


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
d – диаметр дефекта;
h – глубина дефекта;
ll – длина дефекта, ориентированного вдоль шва;
lt – ширина дефекта;
L – расстояние между соседними дефектами;
t – толщина стенки листа;
ås - суммарная максимально допустимая площадь дефектов в продольном сечении шва (совокупности дефектов)
2.3.5 Ультразвуковой контроль
2.3.5.1 Качество сварных соединений по результатам ультразвукового контроля следующим признакам:
по максимальной допустимой эквивалентной площади дефекта, которая определяется путем измерения амплитуды эхо-сигнала (в % высоты экрана дефектоскопа) и сравнения ее со значением амплитуды эхо-сигнала от эталонного отражателя в стандартном образце предприятия;
по допустимому числу дефектов на оценочном участке сварного шва, которое определяется количеством дефектов на оценочном участке сварного шва, уровень амплитуды эхо-сигналов от которых превышает поисковый уровень чувствительности, но ниже браковочного уровня.
2.3.6.2 Cтыковые сварные соединения РВС считают не годными, если в них по результатам ультразвукового контроля обнаружены:
а) дефекты, амплитуда эхо - сигнала от которых на браковочном уровне чувствительности превышает амплитуду эхо - сигнала от зарубки в СОП;
б) дефекты, число которых на оценочном участке шва превышает максимально допустимое значение, представленное в таблице 7.
Таблица 7
Наименьшая толщина элемента конструкции в сварном соединении d, мм | Длина оценочного участка l, мм | Допустимое число дефектов на оценочном участке n, шт. |
Св. 6,0-10,0 | 20 | 1 |
Св. 10,0-20,0 | 25 | 2 |
Св. 20,0-32,0 | 30 | 3 |
ПРИЛОЖЕНИЕ I-1
Визуальный и измерительный контроль
1 Общие положения
Требования настоящего раздела распространяются на визуальный и измерительный контроль сварных соединений РВС при строительстве.
1.2 При визуальном контроле сварных швов РВС следует проверять:
отсутствие (наличие) поверхностных трещин всех видов и направлений;
отсутствие (наличие) на поверхности сварного шва дефектов: пор, включений, свищей, наплывов, усадочных раковин, подрезов, несплавлений и других несплошностей;
отсутствие (наличие) западаний между валиками, грубой чешуйчатости, прижогов металла, а также отсутствие поверхностных дефектов в местах зачистки;
наличие маркировки шва и правильность ее выполнения.
1.3 Измерительный контроль сварного соединения выполняется для проверки:
размеров поверхностных дефектов (пор, включений и др.), выявленных при визуальном контроле;
геометрических параметров сварного шва:
а) для стыковых швов - высота валика усиления, ширина валика усиления;
б) для нахлесточных швов - катеты шва;
в) для угловых швов - катеты шва.
высоты (глубины) углублений между валиками (западания межваликовые) и чешуйчатости поверхности шва;
подрезов основного металла;
несплавлений (непроваров) с наружной стороны шва.
1.4 Визуальный контроль сварных соединений должен выполняться до проведения неразрушающего контроля физическими методами.
1.5 При контроле угловых сварных соединений определяют катеты сварного шва. Определение высоты, выпуклости и вогнутости углового шва выполняется только в тех случаях, когда это требование заложено в ПТД. Измерение выпуклости и вогнутости производится с помощью специальных шаблонов, а определение высоты углового шва – расчетным путем.
1.6 Измерение глубины западаний между валиками при условии, что высоты валиков отличаются друг от друга, должно выполняться относительно валика, имеющего меньшую высоту. Аналогично определять и глубину чешуйчатости валика (по меньшей высоте двух соседних чешуек).
1.7 Выпуклость (вогнутость) стыкового шва оценивается по максимальной высоте (глубине) расположения поверхности шва от уровня расположения наружной свариваемой поверхности. В том случае, когда уровни поверхности деталей отличаются друг от друга, измерения следует проводить относительно уровня свариваемой поверхности, расположенной выше уровня другой свариваемой поверхности.
