

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
ЦЕНТРАЛЬНЫЙ ИНСТИТУТ НАУЧНО-ТЕХНИЧЕСКОЙ ИНФОРМАЦИИ
И ТЕХНИКО-ЭКОНОМИЧЕСКИХ ИССЛЕДОВАНИЙ ПО ХИМИЧЕСКОМУ И НЕФТЯНОМУ МАШИНОСТРОЕНИЮ
Обзорная информация
ТЕХНОЛОГИЯ ХИМИЧЕСКОГО | Серия ХМ-9 |
Р. Г.МАННАПОВ
(НИИхиммаш)
МЕТОДЫ ОЦЕНКИ НАДЕЖНОСТИ ОБОРУДОВАНИЯ,
ПОДВЕРГАЮЩЕГОСЯ КОРРОЗИИ
ВВЕДЕНИЕ
Надежность изделий химического и нефтяного машиностроения в большой степени обусловлена коррозионной активностью технологических сред, характерной для нефтехимических производств. Например, в химической промышленности в 57 случаях из 100 причиной преждевременного выхода оборудования из строя является коррозия [1].
Традиционные статистические методы, используемые при оценке надежности изделий массового производства, для многих видов химического и нефтяного оборудования малопригодны, так как для их применения необходима однородная статистическая информация об отказах. Такую информацию невозможно получить для оборудования, выпускаемого в единичных экземплярах или малыми сериями и эксплуатируемого в существенно различных условиях, так как даже незначительные изменения в составе технологических сред и параметров технологических процессов часто вызывают большое изменение скорости коррозии и других видов разрушения оборудования. Поэтому оценка надежности многих видов химического и нефтяного оборудования осуществляется индивидуально для каждого экземпляра оборудования по результатам периодических обследований. К такому оборудованию относятся сосуды, работающие под давлением, резервуары, колонная и теплообменная аппаратура, различные реакторы, аппараты с перемешивающими устройствами и тому подобное оборудование.
Понятие надежности оборудования, характеризующееся его свойством сохранять во времени значения технических параметров, определяющих работоспособное состояние, неразрывно связано с понятиями отказа и предельного состояния оборудования,
Отказом считается нарушение работоспособного состояния объекта (изделия, оборудования, системы) [2]. Предельным считается такое состояние объекта, при котором его дальнейшая эксплуатация недопустима или нецелесообразна по техническим причинам, из-за нарушения требований безопасности (экологии) или по экономическим соображениям. В тех случаях, когда объект после отказа не подлежит восстановлению, состояние отказа объекта совпадает с его предельным состоянием. Для оборудования, подвергающегося коррозионным воздействиям, такое совпадение обычно имеет место в случае сплошной (общей) коррозии. При некоторых локальных видах коррозии, например язвенной, и в случаях, когда коррозии подвергается небольшая поверхность оборудования, возможно его восстановление после отказа, в частности, при сквозном повреждении оболочек.
Одним из основных показателей, определяющих надежность (ресурс) оборудования в условиях коррозионного воздействия сред, является скорость коррозии [6]. Оценка долговечности оборудования в коррозионных средах фактически сводится к определению скорости коррозии металла, из которого оно изготовлено, и расчету срока службы путем деления запаса толщины стенки на скорость коррозии. Такой подход позволяет правильно прогнозировать ресурс оборудования при равномерной (общей, сплошной) коррозии его элементов. Однако равномерная коррозия наблюдается примерно в 1/3 случаев от всех случаев выхода оборудования из строя, причем понятие равномерная -- условное, так как в реальных условиях неравномерность существует всегда.
Неравномерность коррозии оборудования вызывается многими причинами, как детерминированными - различием нагрузок (воздействий) на разные участки поверхности, так и стохастическими - обусловленными случайными сочетаниями физико-химических свойств металла, его напряженным состоянием на разных участках поверхности и другими причинами, рассмотренными в работе [12].
Достоверность и точность оценки надежности оборудования прямо зависят от точности оценки неравномерности (дисперсии) скорости коррозии металла в заданных условиях. Чем выше требования, предъявляемые к точности и достоверности результатов испытаний, тем выше затраты на испытания.
Однако знание статистических закономерностей коррозионного разрушения металлов и элементов оборудования позволяет в ряде случаев многократно сократить объемы испытаний при обеспечении заданных требований к точности и достоверности получаемых результатов. Полученные в последние годы результаты в данной области не известны большинству специалистов по коррозии, так как опубликованы в специальных изданиях.
Представленное в данном обзоре системное изложение современных методов оценки надежности оборудования в коррозионных средах дает возможность специалистам по коррозии и надежности выбрать наиболее адекватные решаемым задачам методы и тем самым повысить эффективность своих исследований и разработок.
ТРАДИЦИОННЫЕ МЕТОДЫ КОРРОЗИОННЫХ ИСПЫТАНИЙ
И ОЦЕНКИ РЕСУРСА ОБОРУДОВАНИЯ
Для обеспечения гарантированного срока службы (ресурса) химического и нефтяного оборудования при его создании проводят испытания конструкционных материалов на коррозионную стойкость в заданных средах с учетом планируемых режимов их термообработки и сварки при изготовлении оборудования.
Несмотря на достаточно глубокую разработку в последние годы теории коррозии и все большее применение компьютеров, вопросы выбора материалов при создании химического оборудования решают в основном в каждом конкретном случае на основании экспериментальных данных.
Необходимость такого подхода обусловлена большим влиянием на протекание коррозионных процессов состава, температуры, скорости перемещения технологической среды, наличия в ней абразивных частиц и других примесей, марки стали (сплава), ее термообработки и многих других факторов. Поэтому теоретический расчет коррозионной стойкости оборудования в заданных условиях дает лишь приближенную оценку, которая используется для предварительного выбора материалов, а окончательный выбор осуществляют на основе результатов испытаний.
