

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
На рис. 3 показана степень влияния колебаний параметров на повышение скорости коррозии. Кривые построены по справочным данным методом статистического моделирования на ЭВМ нормально распределенных отклонений значений двух технологических параметров (концентрации азотной кислоты и ее температуры) относительно номинальных значений (концентрации 60%, температуры 60ºС), соответствующих реальным условиям эксплуатации сепаратора, выполненного из стали Х18Н10Т. Как видно из рис.3, при среднеквадратических отклонениях температуры 20ºС и концентрации 10% средняя скорость коррозии повышается в 2,6 раза.
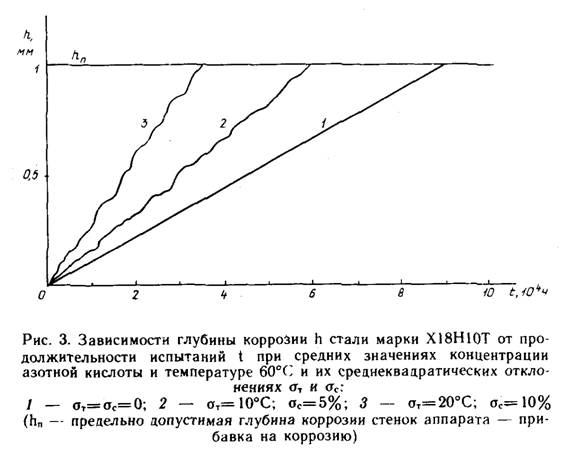
по отношению к скорости коррозии, определенной при постоянных значениях параметров. Поэтому при разработке изделий и определении величины прибавки на коррозию необходимо оценивать величину дисперсии основных технологических параметров среды (температуры, концентрации агрессивных компонентов) и рассчитывать ожидаемую скорость коррозии с учетом возможных отклонений параметров.
При эксплуатации оборудования оценку его ресурса можно выполнять двумя методами.
Первый метод основан на использовании коррозиметров типа МЛ1В или образцов, устанавливаемых в аппарате. В ходе эксплуатации аппарата периодически, через некоторые интервалы времени Δt снимают показания коррозиметров, датчики которых устанавливают на участках, подвергающихся наибольшей коррозии. Скорости коррозии ξi определяют по разности измерений глубин коррозии Δh, выполненных в i-й и (i-1)-й моменты времени
Δh = hi - hi-1 ; ξi = Δh / Δt.
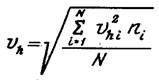
По результатам этих измерений (N > определяют среднюю скорость коррозии ξˉ и ее коэффициент вариации υ (см. формулы (2) и (3). По полученным данным и по величине предельно допустимой коррозии Нп рассчитывают ожидаемый средний τˉ и гамма-процентный τγ, ресурс (срок службы) оборудования по формулам диффузионного монотонного распределения
где υт - коэффициент вариации ресурса, определяемый по формуле
![]()
uγ - квантиль нормального распределения, соответствующая вероятности γ.
ПрЙ планирс1вании наблюдений важно правильно выбрать интервал квантования измерений, т. е. интервалы времени между измерениями глубины коррозии. Минимальная величина интервала ограничивается величиной погрешности δ метода измерений и, как правило, должна быть такой, чтобы измеряемая разность глубины коррозии была не менее 3δ.
Так, например, при погрешности коррозиметра МЛ1В ±0,002 мм интервал квантования должен быть не менее 0,00б мм [49]. Использование для контроля коррозии образцов и весового метода измерения величины коррозионных потерь дает более точные результаты (примерно на порядок), т. е. позволяет сократить необходимую продолжительность испытаний (наблюдений), однако требует больших трудозатрат на измерения.
Скорость коррозии можно определять также и другими методами [34]: измерением поляризационного сопротивления, потенциала, импеданса и др. Преимуществом этих методов является их быстродействие, недостатками - косвенная оценка скорости коррозии через некоторые параметры, более сложная подготовка измерительной техники. При использовании этих методов возможно многократное сокращение длительности испытаний (наблюдений). Минимальная величина интервалов измерений в этом случае определяется радиусом корреляции процессов изменения параметров среды. Для многих нефтехимических производств эта величина находится в интервале ч. При прогнозировании надежности полный цикл наблюдений должен включать в себя период циклических колебаний параметров технологических процессов (суточных, межремонтных, сезонных и др.), если их величина существенна по сравнению со случайными колебаниями. При использовании быстродействующих методов количество измерений скорости коррозии следует выбирать равным, что позволит повысить точность оценки надежности оборудования.
Второй метод основан на использовании данных измерений технологических параметров. Метод может быть применен в тех случаях, когда известны и измеряются все основные факторы, от которых зависит скорость коррозии (температура, концентрации агрессивных компонентов). В этом случае информация, записанная на диаграммах штатными средствами,
контролирующими технологический процесс в аппарате, подвергается статистической обработке: определяются средние значения параметров и их дисперсия. Расчет средней скорости коррозии и показателей надежности оборудования может быть осуществлен с помощью метода статистических испытаний, приведенного выше. При использовании этого метода необходимо иметь графики или таблицы зависимостей скорости коррозии от значений параметров коррозионной среды. Данный метод может быть использован также при разработке нового оборудования. Неизвестные значения дисперсий технологических параметров могут быть приняты равными значениям дисперсий параметров аналогичных производств. С целью ускорения получения информации о дисперсии параметров технологического процесса по первому методу возможно использование испытуемых образцов из малостойких в исследуемой среде материалов. Для этого необходимо, чтобы зависимости скорости коррозии обоих материалов - малостойкого и из которого изготовлен аппарат - от технологических параметров были адекватными и могли быть выражены некоторым соотношением. В этом случае результаты испытаний образцов из малостойкого материала могут быть пересчитаны на основной материал и может быть обеспечена ускоренная оценка надежности оборудования по критерию коррозионной стойкости.
В выводах рассмотренной работы [48] констатируется, что использование предложенного подхода позволяет осуществлять оценку надежности оборудования, подвергающегося коррозии, в короткие сроки.
Учет дисперсии технологических параметров при разработке нового оборудования позволяет более обоснованно определять величину прибавки на коррозию и тем самым избежать излишнего расхода металла или преждевременного выхода из строя оборудования.
При эксплуатации оборудования можно добиться уменьшения скорости его коррозии, не изменяя средних значений технологических параметров, а лишь за счет уменьшения их дисперсии, т. е. повышения стабильности технологического процесса.
Рассмотренные принципы положены в основу отраслевой методики оценки надежности оборудования [17].