1.8 Выпуклость (вогнутость) углового шва оценивается по максимальной высоте (глубине) расположения поверхности шва от линии, соединяющей края поверхности шва в одном поперечном сечении.
1.9 Выпуклость (вогнутость) корня шва стыкового соединения оценивается по максимальной высоте (глубине) расположения поверхности корня шва от уровня расположения внутренних поверхностей.
2 Средства контроля
2.1 Для измерения характеристик поверхностных дефектов следует применять исправные, прошедшие метрологическую поверку, инструменты и приборы:
лупы измерительные;
штангенциркули с глубиномером;
штангенглубиномер;
универсальные шаблоны, типа УШС;
стальные измерительные линейки, рулетки;
образцы шероховатости (сравнения).
2.2 Измерительные приборы и инструменты, используемые при контроле, подлежат периодической метрологической поверке в установленном порядке
3 Подготовительные работы
3.1 Визуальный и измерительный контроль сварных соединений РВС выполняется непосредственно по месту монтажа. При выполнении работ необходимо обеспечить удобство подхода лиц, выполняющих контроль, к месту производства работ, создать условия для безопасного производства работ.
3.2 Освещенность контролируемых поверхностей должна быть достаточной для достоверного выявления дефектов и, в соответствии с требованиями РД , составлять не менее 350 Лк.
3.3 Подготовка объектов к визуальному и измерительному контролю проводится подразделениями предприятия (организации), выполняющими монтаж.
3.4 Перед проведением визуального и измерительного контроля поверхность в зоне контроля подлежит зачистке до чистого металла от продуктов коррозии, окалины, грязи, краски, масла, шлака, брызг металла и других загрязнений, препятствующих проведению контроля.
3.5 Зачистка поверхности зоны контроля производится металлическими щетками, напильниками, пневмопескоструйным инструментом.
3.6 Шероховатость контролируемой поверхности после зачистки должна быть не более Rz80.
4 Проведение контроля
4.1 Контроль сварных соединений проводится согласно настоящей инструкции.
4.2 Контроль проводится невооруженным глазом или с применением оптических приборов (смотровых луп с 4- 7 кратным увеличением, эндоскопов, зеркал и др.).
4.3 Контроль поверхности сварных швов с трещинами.
В случае визуального обнаружения трещин на поверхности сварного шва необходимо:
определить направление трещины (Рисунок I-1.1);
протяженность трещины;
координату трещины вдоль шва.
Местоположение дефекта вдоль шва измеряется в миллиметрах относительно точки начала отсчета. За начало отсчета принимается пересечение вертикального и горизонтального стыков. Стыки нумеруются по часовой стрелке, начиная от приемо-раздаточных патрубков.
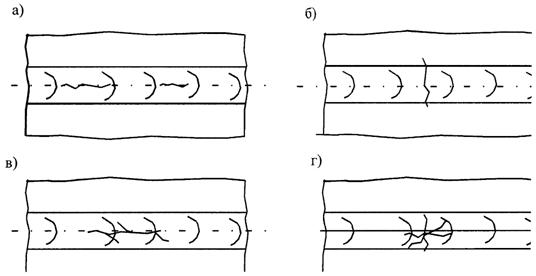
а) продольная трещина; б) поперечная трещина; в) разветвленная трещина;
г) радиальная трещина.
Рисунок I-1.1 - Вид трещин в сварном шве
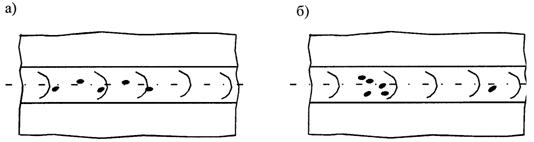
а) цепочка пор или включений;
б) скопление пор или включений и одиночная пора или включение.
Рисунок I-1.2 - Поры или включения на поверхности шва
4.4. При обнаружении на поверхности сварного шва пор, включений следует:
определить характер распределения дефектов (Рисунок I-1.2);
определить протяженность участка сварного шва с дефектом;
измерить координату дефекта вдоль шва.
