


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
определить местоположение* (координаты) дефекта на поверхности стенки РВС.
4.7.4 Оценку обнаруженных дефектов выполнить согласно браковочным критериям, представленным в разделе 3.3 «Нормы дефектности »).
5 Контроль отремонтированных участков основного металла элементов конструкций РВС с применением прямых раздельно-совмещенных ПЭП
5.1 Контроль участков основного металла элементов конструкции РВС, после ремонта локальных коррозионных повреждений, проводится с применением прямого раздельно–совмещенного пьезоэлектрического преобразователя (РС ПЭП) на частоте 5,0 МГц.
5.2 Контроль проводится по зашлифованной заподлицо с основным металлом поверхности отремонтированного участка
5.3 Перед проведением контроля следует выполнить подготовку контролируемого участка:
обеспечить доступ к отремонтированному участку для беспрепятственного сканирования;
контролируемый участок необходимо тщательно очистить от грязи, ржавчины, отложений. Поверхность участка очищается металлическими щетками, после чего необходимо зачистить наждачной бумагой № 3 и № 4;
чистота обработки подготовленной поверхности должна быть не хуже Ra 6,3 (Rz 40). Размеры зоны зачистки должны превышать размеры зоны отремонтированного участка на 20 мм по всему периметру. Чистота поверхности: Rz = 40 мкм;
отметить маркером контур зоны контроля (Рисунок II-3.5.).
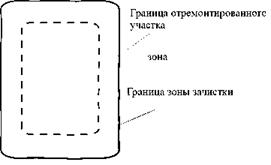
Рисунок II-3.5. Схема зачистки зоны контроля
5.4 Произвести настройку ультразвукового дефектоскопа.
Настройка предусматривает:
настройку диапазона развертки;
настройку глубиномера;
настройку положения строб-импульса;
настройку чувствительности.
5.5 Настройку диапазона развертки экрана и глубиномера следует производить по СОП, (см. рисунок II-4.2 Приложение II-4). Настройку произведем на примере СОП с толщиной стенки 10 мм.
5.6 Настройку диапазона развертки выполнить следующим образом:
а) нанести на поверхность СОП контактную жидкость и установить РС ПЭП на поверхность СОП;
б) получить в СОП последовательность эхо-сигналов от противоположной поверхности (донные сигналы);
в) установить коэффициент усиления дефектоскопа так, чтобы уровень первого донного эхо-сигнала составлял 80 % от полной высоты экрана;
г) используя параметр “задержка развертки”, совместить вершину первого донного сигнала с четвертым делением экрана дефектоскопа;
д) используя параметр “длительность развертки”, совместить вершину второго донного сигнала с восьмым делением экрана дефектоскопа;
е) повторять действия пунктов в) и г) до тех пор, пока оба сигнала не совместятся с нужными делениями экрана (Рисунок II-3.6.).

Рисунок II-3.6 Настройка диапазона развертки
5.7 Выполнить настройку глубиномера в соответствии с Инструкцией по эксплуатации дефектоскопа.
5.8 Настройка положения строб-импульса.
а) Получить в СОП серию донных сигналов.
б) Установить на экране дефектоскопа строб–импульс таким образом, чтобы его начало соответствовало 2 мм шкалы экрана, конец не доходил 1-2 мм до переднего фронта первого донного сигнала, а уровень составлял бы 40 % высоты экрана ( Рисунок II-3.7.).
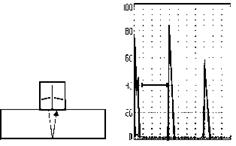
Рисунок II-3.7 Настройка положения строб-импульсов
5.9 Настройку чувствительности (браковочного уровня) производят по эхо-сигналу от отверстия с плоским дном Æ3,0 мм в СОП (Рисунок II-4.2 Приложение II-4), расположенным на глубине равной 0,5·d, где d - толщина СОП.
Настройку чувствительности выполняют в следующей последовательности:
а) Нанести слой контактной жидкости на поверхность СОП;
в) Установить РС ПЭП на поверхность СОП, получить максимальный эхо-сигнал от отверстия с плоским дном Æ 3,0 мм;
г) Используя параметр “усиления” дефектоскопа, установить уровень амплитуды эхо-сигнала равным 80 % высоты экрана (Рисунок II-3.8.). Уровень поисковой чувствительности отличается от браковочного в два раза (- 6 dB) и составляет 40 % от полной высоты экрана.