СОВРЕМЕННЫЕ МЕТОДЫ ПРОГНОЗИРОВАНИЯ
ЭКСПЛУАТАЦИОННОЙ НАДЕЖНОСТИ ОБОРУДОВАНИЯ
При длительной эксплуатации оборудования нефтехимических производств неизбежно возникают повреждения или нарушения работоспособности его элементов даже при отсутствии дефектов изготовления и соблюдении правил эксплуатации. Это обусловлено особенностями нефтехимических производств: высокой коррозионной активностью технологических сред, высокими температурой, давлением и скоростью технологических потоков, наличием переменных температурных деформаций и сложного напряженного состояния металла оборудования. Кроме того, даже при соблюдении технологической дисциплины при эксплуатации оборудования неизбежны колебания состава сырья и реагентов, в том числе содержания в них агрессивных компонентов; колебания регулируемых параметров (температуры, давления, расхода и др.), обусловленные запаздыванием регулирования; колебания внешних воздействий (напряжения электропитания, температуры и давления технологического пара, охлаждающей воды и др.). Воздействие указанных факторов в течение длительного времени вызывает повреждение металла, развитие микродефектов на поверхностях нагруженных элементов оборудования или отложение на них осадков, препятствующих протеканию технологического процесса. В некоторые моменты функционирования оборудования могут возникать такие сочетания параметров, которые нарушают его работоспособность, т. е. вызывают отказы.
Традиционные методы прогнозирования надежности оборудования основаны на анализе ретроспективной информации. Так, безотказность оборудования прогнозируют путем сбора информации и усреднения во времени частоты зафиксированных отказов. Прогнозирование долговечности (остаточного ресурса) осуществляют путем сравнения суммарной величины повреждений, возникших за длительный период эксплуатации, с предельно допустимой. Эти методы требуют длительных наблюдений за оборудованием при эксплуатации.
В работе [50] изложен подход к прогнозированию надежности оборудования, основанный на статистическом анализе величин возникающих повреждений или изменений эксплуатационных параметров оборудования, связанных с возникновением повреждений его элементов. Такой подход позволяет многократно сократить необходимую продолжительность наблюдений для прогнозирования надежности оборудования с заданной достоверностью.
Отказы нефтехимического оборудования обусловлены множеством причин. Для удобства анализа отказы можно разделить на три вида: механические, технологические и обусловленные ошибками (нарушениями) при эксплуатации, изготовлении или разработке оборудования.
К первому виду относят отказы, вызванные нарушением механической работоспособности оборудования вследствие изнашивания, коррозии, поломок деталей, нарушения формы элементов оборудования, возникновения недопустимых сопутствующих процессов -- вибрации, стука, утечки технологической среды, перегрева подшипников и др. Данный вид отказов характерен для всех изделий машиностроения.
К технологическим относят отказы, обусловленные нарушением хода технологического процесса, выполняемого на данном оборудовании, приводящего к выпуску некондиционного продукта или нарушению функционирования оборудования. Примерами таких отказов в химических производствах являются локальный перегрев сушильного аппарата, приводящий к налипанию на его поверхностях термолабильных продуктов (возникновение так называемого «козла»); закоксовывание труб в трубчатых печах; загрязнение фильтров и разделительных элементов в аппаратах мембранного разделения, приводящее к снижению их производительности; загрязнение катализатора в реакционных аппаратах, отложения на стенках и подвижных элементах машин [55] и др.
Доля отказов третьего вида определяется в основном уровнем технологической дисциплины и культуры производства на конкретном предприятии. В работе [50] этот вид отказов не анализируется.
Большая часть механических и технологических отказов (около 90%) проявляется постепенно в изменении одного или нескольких выходных параметров, поэтому их называют также параметрическими. Контролируемыми параметрами могут быть как непосредственно измеряемые величины повреждений (глубина коррозии стенок, износ детали), так и выходные параметры оборудования (производительность, коэффициент полезного действия, степень разделения, осветления, очистки) и другие количествен ные показатели качества продукта, параметры вибрации, шума, величина утечки среды через уплотнения и т. д.
Контролируя изменение этих параметров, можно по мере приближения их значений к предельно допустимым прогнозировать момент наступления следующего отказа. Некоторые методы прогнозирования по этому принципу стандартизованы. Например, ГОСТ [51] устанавливает правила оценки показателей качества и гарантированной наработки изделий, выходные параметры которых монотонно изменяются с увеличением наработки. Применение указанного ГОСТа ограничено необходимостью постоянства дисперсии измеряемого параметра, что при процессах деградации (изнашивания, коррозии) не всегда имеет место.
Поскольку многие параметры технического состояния оборудования (в частности, коррозионные повреждения) трудно поддаются непрерывному контролю, для оценки работоспособности прибегают к периодическим обследованиям оборудования, при которых выявляют и измеряют величины имеющихся повреждений, а затем сравнивают их с предельно допустимыми. Прогнозирование остаточного ресурса оборудования при этом традиционно осуществляют приближенно путем деления запаса толщины стенки на среднюю скорость коррозии (изнашивания) [3]. Разработаны также более точные методы [12, 18] оценки безотказности и долговечности оборудования при поверхностном разрушении его стенок, позволяющие прогнозировать ресурс оборудования с требуемой достоверностью. Повышение точности оценки при этом достигается за счет использования статистической информации о распределении величины повреждений по поверхности оборудования. Применение специальных статистических методов, в частности использование распределения экстремальных значений, позволяет при этом многократно уменьшить объем необходимых измерений без потери достоверности оценки [23].
По ряду причин указанный метод имеет ограниченное применение. В первую очередь это обусловлено необходимостью периодического обследования оборудования, что не всегда можно осуществить в условиях непрерывных производств, труднодоступностью некоторых элементов оборудования и др. С целью устранения ограничений в работе [48] предложены методы оценки надежности оборудования по критерию коррозионной стойкости, основанные на измерении скорости коррозии с помощью различных датчиков или через параметры технологической среды. При этом наблюдаемые колебания скорости коррозии во времени используют в качестве дополнительной информации для определения статистических параметров функции скорости коррозии. По определенным параметрам с помощью диффузионного распределения [52] вычисляют с требуемой достоверностью остаточный ресурс оборудования, соответствующий имеющемуся запасу толщины стенки оборудования.
Аналогичный подход может быть применен для прогнозирования надежности оборудования и по другим параметрическим отказам, обусловленным непостоянством технологического процесса. Для этого необходимо предварительно определить, какие технологические или механические параметры рассматриваемого оборудования характеризуют его работоспособное состояние, а также предельно допустимые значения этих параметров. Затем определяют вид зависимости каждого параметра от наработки и оценивают его дисперсию: если полученная дисперсия не превышает дисперсии метода измерений параметра, то применяют метод оценки, изложенный в ГОСТ [51]; если превышение существенно, то для прогнозирования надежности оборудования следует использовать диффузионное распределение [52].