4.5 При обнаружении на поверхности сварного шва свищей (Рис. I-1.3), наплывов (Рис. I-1.4а), усадочных раковин (Рис. I-1.4 б) необходимо:
определить протяженность участка сварного шва с дефектом;
измерить координату дефекта вдоль шва.
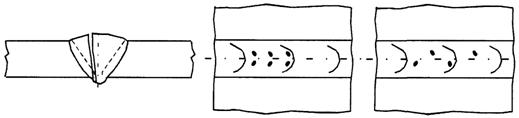
Рисунок I-1.3 - Свищ в сварном шве
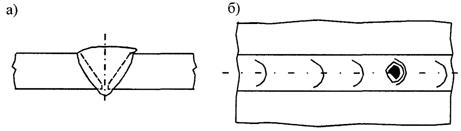
а) наплыв; б) усадочная раковина.
Рисунок I-1.4 - Дефекты на поверхности шва
4.6 После визуального контроля сварных швов необходимо проверить геометрические параметры сварного шва.
4.7 Требования к геометрическим параметрам сварных соединений РВС указаны в таблице 1.
4.8 При выявлении недопустимых геометрических размеров шва необходимо измерить длину участка с отклонением, определить его координату вдоль шва.
4.9 При обнаружении подрезов и несплавлений с наружной поверхности сварного шва измерить их глубину h, протяженность L и координату вдоль шва (Рисунок I-1.5).

Рисунок I-1.5 - Измеряемые параметры подреза и несплавления
4.10 Оценка качества сварных швов проводится в соответствии с требованиями, установленными разделом 2.3 настоящей Инструкции.
4.11 Результаты визуального и измерительного контроля поверхности сварных швов оформляются в виде заключения установленной формы (см. Приложение I-7).
К заключению должна быть приложена схема контролируемого сварного соединения с указанием на ней мест расположения выявленных дефектов.
ПРИЛОЖЕНИЕ I-2
Капиллярный контроль
1 Общие положения
1.1 Настоящий раздел инструкции определяет порядок проведения капиллярного контроля:
нахлесточных сварных соединений усиливающих листов люков и патрубков;
углового сварного соединения сопряжения стенки с днищем.
1.2 Капиллярный контроль выполняется для выявления дефектов, выходящих на поверхность: подрезов, непроваров, трещин, пор, раковин и других несплошностей.
1.3 Капиллярный контроль сварных соединений выполняется по 4 классу чувствительности по ГОСТ * и обеспечивает выявление дефектов с шириной раскрытия от 100 до 500 мкм (0,1 - 0,5 мм).
1.4 Капиллярный контроль проводится при температуре окружающего воздуха от -40 °C до +40 °C и относительной влажности воздуха от 40 % до 80 %. Температура контролируемой поверхности не должна превышать +40 °C. Дефектоскопические материалы, применяемые для капиллярного контроля должны обеспечивать гарантированное выявление недопустимых дефектов при температуре контроля.
1.5 Контроль капиллярным методом проводится после проведения визуального и измерительного контроля.
2 Требования к контролируемой поверхности
2.1 Контроль сварного шва необходимо проводить последовательно по участкам, протяженность контролируемого участка не должна превышать 1000 мм.
2.2 Площадь контролируемого участка не должна превышать 0,6-0,8 м2.
2.3 Шероховатость контролируемой поверхности должна быть не более Ra 3,2 (Rz 20). Допускается шероховатость поверхности Ra 6,3 (Rz 40) при условии отсутствия при контроле окрашенного фона.
2.4 На контролируемой поверхности не должно быть следов масел, пыли и других загрязнений.
2.5 Зона контроля для сварных швов включает в себя валик усиления и участок основного металла, примыкающий к шву. Протяженность контролируемого участка с обеих сторон шва равна толщине стыкуемых элементов.
3 Средства контроля
3.1 Для проведения контроля необходимы:
1) набор дефектоскопических материалов, включающий в себя:
индикаторный пенетрант;
очиститель объекта контроля от пенетранта;
проявитель индикаторного следа дефекта.
