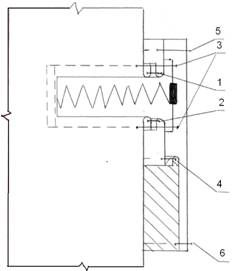
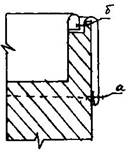
Карман с фигурной рамкой (рис. 2.9) обрабатывают обтачками, выкроенными по форме прореза кармана или под углом 45°. Если обтачка выкроена по косой, то ее формуют по форме входа в карман и обрабатывают в сложную рамку. Нижнюю рамку кармана всегда закрепляют с лицевой стороны до притачивания верхней части подкладки кармана. Большое распространение получили прорезные карманы с застежкой на тесьму-«молнию» (рис. 2.10). |
Рис. 2.9. Метод обработки кармана с фигурной рамкой |
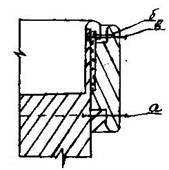
При обработке карманов могут использоваться как «молнии» с замком и неразъемным ограничителем, так и «молнии», подаваемые из рулона. Если «молния» подается из рулона, то после ее притачивания с помощью специального приспособления одевается бегунок.
а б
Рис. 2.10. Методы обработки карманов с застежкой на тесьму-«молнию»
3. Методы обработки прорезных карманов с листочкой
Наибольшее распространение верхние карманы с листочкой получили в мужских пиджаках, боковые – в жакетах, куртках, жилетах, пальто, полупальто, плащах.
Процесс обработки прорезных карманов с листочкой состоит из 3 этапов:
1) обработка листочки;
2) обработка подкладки;
3) сборка кармана.
Верхние прорезные карманы с листочкой в мужской верхней одежде являются наиболее сложными по обработке. Листочки верхних карманов являются унифицированными деталями: длина листочки в готовом виде 11 см, ширина 2,2-4,5 см.
1. Листочка в верхнем прорезном кармане чаще всего обтачивается только по верхнему срезу. Для формоустойчивости листочки обрабатывают с клеевым или неклеевым прокладочным материалом. В некоторых случаях эту функцию выполняет подкладка кармана (рис. 2.11 а, в). Клеевые прокла-дочные материалы соединяют с листочками прессованием, а неклеевые вкладывают после обтачивания, при этом предварительно подкладку листочки настрачивают на подкладку кармана, а верхний срез листочки обтачивают подкладкой швом 5 мм, располагая концы строчек на уровне линий разметки боковых срезов (концов) листочки. Между подкладкой листочки и подкладкой кармана вкладывают прокладку и настрачивают со стороны подкладки листочки на расстоянии 1 мм от шва обтачивания верхнего среза листочки. При этом подкладку кармана и прокладку подрезают по боковым сторонам в соответствии с шириной листочки так, чтобы их срезы располагались на расстоянии 2-3 мм от линии разметки листочки. Нижний срез прокладки должен располагаться на уровне шва притачивания листочки к полочке (рис. 2.11 б). Концы листочки заутюживают и настрачивают в процессе сборки кармана зигзагообразной строчкой.
а б в
Рис. 2.11. Методы обработки листочки верхнего прорезного кармана
Подкладка листочки в зависимости от плотности материала может быть выполнена как из основной, так и из подкладочной ткани. В верхней одежде костюмного и пальтового ассортимента редко используют цельнокроеные листочки.
В изделиях из ткани с явно выраженным рисунком (полоска, клетка) листочку выкраивают по шаблону с большими припусками для подгонки рисунка.
Листочки карманов жилетов могут быть обработаны без прокладок. Подкладкой таких листочек может служить подкладка кармана (рис 2.11 в). В женской верхней одежде верхние прорезные карманы с листочкой обрабатываются аналогично боковым прорезным карманам.
2) Обработка подкладки кармана заключается в притачивании или настрачивании подзора. Подзор ставится обязательно из основной ткани, так как в верхних карманах ширина листочки не превышает 3 см.
3) Сборку кармана выполняют после обработки вытачек на полочках и разметки.
Намелка месторасположения кармана осуществляется с помощью вспомогательного лекала 3 линиями (одной горизонтальной и двумя вертикальными), ограничивающими вход в карман. Для повышения производительности труда целесообразно производить выдавливание соответствующих линий на специальном прессе FG4S 21276 фирмы «Test» (ФРГ) после фронтального дублирования полочек.
В изделиях из шерстяных тканей листочки притачивают к полочкам, отгибая подкладку, шов разутюживают, и к припуску притачивают нижнюю часть листочки с подкладкой кармана (рис.2.12 а).
а б в
Рис. 2.12. Сборочные схемы верхних прорезных карманов с листочкой
В изделиях из плащевых материалов, в жилетах, а также в женской и летней одежде листочку притачивают к полочке одновременно с подкладкой (рис. 2.12 в). Процесс сборки кармана стабилен, однако за счет изменения конструкции листочки и метода его заготовки может быть достигнут значительный экономический эффект, что хорошо иллюстрирует сравнение методов обработки по схемам, представленным на рис.2.12 а и 2.12 б.
Боковые карманы с листочкой обрабатывают с настрочными и втачными концами.
В моделях изделий с настрочными концами листочек последние различаются по форме, размерам и обрабатывают их аналогично тому, как обрабатывают клапаны боковых прорезных карманов.
Листочки с втачными концами, как правило, обрабатывают цельнокроеными, прямоугольной формы. Обработку начинают с разметки линии перегиба. С целью предохранения края листочки от растяжения в процессе эксплуатации, листочку дублируют клеевым прокладочным материалом или прокладывают клеевую или неклеевую кромку по линии разметки с изнаночной стороны нижней части листочки, после чего листочку заутюживают (рис. 2.13).
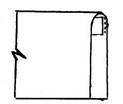
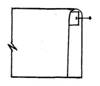
Рис. 2.13. Методы обработки листочек в боковых карманах
Обработка подкладки боковых прорезных карманов с листочкой сос-тоит в соединении ее с подзором одним из и, в некоторых случаях, с листочкой. Подкладка кармана может состоять из 2 частей или быть цельнокроеной, если линия прореза кармана расположена горизонтально или с небольшим наклоном. В прорезных карманах с настрочной листочкой подзор может не ставиться в женских, детских изделиях, если ширина листочки > 3 см (рис.2.14, в).
Места расположения карманов с настрочной листочкой размечают 3 линиями, а с втачной листочкой – 4, при этом расстояние между горизон-тальными линиями равно ширине листочки в готовом виде.
Линия прореза карманов с листочкой предохраняется от растяжения аналогично прорезным карманам с клапаном.
Сборка кармана имеет некоторые особенности в зависимости от вида изделия, ткани и расположения линии прореза.
В изделиях из тканей с большой поверхностной плотностью (драп, сукно и т. п.), которые в основном применяются для мужской верхней одежды, к полочке притачивают только верхнюю часть листочки, шов разутюживают (рис. 2.14 а).
а б в
Рис. 2.14. Сборочные схемы боковых прорезных карманов с настрочной листочкой
В изделиях из костюмных и плащевых тканей подкладку можно притачивать одновременно с листочкой или после разрезания входа в карман в шов притачивания листочки (рис. 2.14 б, в)
В карманах с настрочными листочками строчку притачивания подзора начинают и заканчивают на 0,5 см от вертикальных линий разметки концов кармана.
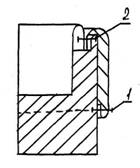
а б
Рис. 2.15. Методы обработки прорезных карманов с втачной листочкой
1. Методы обработки непрорезных карманов
|