Рассмотрим применение такого подхода на примере установки мембранного разделения, предназначенной для обессоливания сточных вод, Отказом установки является снижение ее производительности Q вследствие загрязнения мембран ниже минимально допустимой Qmin (рис.4). При традиционном методе для оценки средней наработки на отказ установки потребовалось бы наблюдение ее во время эксплуатации до наступления, по крайней мере, нескольких отказов. В соответствии с изложенным подходом
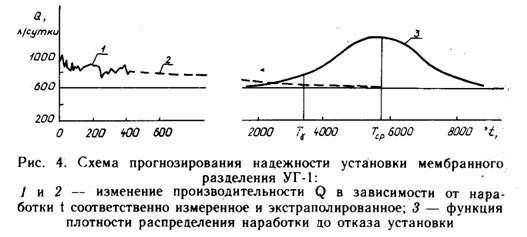
для оценки безотказности в ходе эксплуатации необходимо произвести через некоторые интервалы времени (наработки t)измерений производительности установки Q, осуществить оценку параметров зависимости Q(t) и определить дисперсию скорости изменения производительности. Далее по формулам диффузионного распределения, учитывая нелинейность зависимости Q(t), соответствующим преобразованием рассчитывают показатели безотказности: среднюю и гамма-процентную наработку до отказа. Очевидно, что необходимая суммарная продолжительность наблюдений в этом случае в несколько раз меньше, чем при традиционном подходе. Зависимость средней производительности мембран от наработки t выражается уравнением [53]
![]()
где Q0 - производительность в установившемся режиме эксплуатации, измеренная при наработке t0; b - показатель степени; с - коэффициент.
По результатам k измерений производительности в моменты времени ti оценивают (методом наименьших квадратов) показатель степени b и коэффициент с [54]. Затем определяют параметры диффузионного распределения: среднюю скорость изменения параметра 
Среднюю и гамма-процентную наработки до отказа вычисляют по формулам диффузионного немонотонного распределения [52], аналогичным формулам (16) и (17).
Расчет показателей надежности установки по данным, соответствующим приведенным на рис.4, дает следующие оценки: параметры распределения а = 1,8·10-4 1/ч; υ = 0,32; uγ=0,9 = 1,28. Показатели надежности при Qmin = 600 л/сутки: Тср = 5540 ч; Тγ=0,9 = 3336 ч.
Как видим, различие. между гамма-процентной (т. е. минимальной при доверительной вероятности γ) и средней наработкой до отказа достаточно велико и должно учитываться при назначении гарантийных обязательств.
При использовании указанного метода оценки надежности оборудования важно правильно выбрать интервал времени между измерениями параметров. В тех случаях, когда процесс изменения параметров предполагается стационарным, интервалы времени следует выбирать одинаковыми и равными или превышающими интервал корреляции между измеренными значениями параметра. При наличии записи (диаграммы) непрерывных измерений параметра рекомендуется следующий порядок определения интервала корреляции. Диаграмму по оси наработки делят на 100 или 200 равных участков, на границе каждого из которых определяют соответствующее наработке значение параметра. Затем по полученным данным определяют значение коэффициента автокорреляции: если его величина превышает 0,2 - 0,1, то интервал деления увеличивают и процедуру повторяют до получения необходимого результата.
Функция вероятности безотказной работы оборудования, имеющего N параметров, определяющих его безотказность, вычисляется по формуле
Применение предложенного в работе [50] статистического подхода при анализе изменений эксплуатационных параметров позволяет прогнозировать надежность оборудования нефтехимических производств по результатам непродолжительной эксплуатации, т. е. ускоренным методом. Статистический анализ эксплуатационных параметров дает дополнительные возможности для выявления причин низкой надежности оборудования и разработки эффективных мер по их устранению: стабилизации наиболее влияющих параметров, созданию повышенных запасов до предельного состояния по этим параметрам и др. Предварительный анализ стабильности (дисперсии) технологических параметров производств, для которых разрабатывается оборудование, позволяет создавать оборудование с гарантированными показателями надежности для конкретных условий.
Для контроля технологических параметров применяют штатные приборы или специальные средства технического диагностирования [46] . Вариацию скорости коррозии удобно определять с помощью непрерывно контролирующих приборов [58] с датчиками (зондами) поляризационного и электрического сопротивления. Эксплуатация в лабораторных и производственных условиях [59] показала, что данные приборы в определенных условиях (при отсутствии питтинговой коррозии, при надежности уплотнения) являются эффективным средством непрерывного контроля за коррозионным процессом.
Прогнозирование надежности оборудования
по результатам его обследования
Химическое и нефтяное оборудование при эксплуатации подвергается
многим видам разрушения, причем основным из них является коррозионное
разрушение. Для специалистов может быть полезен опыт применения ме-
тодик ]17, 18] оценки надежности оборудования, подвергающегося поверх-
ностному (коррозионно-эрозионному) разрушению, показанный в работе
[56] на примере барабанной сушилки типа БН-3,2-22 (рис. 5).
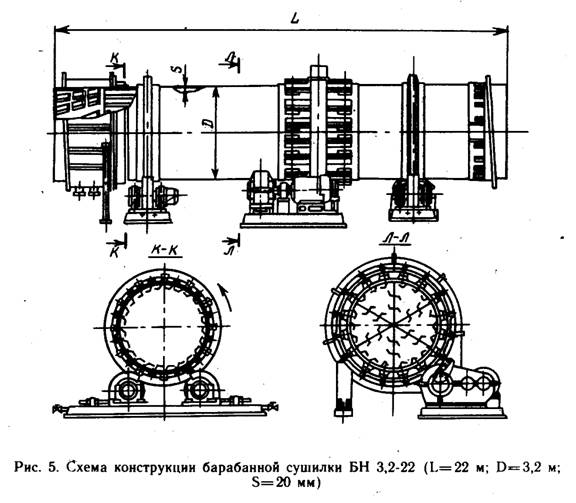
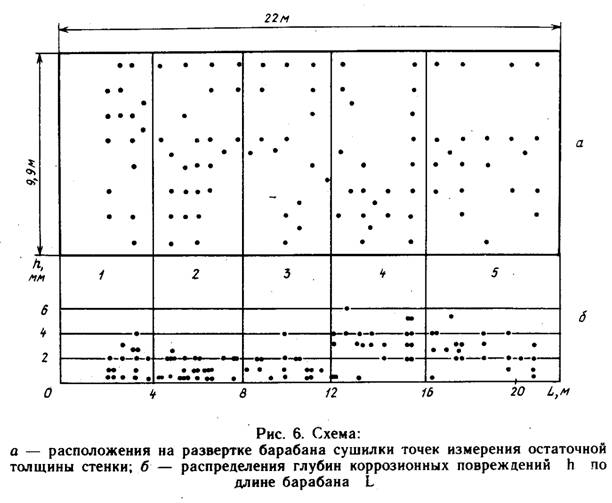
Сушилки данного типа, эксплуатирующиеся на Гайском горно-обогатительном комбинате в условиях сушки медного концентрата, подвергаются коррозионно-эрозионному изнашиванию. С целью выбора коррознонностойкого материала взамен применяющейся Ст. З для указанного типа сушилок НИИхиммашем выполнена научно-исследовательская работа, включавшая измерения остаточной толщины стенок барабана сушилки, эксплуатировавшегося более одного года. На рис. 6 показана схема расположения точек измерения остаточной толщины стенки на развертке обечайкн барабана и значения глубин коррозионно-эрозионного износа hi, нанесенные на координатную сетку: L – h (где L - расстояние от края обечайкн со стороны загрузки концентрата). Глубина hi, определялась по разности
δ0 - δi, (где δ0 - начальная толщина стенки барабана 20 мм). Остаточная толщина стенки определялась ультразвуковым толщиномером «Кварц-6».