2) рабочий и арбитражный контрольные образцы для проверки чувствительности дефектоскопических материалов;
3) смотровые лупы 2-7 кратного увеличения;
4) лупы или оптические приборы с 20 кратным и более увеличением;
5) фен или другие устройства для подогрева воздуха;
6) измерительный инструмент для измерения протяженности обнаруженных дефектов.
3.2 Применяемые для контроля дефектоскопические материалы должны быть снабжены технической документацией (паспорт, техническое описание) и проверены перед употреблением на соответствие ГОСТу или ТУ.
3.3 Проверка пригодности дефектоскопических материалов проводится на контрольных образцах. Применяемые для проверки чувствительности дефектоскопических материалов контрольные образцы должны соответствовать ГОСТ *.
3.4 Дефектоскопические наборы и материалы должны храниться в соответствии с требованиями технических условий. Аэрозольные упаковки хранятся в вертикальном положении и в соответствии с указаниями в документации по их использованию.
3.5 Контрольные образцы должны быть аттестованы.
3.6 Контрольные образцы должны иметь дефекты типа трещин с раскрытиями, соответствующими требуемой чувствительности.
3.7 Для проверки чувствительности используются два контрольных образца: «рабочий» - для проверки материалов и «арбитражный», применяемый для контрольной проверки материалов в случае неудовлетворительных результатов, полученных на «рабочем» образце.
3.8 Каждый контрольный образец должен иметь паспорт с фотографией картины дефектов и указанием набора дефектоскопических материалов, с помощью которых производился контроль. Периодичность повторной аттестации контрольных образцов указывается в паспорте.
3.9 Очистка контрольных образцов после их использования проводится в соответствии с прилагаемой к образцам инструкцией. Возможна их очистка путем 5-6-часовой выдержки в ацетоне или промывкой в ацетоне в течение часа в ультразвуковой ванне в режиме кавитации, с последующей 15-минутной сушкой с подогревом до температуры 100-120 °C.
4 Подготовительные работы
Перед выполнением капиллярного контроля необходимо выполнить следующие действия.
4.1 Выполнить подготовку рабочего места для проведения контроля. Обеспечить доступ к контролируемому объекту, включая установку подмостков, установку переносных осветительных приборов и устройств подогрева воздуха.
4.2 Произвести проверку дефектоскопических материалов на их пригодность согласно п. п. 3.2, 3.3.
4.3 Подготовить поверхность к проведению капиллярного контроля. Для этого необходимо:
зачистить поверхность, подлежащую контролю, металлическими щетками от ржавчины, следов коррозии, загрязнений, брызг металла и др. Шероховатость поверхности после обработки должна соответствовать п. 2.3.
обезжирить зачищенную поверхность органическими растворами (бензином, ацетоном) с целью удаления следов масел, смазок и других загрязнений с последующей протиркой чистой сухой безворсовой х/б тканью;
при контроле в условиях низких температур от –30 °C до +8 °C контролируемую поверхность следует обезжирить бензином, затем осушить спиртом;
при появлении отпотевания, поверхность необходимо осушить чистой ветошью или теплым воздухом;
промежуток времени между окончанием подготовки поверхности к контролю и нанесением индикаторного пенетранта не должен превышать 30 минут. В течение этого времени должна быть исключена возможность конденсации атмосферной влаги на контролируемой поверхности, а также попадания на нее различных загрязнений;
проведение последующих операций контроля обезжиренных объектов допускается только в х/б или резиновых перчатках с использованием респиратора. Не допускается на всех стадиях контроля использование замасленных или загрязненных перчаток.
5 Проведение контроля
5.1 Нанесение индикаторного пенетранта
С помощью аэрозольного баллона нанести пенетрант на подготовленную к контролю поверхность и выдержать на поверхности не менее 5 мин, не допуская его высыхания. Время контакта пенетранта с поверхностью зависит от используемого пенетранта и определяется технической документацией на пенетрант.