Части полочки (передняя и боковая) могут выкраиваться с припусками, заменяющими обтачку и подзор, или без них
Для устойчивости и предохранения от растяжения полочку дублируют фронтально или выполняют частичное дублирование каждой части полочки на участке кармана.
При частичном дублировании с изнаночной стороны каждой части полочки приклеивают прокладки, длина которых больше длины припусков на 3-4 см.
Части подкладки кармана притачают к припускам на обработку карманов, складывая детали лицевыми сторонами внутрь и уравнивая срезы. Ширина швов 0,7-1,0 см. Швы заутюживают в сторону подкладки кармана (2.16, а). Срезы припусков могут быть предварительно обметаны, а затем настрочены на каждую часть подкладки кармана (2.16, б).


а б в
Рис. Методы обработки непрорезных карманов
Рельефные срезы полочки стачивают: правую - сверху вниз, а левую - снизу вверх. Одновременно стачивают срезы подкладки кармана, закрепляя концы кармана. Нижнюю часть рельефного шва и срезы подкладки кармана обметывают в пальто с отлетной по низу подкладкой.
Рельефный шов заутюживают в сторону средней части полочки.
Приутюживание рельефного шва и подкладки выполняют с помощью утюга или на прессе.
Если по модели рельефный шов настрачивается отделочной строчкой, последовательность обработки кармана меняется.
Среднюю и боковую части полочки стачивают по рельефу, оставляя нестачанными срезы подкладки кармана, концы кармана закрепляют обратной машинной строчкой.
Рельефный шов заутюживают в сторону борта, заметывают вручную или на спецмашине и приутюживают. По краю кармана прокладывают отделочную строчку, затем стачивают и обметывают срезы подкладки кармана. По рельефному шву прокладывают отделочную строчку, которая является продолжением отделочной строчки, проложенной по краю кармана (2.16, в).

В зависимости от модели листочка может быть прямоугольной или фигурной формы. Обработку листочки выполняют так же, как для прорезного кармана с листочкой с настрочными концами.
Листочку притачивают к средней части полочки вместе с одной частью подкладки кармана. К срезу боковой части полочки на участке кармана притачивают вторую часть подкладки кармана швом шириной 1,0-1,5 см, складывая детали лицевыми сторонами внутрь. Шов заутюживают в сторону подкладки кармана. Дальнейшую обработку кармана выполняют так же, как обработку кармана с отделочной строчкой по рельефному шву. Концы листочки настрачивают на полочку отделочной строчкой, ширина которой зависит от модели.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