Статистические характеристики глубин повреждений приведены в табл. 7 (где n - число измерений на участке; hˉ - среднее значение глубины; σ - среднее квадратическое отклонение; υh - коэффициент вариации).
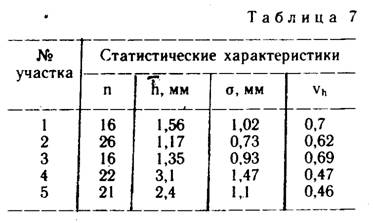
Расположение точек на рис.6 наглядно показывает неравномерность разрушения стенки как по окружности, так и по длине барабана. Эта неравномерность объясняется как стохастическими свойствами локальных систем «вектор параметров потока (температура и состав газа, скорость и концентрация частиц медного концентрата) - участок поверхности барабана», так и изменением физико-химического состава потока по длине барабана (за время движения происходит испарение влаги из медного концентрата до 3 – 7% и подкисление до рН Для выяснения значимости различий в глубине повреждений (коррозии, износа) стенок барабана на разных расстояниях от места загрузки концентрата поверхность развертки была разбита на пять смежных участков. Проверка осуществлялась по критерию Стьюдента (7).
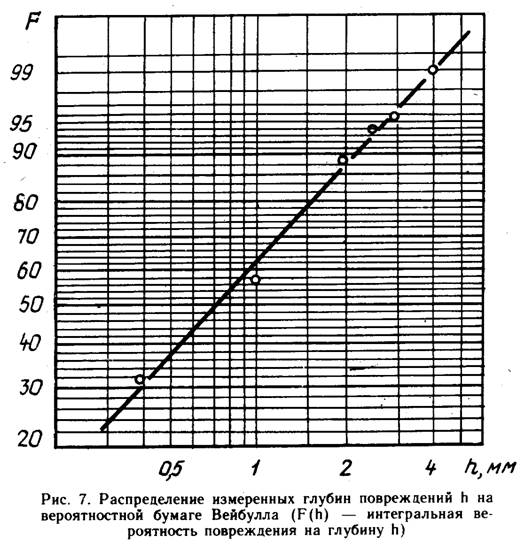
По результатам проверки данных рис.6 установлено, что на участках 1, 2 и 3 различия в глубине повреждений стенок не являются статистически значимыми и могут быть объединены в одну выборку. После объединения результаты измерений глубины повреждений были нанесены на вероятностную бумагу Вейбулла (рис.7). Расположение точек на одной прямой линии свидетельствует о соответствии полученного эмпирического распределения теоретическому распределению Вейбулла и о правомерности применения для прогнозирования ресурса данной сушилки методики [18]. На участках 4 и 5 различия в hˉ, оцененные по критерию (7), оказались существенными, поэтому расчет их остаточного ресурса в соответствии с рекомендациями методики [18] необходимо осуществлять отдельно. Для выполнения расчета по данной методике необходимо определить критерии предельного состояния оборудования и параметры распределения глубин повреждений, приведенные к моменту наступления предельного состояния.
Критерием предельного состояния барабана сушилки является уменьшение толщины стенки до 10 мм (исходная толщина 20 мм) на поверхности, составляющей от общей площади 5%, т. е. hп = 10 мм; β=0,05. Параметры распределения глубин повреждений определяются через приведенный коэффициент вариации по формуле (13), в которой υh , h берутся для участка, подверженного наибольшему разрушению. Точность оценки υh может быть значительно повышена за счет использования результатов измерения hi на других участках путем приведения υhi по формуле (13) к глубине hп .
Поскольку в методике [18] данный метод не приводится, поясним его несколько подробнее. Применение формулы (13) правомерно в тех случаях, когда механизм разрушения поверхности при увеличении средней глубины повреждений не изменяется, например, в случае оценки вариации глубин повреждений одной и той же поверхности при различной продолжительности испытаний. Если различные участки оборудования повреждаются неодинаково только из-за различия интенсивности повреждающего воздействия (в нашем случае из-за изменения рН по длине барабана), то при неизменности механизма разрушения вариация повреждений, обусловленная неоднородностью свойств изнашиваемой поверхности, должна зависеть лишь от глубины повреждений. Поэтому зависимость (13) в таких случаях должна быть справедливой и для различных участков поверхности оборудования.
Уточненная оценка коэффициента вариации глубины повреждений для рассматриваемого участка поверхности определится по формуле
где υhi - коэффициент вариации глубины на i-м участке поверхности; ni - число измерений глубины на i-м участке поверхности; N - число обследованных участков поверхности.
Величина коэффициента вариации для 4-го участка (участка наибольшего износа, см. рис.6) барабана, определенная с использованием зависимости (18), составила 0,44. Величина приведенного коэффициента вариации υп, определенного по формуле (13), составила 0,33. Значения параметров распределения Кв =0,897; в = f(υп) = 3,3 (в и Кв, определены по работе [18]). Расчетный средний ресурс барабана равен [18]

где c - средняя скорость коррозии; c = hˉ/τ = 3,1/1,13=2,74 мм/г.
Гарантированный (гамма-процентный) ресурс определяется по формуле
![]()
где uγ - квантиль нормального распределения, соответствующая уровню γ = 0,999; υт - коэффициент вариации ресурса
![]()
Фактический срок службы обследованных барабанных сушилок составил 2 года, что свидетельствует о верности расчета. Сравним полученные
результаты с результатами расчета традиционным методом. Ожидаемый
срок службы (ресурс) традиционно определяют по средней скорости коррозии
Тр = hп / с = 10 / 2,74 = 3,65 лет.
Минимальный (гарантированный) ресурс определяют по максимальной глубине hmax измеренных повреждений
Трγ = hп τ / hmax = 10· 1,13 / 6 = 1,38 лет
Видим, что расчеты традиционными методами дают значительно большую погрешность, чем по методике [18]. Низкий срок службы данных сушилок обусловлен несоответствием коррозионной стойкости Ст. З условиям эксплуатации. Результаты исследований [57] позволили рекомендовать более стойкие материалы для изготовления барабанов сушилок и их внутренних устройств - насадок, обеспечивающие повышение их ресурса в раз.