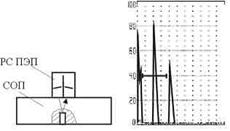
Рисунок II-3.8 Настройка чувствительности
5.10 Проведение контроля
а) Прозвучивание подлежащих контролю участков стенки РВС осуществлять путем продольно-поперечного перемещения ПЭП в пределах размеченной контролируемой зоны. При этом производится возвратно-поступательное движение РС ПЭП (Рисунок II-3.9.). Скорость сканирования должна быть не более 50 мм/с, при шаге сканирования не более половины диаметра РС ПЭ;
б) При сканировании необходимо плотно прижимать РС ПЭП к контролируемой поверхности, для обеспечения постоянного и надежного акустического контакта. Качество акустического контакта необходимо проверять по наличию и амплитуде донного сигнала на экране дефектоскопа;
в) Признаком обнаружения дефекта служит появление эхо-сигнала в пределах строб-импульса, уровень амплитуды которого равен или превышает поисковый.
При обнаружении дефекта следует:
оценить уровень амплитуды отраженного сигнала от дефекта;
измерить по индикатору дефектоскопа расстояние от РС ПЭП до дефекта (глубину залегания);
определить местоположение (координаты) дефекта.
г) Оценка обнаруженных дефектов выполняется согласно браковочным критериям, представленным в раздел 3.3 «Нормы дефектности».
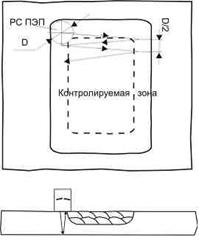
Рисунок II-3.9 Схема контроля
6 Оформление результатов контроля
6.1 Результаты ультразвукового контроля отремонтированного участка основного металла элементов конструкций РВС оформляются в виде заключения установленной формы (см. Приложение II-5).
К заключению должна быть приложена схема контролируемого участка, с указанием на ней мест расположения выявленных дефектов.
ПРИЛОЖЕНИЕ II-4
Радиографический контроль
1 Общие положения
Настоящий раздел инструкции определяет технологию радиографического контроля стыковых сварных соединений стенки РВС объемом от 5 до 50 тыс. м3 после ремонта.
Радиографический контроль стыковых сварных соединений стенки РВС выполняется аналогично процедуре радиографического контроля изложенной в Инструкции по технологии неразрушающему контролю сварных соединений при строительстве РВС (см. Приложение I-3).
Оценка качества отремонтированных сварных соединений стенки РВС выполняется в соответствии с требованиями, установленными разделом 3.3 настоящей Инструкции.
Результаты контроля фиксируют в сварочном журнале и оформляют в виде заключений установленной формы (см. Приложение I-5).
Приложение II-5
Требования к стандартным образцам предприятия для настройки ультразвукового дефектоскопа при контроле участков стенки РВС после ремонта локальных коррозионных повреждений
1.1 Для настройки дефектоскопа, перед проведением контроля участков стенки РВС и оценки измеряемых характеристик дефектов, следует применять стандартные образцы предприятия (СОП) с искусственными отражателями по ГОСТ .
1.2 Общие требования к СОП
1.2.1 СОП должны быть изготовлены того же типоразмера (толщины), что и контролируемое сварные соединения. Материал (марка стали), из которого изготавливают СОП, должен быть идентичен металлургическому типу и прочностному классу стали контролируемого соединения.
1.2.2 В металле, из которого изготавливают СОП, не должно быть естественных дефектов. При этом уровень амплитуд эхо-сигналов от естественных отражателей в материале СОП не превышает уровня, лежащего на 12 db ниже уровня амплитуды эхо-сигнала от эталонного отражателя с эквивалентной площадью 2 мм2.
1.2.3 На рабочих поверхностях СОП, т. е. на поверхностях, по которым будут перемещаться ПЭП, не должно быть отслаивающейся окалины, забоин, вмятин, трещин и других поверхностных дефектов.
1.2.4 СОП должны быть аттестованы в установленном порядке.
1.3 Эскизы СОП приведены на рисунках II-4.1.II-4.2 настоящей Инструкции.