5.2 Удаление индикаторного пенетранта
Влажной или сухой салфеткой, х/б тканью протереть контролируемую поверхность. Распыляя очиститель из аэрозольного баллона, удалить пенетрант. Интенсивность удаления пенетранта должна быть минимальной, чтобы исключить вымывание пенетранта из несплошностей. Общее время удаления пенетранта с поверхности и до нанесения проявителя не должно превышать 5-10 минут (если в инструкции по применению аэрозольного набора не указано другое время). Полнота удаления индикаторного пенетранта определяется визуально до полного отсутствия окрашенного фона (при протирке поверхности белой чистой ветошью, на ней отсутствуют окрашенные следы пенетранта).
5.3 Проявление и сушка
Используя аэрозольный баллон, нанести проявитель на контролируемую поверхность тонким слоем. Подтеки и наплывы проявителя недопустимы. Сушку проявителя следует проводить за счет естественного испарения или подогретым воздухом с температурой 60 ±10 °C. При контроле в условиях низких температур для сушки дополнительно могут быть применены отражательные электронагреватели.
5.4 Осмотр контролируемой поверхности
Осмотр контролируемой поверхности проводится через 20 минут после высыхания проявителя. При осмотре допускается использовать лупу и вспомогательные устройства. Обнаружение дефекта проводится по яркому цветному индикаторному следу, образующемуся на белом фоне проявителя. Контроль проводится визуально при естественном или искусственном освещении. Освещенность должна соответствовать требованиям ГОСТ * и составлять не менее 350 Лк.
6. Идентификация выявленных дефектов контролируемого объекта
6.1 Идентификация дефектов при капиллярном контроле может проводиться как по индикаторным следам, так и по фактическим характеристикам выявленных несплошностей после удаления проявителя в зоне зафиксированных индикаторных следов.
6.2 Оценка качества сварного шва и основного металла проводится в соответствии с требованиями, установленными разделом 2.3 настоящей Инструкции.
6.3 Результаты контроля должны фиксироваться в заключении. К заключению должна быть приложена схема проконтролированного соединения с указанием на ней мест расположения выявленных дефектов. Форма заключения приведена в Приложении I-7.
Примечания:
1) При капиллярном контроле существует вероятность возникновения ложных индикаторных следов, которые могут быть ошибочно идентифицированы как фактические дефекты. Причиной их возникновения могут служить:
- незначительные повреждения поверхности объекта – дефекты с размерами менее нормируемых (риски, заусенцы, особенно смятые), скопления (цепочки) забоин, следы коррозии;
- изменения микрорельефа и формы контролируемой поверхности, обусловленные особенностями их конструкции или технологией изготовления, наплывы в сварных швах, уступы при величине западаний между смежными валиками > 1 мм, следы протяжек и др.;
- загрязнения поверхности – следы покрытий, окрашенные волокна ворсистой ветоши; следы высохшей проникающей жидкости при плохой промывке поверхности от пенетранта, следы от соприкосновения с обезжиренной поверхностью пальцев рук или загрязненных перчаток.
2) При выявлении мест с ложными следами, индикаторный след удаляется и проводится визуальный осмотр поверхности с применением лупы.
3) В сомнительных случаях следует провести контроль повторно.
6.4 Обнаруженные в результате контроля недопустимые дефекты необходимо отметить на поверхности проконтролированного участка специальными цветными карандашами, мелом и т. п.
ПРИЛОЖЕНИЕ I-3
Радиографический контроль
1 Общие положения
Настоящий раздел инструкции определяет технологию радиографического контроля сварных соединений при строительстве РВС объемом от 5 до 50 тыс. м3.
Технология определяет порядок действий радиационного контроля вертикальных, горизонтальных сварных соединений стенки РВС.
2. Средства радиационного контроля
2.1 Требования к средствам радиационного контроля.