Как видно из вышеприведенных расчетов, величина коэффициента вариации глубины повреждений стенок барабана составляет значительную величину - 0,44. Результаты испытаний образцов материалов [57], устанавливавшихся на 1, 4 и 5-м участках в специальном приспособлении показали значительно меньшие значения коэффициентов вариации - до 0,16. Это объясняется большим влиянием на вариацию скорости коррозионно-эрозионного изнашивания стенок барабана конструктивно-технологических факторов: стохастичностью распределения потоков частиц медного концентрата, температур и механических напряжений как по длине, так и по окружности барабана, возникновением локальных участков поверхности, подвергающихся адгезии или другим воздействиям. Поэтому для получения адекватных результатов путем испытания образцов их следует размещать не в одной точке исследуемого участка оборудования, а распределять по поверхности участка. При отсутствии такой возможности необходимо оценивать вариацию путем осмотра и замеров повреждений на поверхностях эксплуатировавшегося оборудования.
Из результатов рассмотренной работы вытекают следующие выводы. Применение вероятностно-статистического подхода при прогнозировании надежность оборудования, изложенного в методике [18], позволяет определить остаточный ресурс оборудования более точно, чем традиционными методами. Достоверность и точность прогноза можно повысить, разбивая обследованные поверхности оборудования на участки в соответствии с их конструктивно-технологическими особенностями, сравнивая значимость различий величин повреждений на них по статистическим критериям и объединяя оценки вариации глубин повреждений на различных участках поверхности. При подборе более стойких материалов путем их эксплуатационных испытаний образцы в оборудовании следует размещать таким образом, чтобы в результатах испытаний отражалась вариация величин возникающих повреждений, обусловленная конструктивно-технологическими параметрами оборудования, что позволит более достоверно прогнозировать надежность вновь создаваемого оборудования.
Оценка достоверности результатов
выборочного контроля
толщины стенок аппаратов
По истечении назначенного срока службы аппараты химических производств подлежат техническому освидетельствованию, непременной частью которого является измерение остаточной толщины стенок аппаратов. Обычно при обследованиях толщину стенок измеряют с помощью портативных ультразвуковых толщиномеров типа «Кварц-6», «Кварц-15», УТ-93П и других приборов. С помощью приборов этого типа можно измерять толщину стенок с погрешностью до 0,1 - 0,2 мм. Важным вопросом при проведении измерений является определение необходимого и достаточного объема измерений, так как измерения являются достаточно трудоемкой операцией и провести сплошной контроль по всей поверхности аппаратов практически не представляется возможным. Кроме того, в работах [23, 12] показано, что и проведение сплошного контроля не дает 100%-ной достоверности оценки, тогда как применение выборочного контроля с применением методов теории вероятностей и математической статистики позволяет многократно уменьшить необходимый объем измерений при обеспечении заданной достоверности. Рассмотрим применение этих методов на примере работы [36], в которой проанализированы результаты измерения толщины стенок аппаратов, полученные при обследовании аппаратов на Казанском ПО «Оргсинтез», и даны рекомендации по определению минимально необходимого объема измерений для оценки их надежности с требуемой достоверностью.
Обследованное оборудование эксплуатируется в производствах полиэтилена, окиси этилена, фенол-ацетона и др. в течениеи более лет. В этих производствах в основном используется емкостная теплообменная и колонная аппаратура, выполненная без футеровки, имеющая теплоизоляцию и размещенная в большинстве случаев на открытых площадках. Обследование оборудования производилось с целью обеспечения его безопасной эксплуатации после отработанного нормативного ресурса. В соответствии с разработанной НИИхиммашем комплексной программой при обследовании проводили исследования коррозии, ультразвуковое измерение толщины стенок, дефектоскопию различными физическими методами, а также исследовали прочность аппаратов с учетом влияния условий эксплуатации, объема контроля качества сварных соединений и других факторов. На основании полученных результатов НИИхиммашем было выдано заключение о возможности дальнейшей эксплуатации аппаратов.
После осмотра каждого аппарата и определения характера коррозии проводили ультразвуковое измерение толщины вточках поверхности (в зависимости от результатов осмотра). Результаты измерений толщины стенок нескольких одинаковых аппаратов, эксплуатирующихся в одинаковых условиях, после проверки на однородность по критерию Фишера были объединены в общие выборки, что позволило получить статистические данные, достаточные для проверки полученных выборок по критериям согласия с теоретическими распределениями.
На рис. 8 приведены характерные гистограммы, построенные по результатам измерений толщины стенок двух видов аппаратов. Как видно из рис. 8, а, распределение толщины симметрично относительно выборочного среднего, что соответствует симметричному закону распределения, например, нормальному. Среднее квадратическое отклонение составляет 0,24 мм,
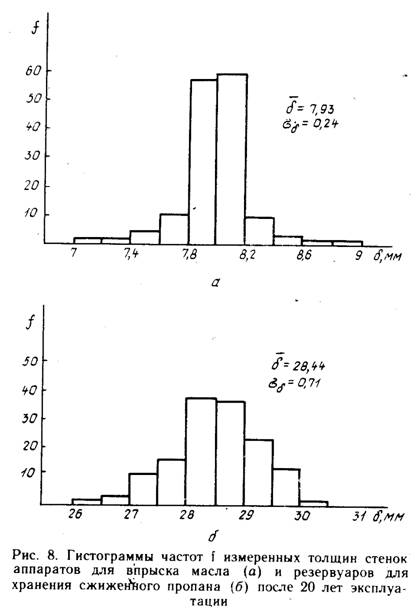
что соизмеримо с погрешностью измерительного прибора «Кварц-15» и допускаемыми отклонениями от номинального размера толщины металла проката.
На рис. 8, б распределение измеренных толщин несимметрично относительно математического ожидания. Среднее квадратическое отклонение (0,71 мм) значительно выше погрешности измерения и исходной дисперсии толщины листового проката металла. Таким образом, в данном случае статистический закон распределения толщин стенок аппаратов определяется поверхностным коррозионным разрушением металла. Этот вывод вытекает также из рассмотрения следующей формулы
![]()
где σδ - среднее квадратическое отклонение (СКО) измеренной толщины стенки аппарата; σo - СКО исходной толщины стенки аппарата (толщины проката); в соответствии с работой [36] σo = 0,1 - 0,3 мм; σи - СКО измерительного прибора; σи = 0,05 - 0,1 мм; σh - СКО глубины коррозии металла по поверхности аппарата.