1.4 Длина СОП (L), в зависимости от его толщины d, представлена в Таблице II-4.1
Длина СОП в зависимости от его толщины
Таблица II-4.1
Толщина СОП d, мм | Длина СОП L, мм |
6,0 ¸ 19,9 | 140 |
20,0 ¸ 24,9 | 160 |
25,0 ¸ 32,0 | 180 |
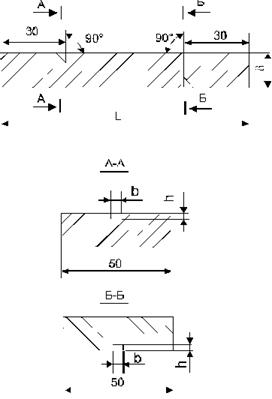
Рисунок II-4.1 СОП с уголковым отражателем для настройки ультразвукового дефектоскопа при контроле с совмещенным наклонным ПЭП
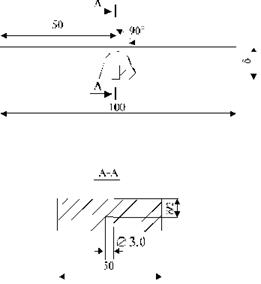
Рисунок II-4.2 СОП с отражателем в виде отверстия с плоским дном для настройки ультразвукового дефектоскопа при контроле с раздельно-совмещенным ПЭП
ПРИЛОЖЕНИЕ II-6
Форма заключений о качестве сварных соединений при ремонте
II-6.1 Заключение по результатам визуального и измерительного контроля
Наименование лабораторий НК | Наименование объекта: Подрядчик: Заказчик: |
ЗАКЛЮЧЕНИЕ № _________
от ____________ 200____ года
по контролю качества сварных соединений визуальным и измерительным методом
Толщина стенки листа: | Тип стали: | Тип сварного соединения: | ||
Средства контроля: | Нормативный документ: | |||
№ стыка | Клеймо сварщика | Описание дефектов | Оценка качества стыка | |
Контроль провел | Ф. И.О. | Уровень квалификации, № удостоверения | Подпись | Дата |
Заключение выдал | Ф. И.О. | Уровень квалификации, № удостоверения | Подпись, печать | Дата |
II-6.2 Заключение по результатам капиллярного контроля
Наименование лабораторий НК | Наименование объекта: Подрядчик: Заказчик: |
ЗАКЛЮЧЕНИЕ № _________
от _____________ 200___ года
по контролю качества сварных соединений капиллярным методом
Толщина стенки листа: | Тип стали: | Тип сварного соединения: | |
Очиститель: Пенетрант: Проявитель: | Нормативный документ: | Класс чувствительности: | |
№ стыка | Клеймо сварщика | Описание дефектов | Оценка качества стыка |
Контроль провел | Ф. И.О. | Уровень квалификации, № удостоверения | Подпись | Дата |
Заключение выдал | Ф. И.О. | Уровень квалификации, № удостоверения | Подпись, печать | Дата |
II-6.3 Заключение по результатам радиационного контроля
Наименование лабораторий НК | Наименование объекта: Подрядчик: Заказчик: |
ЗАКЛЮЧЕНИЕ № _________
от _________________ 200 года
по контролю качества сварных соединений радиографическим методом
Толщина стенки листа: | Тип стали: | Тип сварного соединения: | ||
Тип источника излучения: | Нормативный документ: | Чувствительность снимка в % (мм), величина е. о.п. | ||
№ стыка | № снимка | Клеймо сварщика | Описание дефектов | Оценка качества стыка |
Контроль провел | Ф. И.О. | Уровень квалификации, № удостоверения | Подпись | Дата |
Заключение выдал | Ф. И.О. | Уровень квалификации, № удостоверения | Подпись, печать | Дата |
II-6.4 Заключение по результатам ультразвукового контроля
Наименование лабораторий НК | Наименование объекта: Подрядчик: Заказчик: |
ЗАКЛЮЧЕНИЕ № ___________
от ______________ 200____ года
по контролю качества сварных соединений ультразвуковым методом
Толщина стенки листа: | Тип стали: | Тип сварного соединения: | |
Тип дефектоскопа: Рабочая частота: | Нормативный документ: Тип контактной жидкости: | Угол ввода: Чувств. по уголковому отражателю: | |
№ стыка | Клеймо сварщика | Описание дефектов | Оценка качества стыка |
Контроль провел | Ф. И.О. | Уровень квалификации, № удостоверения | Подпись | Дата |
Заключение выдал | Ф. И.О. | Уровень квалификации, № удостоверения | Подпись, печать | Дата |
II-6.5 Заключение по результатам контроля герметичности
Наименование лабораторий НК | Наименование объекта: Подрядчик: Заказчик: |
ЗАКЛЮЧЕНИЕ № ____________
от _______________ 200____ года
по контролю качества сварных соединений методом течеискания
Толщина стенки листа: | Тип стали: | Тип сварного соединения: | |
Тип течеискателя: Тип пенного индикатора: | Нормативный документ: | ||
№ стыка | Клеймо сварщика | Описание дефектов | Оценка качества стыка |
Контроль провел | Ф. И.О. | Уровень квалификации, № удостоверения | Подпись | Дата |
Заключение выдал | Ф. И.О. | Уровень квалификации, № удостоверения | Подпись, печать | Дата |
Приложение II-7

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 |