2.1.1 При радиационном контроле следует использовать источники ионизирующих излучений, предусмотренные ГОСТ . Энергия источников гамма-излучения, анодное напряжение на рентгеновской трубке выбираются в зависимости от толщины металла просвечиваемых изделий и типа применяемой рентгенографической пленки таким образом, чтобы была обеспечена требуемая чувствительность контроля, производительность работ и радиационная безопасность всего обслуживающего персонала.
2.1.2 Области применения радиационного метода контроля с использованием рентгеновских аппаратов непрерывного действия и закрытых радиоактивных источников излучения представлены в таблице I-3.1.
2.2 Требования к рентгенографическим пленкам и усиливающим экранам.
2.2.1 Коэффициент усиления металлических усиливающих экранов при равен 2 (при просвечивании изотопами) и равен 2,7 (при использовании рентгеновского излучения).
Таблица I-3.1 – Мощность рентгеновских аппаратов и тип источника излучения
Толщина просвечиваемой стали (железа), мм | Рентгеновские аппараты непрерывного действия (U), кВ | Рентгеновские аппараты импульсного действия (U), кВ | Закрытые радиоактивные источники излучения |
1-20 | 70-170 | 200-250 | Tm 170; Se 73.3 |
5-80 | 120-300 | Не применяются | Ir 192 |
10-120 | Не применяются | Не применяются | Cs 137 |
30-200 | Не применяются | Не применяются | Co 3.40 |
2.2.2 При использовании металлических усиливающих экранов должен обеспечиваться контакт между пленкой и экранами.
2.2.3 Для определения чувствительности радиационного контроля следует использовать проволочные, канавочные или пластинчатые эталоны чувствительности по ГОСТ 7512-82.
2.2.4 В соответствии с требованиями технической документации на конкретный объект, чувствительность контроля определяется в мм или процентах. Чувствительность контроля (К) в мм – это минимальный диаметр проволочки или отверстия или минимальная глубина канавки (dmin), видимые на рентгенографическом снимке изображений эталонов чувствительности соответственно проволочного, пластинчатого или канавочного. Чувствительность контроля (К) в % определяют по формуле (2.1):
![]() %, (2.1)
%, (2.1)
при использовании проволочных эталонов чувствительности:
К¢ = dmin, (2.2)
при использовании канавочных или пластинчатых эталонов чувствительности:
К¢ = hmin,
где: К | - чувствительность, мм; |
S | - контролируемая толщина, мм. |
dmin | - диаметр наименьшей видимой на снимке проволоки проволочного эталона, мм. |
dmin | - глубина наименьшей видимой на снимке канавки канавочного эталона, мм. |
2.2.5 Для нумерации сварного соединения (номер стыка, номер пленки, клейма сварщиков и др.) при радиационном контроле необходимо использовать маркировочные знаки, изготовленные из свинца, обеспечивающего получение их четких изображений на радиографических снимках.
3 Подготовительные работы
3.1 Выполнить подготовку рабочего места для проведения контроля. Обеспечить доступ к контролируемому сварному соединению. При необходимости установить подмости.
3.2 Перед выполнением радиографического контроля необходимо очистить сварные швы и околошовную зону от шлака, масла, земли, других загрязнений.
3.3 Разметить сварной шов на участки, соответствующие размеру снимка. Разметку выполняют несмывающейся быстросохнущей краской. Задают начало и направление нумерации для определенной последовательности каждого снимка, с целью привязки изображения сварного шва к его местоположению по длине стыка.
3.4 Для привязки снимков к сварному соединению системой свинцовых маркировочных знаков, установленных на стыке (на участке сварного стыка), обозначают:
направление укладки кассет;
номер пленки;
шифр (характеристика) объекта;
номер стыка;
шифр (клеймо сварщика или бригады).
4. Проведение контроля
4.1 Просвечивание стыковых сварных швов окраечных листов днища с клиновидным зазором, вертикальных и горизонтальных стыковых сварных соединений 1-3 поясов стенки РВС выполняется по схеме, представленной на рисунке I-3.1.