Поскольку составляющие подкоренного выражения (19) возводятся в квадрат, то влияние σo и σи на величину σδ существенно (>5%) лишь в тех случаях, когда их величина превышает 0,3 σh.
Поэтому на рис. 8, а, где доля σo и σи существенна, гистограмма соответствует симметричному закону распределения, характерному для распределений погрешности измерений и толщины проката. А на рис, 8, б, где доли σo и σи незначительны, гистограмма соответствует асимметричному закону распределения, характерному для коррозионных поражений. В работе [22] показано, что закон распределения глубин h коррозионных повреждений металлоконструкций подчиняется закону Вейбулла
![]()
где а - параметр масштаба распределения; b - параметр формы, характеризующий разброс значений h.
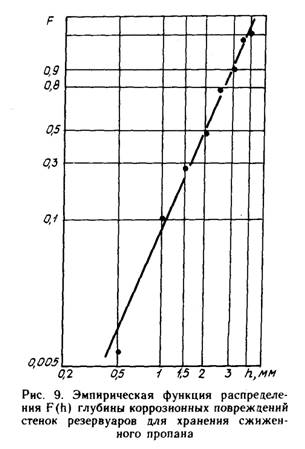
| Для проверки соответствия полученных эмпирических распределений остаточных толщин δ теоретическому распределению h (закон Вейбулла) результаты измерений после преобразования h= δ-δo , были нанесены на вероятностную бумагу (рис.9). Расположение точек на рис.9 подтверждает соответствие полученного распределения закону Вейбулла. Из изложенного следует, что функция распределения измеренных толщин стенок аппаратов, подвергшихся коррозии, подчиняется обратному закону Вейбулла
где δo - начальная номинальная толщина стенки аппарата; а и в - параметры распределения - те же, что и в формуле (20). |
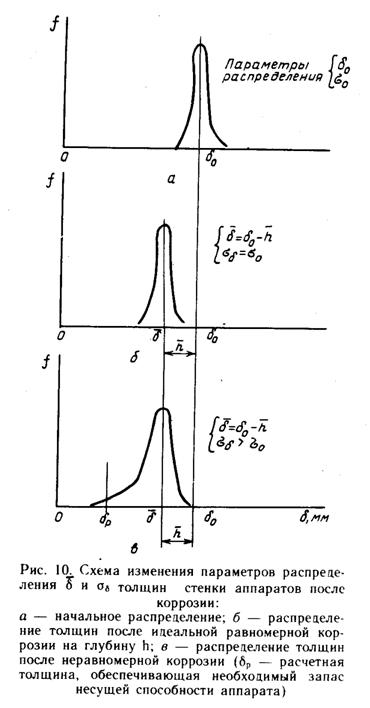
Оценку достоверности контроля толщины стенок обследованных аппаратов проводили следующим образом (рис.10). По данным измерений толщины стенок аппаратов определяли среднюю толщину стенок δ и ее среднее квадратическое отклонение σδ . По формуле (2) определяли σh = S. При этом принимали значения σи =0,1 мм; σо =0,2 мм. Если σδ < 0,3 мм, принимали нормальный закон распределения δ и σδ не вычисляли. В соответствии с
методикой [18] определяли параметры распределения а и в в формуле (21)) по средней глубине коррозии h= δ-δo и ее коэффициенту вариации υh= σh/h. Затем определяли достоверность контроля как вероятность отсутствия в аппарате утонения стенок ниже расчетной δp по формуле

где S - площадь поверхности аппарата, So - площадь поверхности, приходящаяся на одно независимое измерение (при равномерной коррозии So = 10²÷10³ см², при неравномерной So = 1÷10² см²; при язвенной S= 1/n, где n - среднее количество язв (каверн) на единице поверхности).
В результате расчета по данным, представленным на. рис 10,б (исходные данные: δo =30,2 мм, δ=28,44 мм, σδ =0,71 мм, σp =24,6 мм,. S=137 м²= 1,37·106 см²; So=100 см²), получили Р=0,99986, т. е. вероятность отсутствия стенки толщиной менее расчетной составляет 0,99986, что характеризует высокий уровень надежности аппарата.
В результате анализа дисперсий измеренной толщины стенок 56 аппаратов установлено, что при наличии сплошной равномерной коррозии на поверхности стенок аппаратов величина дисперсии близка к исходной дисперсии толщины проката металла (σδ <0,3 - 0,5 мм). При наличии неравномерной коррозии величина измеренной дисперсии значительно превышает исходную дисперсию, а при язвенной - дисперсия еще выше. Поэтому планировать объем измерений следует с учетом вида коррозии стенок оборудования, определяемого предварительным его осмотром. Рекомендации по определению необходимого количества измерений приведены выше. Эти рекомендации применимы для однородных данных, т. е. для поверхностей металла, находящихся в одинаковых условиях эксплуатации (нагружения). Зачастую различные участки поверхностей оборудования находятся в неодинаковых условиях по степени агрессивного воздействия технологической среды, так как отличаются температуры различных участков поверхности, степень их аэрации, скорости потоков и другие факторы. Поэтому после измерения толщины стенок оборудования в намеченных точках в соответствии с картой контроля должен быть проведен анализ их статистической однородности. При обнаружении на поверхности оборудования участков, подвергшихся коррозии в большей степени, чем другие, их надежность необходимо оценивать отдельно. Для этого могут потребоваться дополнительные измерения, поэтому статистическую обработку результатов измерений необходимо осуществлять непосредственно в ходе обследования аппаратов, а не после его завершения, когда дополнительных измерений сделать нельзя. Традиционно применяемый метод оценки состояния оборудования по минимальной из выборочно измеренных остаточных толщин стенок дает весьма приближенную оценку и при значительной неравномерности коррозии может привести к большим ошибкам.
Поскольку оценка надежности и безопасности оборудования, в особенности работающего под давлением легковоспламеняющихся и взрывоопасных веществ, является очень важным вопросом, необходим научно обоснованный подход к проведению обследования и технического освидетельствования оборудования. При этом недопустимы приближенные оценки, а нужен расчет надежности оборудования с заданной гарантией и достоверностью результата.
Пример расчета долгосрочной гарантированной надежности оборудования по критерию коррозионной стойкости приведен в работе [60], где описаны исследования коррозионной стойкости контейнеров для высокорадиоактивных отходов, предназначенных для захоронения в геологических условиях. Была поставлена цель оценить требуемые размеры стенок контейнера из углеродистой стали в расчете на 1000 лет безотказной службы. Комплексные исследования, включавшие изучение колебаний скорости коррозии образцов в грунтах во времени, влияние на скорость коррозии радиации, исследование распределения и кинетики образования питтингов, разработку математических моделей коррозионного разрушения, показали, что толщина стенки 216 мм более чем достаточна для обеспечения 1000-летнего срока безотказной службы контейнеров.
ЗАКЛЮЧЕНИЕ
Надежность оборудования в коррозионных средах обеспечивается правильным выбором материалов при испытаниях и контролем скорости коррозии оборудования при эксплуатации. Стандарты на коррозионные испытания требуют указывать в протоколах испытаний точность и достоверность получаемых результатов, что зачастую не выполняется из-за недостаточной методической обеспеченности данного вопроса. Приведенные в обзоре рекомендации по применению стандартных и вновь разработанных методов планирования и статистической обработки результатов испытаний способствуют устранению этого недостатка.
Другим важным аспектом проблемы достоверного прогнозирования надежности оборудования по критерию коррозионной стойкости является адекватность результатов испытаний образцов (как лабораторных, так и промышленных) фактической интенсивности коррозии элементов оборудования при эксплуатации. Расхождение результатов испытаний образцов с фактической коррозией элементов оборудования может быть обусловлено отличием гидродинамических условий расположения образцов и поверхностей стенок оборудования, что имеет большое значение при наличии эрозионного воздействия среды, при диффузионном механизме контроля скорости коррозии. Второй возможной причиной расхождения результатов может быть малое количество наблюдений (образцов) при большой дисперсии определяемых показателей коррозии. Эта проблема может быть решена при лабораторных испытаниях путем наиболее полного воспроизведения воздействующих в реальных условиях факторов и при промышленных испытаниях путем правильной установки образцов в аппаратах, обеспечивающей адекватные условия их коррозии, а также соответствующей статистической обработкой результатов испытаний с использованием приведенных в обзоре закономерностей поверхностного разрушения материалов.
Дисперсия (разброс) показателей коррозии, определяемых при испытаниях, обусловлена неравномерностью коррозии металла по поверхности оборудования (образцов) и непостоянством скорости коррозии во времени Преобладание той или иной причины повышения дисперсии зависит от вида коррозии, стабильности технологических параметров среды, продолжительности испытаний и других факторов, которые нужно учитывать при планировании коррозионных испытаний.
Анализ приведенных в обзоре статистических методов планирования коррозионных испытаний и оценки надежности оборудования по результатам эксплуатационных наблюдений позволяет специалистам по коррозии и надежности выбрать из них наиболее соответствующие решаемым задачам и тем самым повысить эффективность своих исследований и достоверность оценки надежности оборудования.
ЛИТЕРАТУРА
1. К о л о т ы р к и н и коррозия. -- М.: Металлургия, !985.
2. ГОСТ 27.002-89. Надежность в технике. Основные понятия Термины и определения. - М.: Изд-во стандартов, 1990.
3. А н т и к а й н П. А., 3 ы к о в надежность объектов котлонадзора: Справочное издание. - М: Металлургия, 1985.
4. ГОСТ 9.905-82. Единая система зашиты от коррозии и старения. Методы коррозионных испытаний. Общие требования. - М.: Изд-во стандартов, 1988.
5. СТ СЭВ 3283-81. Защита от коррозии. Методы коррозионных испытаний. Общие требования. - М.: Изд-во стандартов, 1987.
6 ГОСТ 9.908-85. Единая система зашиты от коррозии и старения. Металлы и сплавы. Методы определения показателей коррозии и коррозионной стойкости.
М.: Изд-во стандартов, 1986.
7. СТ СЭВ 4815-84. Защита от коррозии. Металлы и сплавы. Методы оценки результатов коррозионных испытаний. - М.. Изд-во стандартов, 1985.
8. ГОСТ 6032-89. Стали и сплавы коррозионно-стойкие. Методы определение стойкости против межкристаллитной коррозии. - М.: Изд-во стандартов, 1990.
9. ГОСТ . Соединения сварные. Методы испытаний на коррозионное растрескивание. - М.: Изд-во стандартов, 1985.
10. ГОСТ 9.019-74. Единая система зашиты от коррозии и старения. Сплавы алюминиевые и магниевые. Методы ускоренных испытаний на коррозионное растрескивание. - М.: Изд-во стандартов, 1982.
11. РД . Методические указания. Методы испытаний коррозионностойких сталей на стойкость против питтинговой и шелевой коррозии.- М.: НИИхиммаш, 1986.
12. М а н н а п о в надежности химического и нефтяного оборудования при поверхностном разрушении /Обзор. информ. Сер ХМ-1.-М.: ЦИНТИхимнефтемаш, 1988.
13. ГОСТ 9.903-81. Единая система защиты от коррозии и старения. Стали и сплавы высокопрочные. Методы ускоренных испытаний на коррозионное растрескивание. - М.: Изд-во стандартов, 1981.
14. ГОСТ 9.040.74. Единая система защиты от коррозии и старения. Металлы и сплавы. Расчетно-экспериментальный метод ускоренного определения коррозионных потерь в атмосферных условиях. - М.: Изд-во стандартов, 1975.
15. ГОСТ 2112б-75. Единая система защиты от коррозии и старения. Методы ускоренных испытаний на долговечность и сохраняемость в агрессивных средах. Общие положения. - М.: Изд-во стандартов, 1982.
16. ГОСТ 11.002-73. Прикладная статистика. Правила оценки анормальности результатов наблюдений. - М.: Изд-во стандартов, 1974.
17. РД . Методические указания. Надежность изделий химического и нефтяного машиностроения. Система контроля и оценки надежности машин в эксплуатации. Оценка надежности изделий по результатам эксплуатационных наблюдений (испытаний). - М.: НИИхиммаш, 1988.
18 РД . Методические указания. Оценка надежности химического и нефтяного оборудования при поверхностном разрушении. - М.: НИИхиммаш, 1987.
19. ГОСТ 9.083-78. Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Методы ускоренных испытаний на долговечность в жидких агрессивных средах. - М.: Изд-во стандартов, 1984.
20. Strutt I. E., Nicholls and Barbier B. The prediction of corrosion by statistical analysis of corrosion profiles. -- Corrosion science. 1985, v 25, N 5, p. l6.
21. , , О модели микрорельефа поверхности корродируюшего металла /В сб.: Микро-геометрия и эксплуатационные свойства машин. - Рига: Рижский политехн. ин-т, 1983, с. 33-39.
22. М а н н а п о в закономерности коррозионного разрушения поверхности металлов. - Надежность и контроль качества, 1988, № 9, с. 48-52.
23. М а н н а п о в надежности оборудования по распределению дефектов.-Химическое и нефтяное машиностроение, 1989, № 1,с 27-29.
24. К о л л и н з Дж. Повреждение материалов в конструкциях: Анализ, предсказание, предотвращение. Пер. с анг. - М.: Мир, 1984.