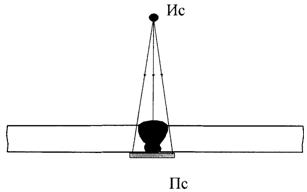
Рис. I-3.1. Схема просвечивания сварного соединения
4.2 Чувствительность радиационного контроля, в соответствии с требованиями РД 16.01-60.30.00-КТН., устанавливается по III-му классу чувствительности по ГОСТ 7512-82 и не должна превышать значений, приведенных в таблице I-3.2/
Таблица I-3.2 Требования к чувствительности радиационного контроля
Толщина стенки, мм | До 5 | Свыше 5 до 9 вкл. | Свыше 9 до 12 вкл. | Свыше 12 до 20 вкл. | Свыше 20 до 30 вкл. | Свыше 30 до 40 вкл. |
Требуемая чувствительность, мм | 0,20 | 0,30 | 0,40 | 0,50 | 0,60 | 0,75 |
4.3 Основными параметрами просвечивания по схеме, представленной на рис. 1, являются:
фокусное расстояние F =1,0 м;
минимальное расстояние от источника излучения до поверхности контролируемого сварного соединения f = F;
количество экспозиций ![]() , w - полная длина сварного соединения, l £ 1,0 м;
, w - полная длина сварного соединения, l £ 1,0 м;
фактор экспозиции (время просвечивания)*
* Примечание. Определяется по номограммам справочного характера или по номограммам, поставляемым основными производителями радиографических пленок («Агфа-Геверт», «Кодак» и др.) вместе с поставкой пленки.
4.4 На участке сварного соединения, подлежащего контролю, установить эталоны чувствительности так, чтобы на снимке было полное изображение эталона.
4.5 Проволочные эталоны устанавливаются непосредственно на сварной шов с направлением проволок поперек шва; канавочные эталоны чувствительности устанавливают вдоль шва.
4.6 При просвечивании разнотолщинного сварного соединения канавочный и проволочный эталоны чувствительности устанавливают на участок стыкуемого элемента (листа) с большей толщиной стенки.
4.7 При контроле разнотолщинных сварных соединений, в соответствии с ГОСТ 7512-82, суммарная разностенность толщин, просвечиваемых за одну экспозицию, не должна превышать для снимков оптической плотностью 1,5 - 3,0 е. о.п. следующих величин:
5,5 мм - при напряжении на рентгеновской трубке 200 кВ;
7,0 мм - при напряжении на рентгеновской трубке 260 кВ;
14,0 мм - при напряжении на рентгеновской трубке 300 кВ;
15,0 мм - при напряжении на рентгеновской трубке 400 кВ;
16,0 мм - при напряжении на рентгеновской трубке 600 кВ;
10,0 мм - при использовании изотопа селен -75;
15,0 мм - при использовании изотопа иридий-192;
17,0 мм - при использовании изотопа цезий-137;
4.8 При наличии оборудования для просмотра рентгенографических снимков, имеющих потемнение 4,0 е. о.п. и более, суммарная разностенность не должна превышать:
7,5 мм - при напряжении на рентгеновской трубке 200 кВ;
9,0 мм - при напряжении на рентгеновской трубке 260 кВ;
17,0 мм - при напряжении на рентгеновской трубке 300 кВ;
20,0 мм - при напряжении на рентгеновской трубке 400 кВ;
21,0 мм - при напряжении на рентгеновской трубке 600 кВ;
12,0 мм - при использовании изотопа селен -75;
20,0 мм - при использовании изотопа иридий-192;
22,0 мм - при использовании изотопа цезий-137.
4.9 Разместить радиографическую пленку на подлежащем контролю участке.
4.10 Размеры рентгеновской пленки должны обеспечить получение изображения размеченного участка, включая маркировочные знаки и эталоны чувствительности, поэтому ширина пленки H и ее длина L должны быть не менее чем на 20 % больше ширины h и длины l контролируемого участка.
При контроле пересечений швов рентгеновские пленки должны размещаться Т-образно - по две пленки на каждое пересечение швов, при этом должен быть обеспечен контроль примыкающих участков горизонтальных и вертикальных швов не менее 120 мм в каждую сторону.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 |