25. P r o v a n J. W., R o d r i g u e z E. S. Development of a Markov description
of pitting corrosion. - Corrosion (USA), 1989, - 45, N 3, p
26. R o d r i g u e z E. S., P r o v a n J. W. Development of a general failure control
svstem for estimating the reliability of deteriorating structures - Corrosion (USA),
l9, N 3, p
27. B a r o u x B. The kinetics of pit generation on stainless steel.- Corrosion science, v. 28, N 10, p. 969-986, 1988.
28. Lemaitre C., Baroux B., Beranger G. Chromate as a pitting corrosion inhibitor: stochastic stady.-Werstoffe and Korrosion. 1989.-40, N 4,-p. .
29. K o n d o J. Prediction of fatigue crack initiation life based on pit growth Corrosion - v. 45, N 1, l989, p. 7-I I.
30. , , Сивоконь процессов равномерной углекислотной коррозии применительно к условиям Самотлорского месторождения.-Защита металлов. № 6, т. ХХЮ, 1988, с. .
31. Защита от коррозии, старения и биоповреждений машин, оборудования и сооружений: Справочник. Т. 2/ Под ред. .- М.: Машиностроение, 1987.
32. Р е г о обработка результатов технических измерений: Справочное пособие.-Киев: Техника, 1987.
33. 3 а л к и н д Ц. И., К о л от ы р к и н контроль коррозии работающего оборудования / Итоги науки и техники. Сер. «Коррозия и защита от коррозии» .- М.: ВИНИТИ, 1981, т 8, с. 181-216.
34. К у з ь м а к А. Е., К о ж е у р о в А. В., Ч е б а н и средства контроля коррозии нефтегазового оборудования в условиях эксплуатации / Обзор. информ. Сер. ХМ-9.-М.: ЦИНТИхимнефтемаш, 1985.
35. РД . Надежность в технике. Методы определения показателей надежности по экспериментальным данным. - М.: Изд-во стандартов, 1990.
36. М а н н а п о в Р. Г., Х и м ч е н к о Н. В., И в а н о в а достоверности результатов выборочного контроля толщины стенок аппаратов - Химическое и нефтяное машиностроение, 1990, № 2, с 32-33.
37. Измерительные системы контроля коррозии в ПНР / Коррозия и защита от коррозии. Экспресс-информ. - М: ВИНИТИ, 1989, № 3.
38. R o b i n s o n R. C. Expert computer systems for corrosion control of metallic structures-Material Performance. 1989.-28, N 5, p. 13-l7
39. B o g a e r t s W., W a n c o i I l e M. Expert systems: a new approach to complex problems of material selection and corrosion control.-Metallurgic'. 1988.-85, N l2, p. 697-704.
40. T u r n e r M. E. D. Corrosion tests for materials selection; standard or plant simulation.-Material Performance, 1989.-28, N 3, p. 77-80.
41. М а н н а п о в Р. Г., В а л ь т е р достоверности результатов кратковременных испытаний оборудования на надежность в коррозионных средах. Надежность и контроль качества, 1990, № 7.
42. Питтинговая коррозия нержавеющих сталей: исследования на основе стохастической модели / Коррозия и защита от коррозии. Экспресс-информ. - М.: ВИНИТИ, 1990, № 20.
43. А н д р е е в Ю. Я., С а м а р и ч е в (ЭВМ) эксперимент в использовании различных математических моделей селективного растворения латуни (гальваностатический режим).-Защита металлов, 1990, т. 26, № 2, с. 236-240.
44. , Д, Щербаков коррозионно-электрохимического поведения бинарных сплавов титана. Защита металлов, т. 26, № 2, с. 241-245.
45. Ч е р н о в коррозии сталей в морской воде по ее физико-химическим характеристикам-Защита металлов, т. 26, № 2, с 302-305 .
46. Технические средства диагностирования; Справочник / В В. Клюев, П. П Пархоменко, и др. / Под общ. ред. . - М.. Машиностроение, 1989.
47. Ф р е й м а н Л. И., Г л а з к о в а ускоренного испытания сталей и сплавов на стойкость против питтинговой коррозии. - Химическое и нефтяное машиностроение, 1989. № 9. с. 24-26.
48. М а н н а п о в оценки надежности оборудования, подвергающегося сплошной коррозии. - Химическое и нефтяное машиностроение, 1989, № 5.
49. , , Смирнов приборы и средства автоматизации в нефтеперерабатывающей и нефтехимической промышленности. - М.: Химия, 1987.
50. М а н н а п о в надежности оборудования путем статистического анализа эксплуатационных параметров. - Химическое и нефтяное машиностроение, 1990, № 5,
с
51. ГОСТ 23Оценка показателей качества продукции по изменениям
контролируемого параметра. - М.: Изд-во стандартов, 1980.
52. РД 50-Методические указания. Надежность в технике. Расчет показателей надежности. Общие положения. - М.: Изд-во стандартов, 1987.
53. К а р е л и н воды обратным осмосом. - М.: Стройиздат, 1988.
54. М а з а й с Я. Р., Т р и 6 и с алгоритмы для прогнозирования и диагностики технического состояния машин / В сб.: Точность и надежность механических систем. Параметрические методы диагностики. - Рига, 1988, с.
55. О р б и с-Д и я с В. С., Ш е р с т ю к центробежных компрессоров химических технологий. - Химическая промышленность, 1990, Мя 6, с 3
56. М а н н а п о в надежности оборудования по результатам его обследования (на примере барабанной сушилки). - Химическое и нефтяное машиностроение, 1990, № 10.
57. В о л и ко в а И. Г., Р о д и ч е в а коррозионно-стойких материалов для барабанной сушилки. - Химическое и нефтяное машиностроение, 1990, № 6, с
58. Измерительные системы контроля коррозии в ПНР / Коррозия и защита от коррозии. Экспресс-информ. - М.: ВИНИТИ, 1989, № 32.
59. Практика коррозионных измерений по принципу исследования сопротивления / Коррозия и защита от коррозии. Экспресс-информ. - М.: ВИНИТИ, 1989, № 36.
60. M a r s h G. P., T a y I o r K. I. An assesment of carbon steel containers for
radioactive waste disposal - Corrosion science, 1988, v 28, N 3, p 289 – 320.
СОДЕРЖАНИЕ
Введение
Литература | 1 2 5 14 22 30 45 45 |
УДК [620.193:66.02] Рубр. ГАСНТИ: 55.22.25
Набрано на ФА 500
Ответственный за выпуск
Технический редактор Т. А Ключникова Корректор Е Я Яровенко
-
Подписано в печать 12.10.90 г. Усл. печ. л. 3,5. Уч.-изд. л. 3,4. Тираж 660 экз.
Зак. М 2147. Изд. № 000. Формат 60Х90 1/16. Цена 2 руб. 80 коп.
-
ПМБ ЦИНТИхимнефтемаша. Москва, Г-48. ул. Доватора, 12

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 |