Методы коррозионных испытаний, регламентированных в СТ СЭВ 3283-81 [5], предусматривают следующие виды, условия и цели испытаний (табл. 1).
Таблица 1
Вид испытаний | Условия | Цель |
Эксплуатационные Лабораторные | Рабочие
Ускоренные | Определение долговечности материалов.
|
Испытания коррозионно-стойких металлов для химического оборудования подразделяют на следующие типы.
1. Коррозионные испытания образцов:
а - в лабораторных условиях (в колбах, бачках и другой испытательной аппаратуре);
б - в лабораторных установках, имитирующих производственный процесс;
в - в действующем промышленном оборудовании при размещении образцов в свободном пространстве (испытания в «гирляндах»);
г - промышленные - при закреплении образцов с помощью специальных приспособлений в действующем оборудовании.
2. Лабораторные испытания коррозионно-стойких материалов с помощью приборов для электрохимических измерений (потенциостатов, гальванометров и др.).
3. Испытания отдельных узлов в действующем оборудовании.
4. Оценка коррозионной стойкости действующего оборудования путем обследования его коррозионного состояния с помощью приборов. При обследовании определяют остаточную толщину стенок оборудования, наличие или отсутствие опасных видов коррозии (межкристаллитной, коррозионного растрескивания), других недопустимых повреждений.
В последние годы нашли применение непрерывные методы контроля скорости коррозии оборудования [33]. Наиболее широко применяют два метода.
В основу метода поляризационного сопротивления положена наблюдаемая во многих случаях вблизи потенциала коррозии линейная зависимость между величиной поляризующего тока и вызываемого им изменения потенциала. Метод позволяет непрерывно контролировать скорость коррозии и получать практически мгновенное ее значение. При этом благодаря малому смещению потенциала относительно потенциала коррозии измерения не приводят к существенным изменениям в электрохимической системе. Результаты, получаемые с помощью метода поляризационного сопротивления для рабочих электродов из различных металлов и сплавов, хорошо коррелируют с результатами других методов (гравиметрия, экстраполяция поляризационных кривых). Однако в ряде случаев (мягкая сталь в кислотах, содержащих адсорбционный ингибитор; низколегированные и нержавеющие стали в морской воде; нержавеющая сталь в подщелоченной окисью лития воде) такой корреляции не достигнуто. Данный метод можно применять только в электропроводных средах.
Метод электрического сопротивления в отличие от предыдущего метода может применяться в любых средах, как электропроводных, так и неэлектропроводных. Измерительным элементом устройства может быть проволока, трубка или пластинка из испытуемого металла, помещенная в. поток жидкости или газа Изменение электрического сопротивления в результате уменьшения сечения элемента в ходе его коррозии служит мерой скорости коррозии металла. Ряд приборов для определения скорости коррозии указанными методами рассмотрен в работе [34].
Наиболее достоверные данные дают промышленные методы испытаний. Однако они применимы не во всех случаях. Для вновь создаваемых производств применяют моделирующие испытания (см. таб.1). Они, как правило, не дают возможности полностью воспроизвести производственный процесс и проводятся с упрощением воздействующих факторов. При испытаниях определяют воздействие наиболее возможных и жестких условий, характерных для моделируемого процесса, что позволяет получить результаты относительно быстро.
На основании этих экспериментов могут быть выданы рекомендации лишь на опытную установку, наблюдения за коррозионной стойкостью которой позволяют выдать рекомендации на соответствующее промышленное оборудование.
В случае модернизации производственного процесса или при необходимости повышения коррозионной стойкости действующего оборудования проводят эксплуатационные и лабораторные испытания.
В зависимости от характера преобладающего коррозионного воздействия технологической среды оборудование нефтехимических производств можно подразделить на следующие группы.
1. Машины и аппараты для гидродинамических процессов: центрифуги, центробежные сепараторы, насосы, фильтры, гидроциклоны. Основное их назначение - разделение неоднородных систем (суспензий, эмульсий) и (или) их транспортировка. Особенностью дайной группы оборудования является большое влияние на скорость коррозии его элементов эрозионного фактора, обусловленного наличием в технологической среде абразивных частиц и высокой ее скоростью.
2. Аппараты для тепловых процессов; выпарные, теплообменные, конденсаторы, сушилки, кристаллизаторы и др. Данная группа характеризуется наличием больших тепловых потоков через поверхности теплообмена и возможной неравномерностью распределения на них температуры, что обуславливает неравномерную коррозию элементов оборудования.
3. Аппараты для массообменных процессов: абсорберы, десорберы, ректификационные колонны, смесители и др. Особенность данной группы аппаратов - переменные концентрации веществ по их объему и поверхностям, что может вызывать различную скорость коррозии элементов аппаратов.
4. Реакторы для химического превращения веществ. При эксплуатации таких аппаратов характерно наличие следующих факторов, оказывающих влияние на скорость коррозии конструкционных материалов: изменение концентрации и состава продуктов реакции, а также тепловых потоков, сопровождающих процессы.
Кроме указанных факторов для многих аппаратов 2 - 4-й групп характерны фазовые переходы компонентов среды газ - жидкость - твердое состояние, сопровождающиеся в ряде случаев изменением коррозионной активности среды.
В зависимости от особенностей условий эксплуатации оборудования определяют место установки испытуемых образцов, их количество и продолжительность испытаний. От этих факторов в наибольшей степени зависят точность и достоверность получаемых результатов. Анализ публикаций по проведенным коррозионным испытаниям показал, что недостатком большинства из них является неопределенная точность и достоверность полученных результатов. Обычно исследователи указывают только средние значения полученных результатов (средние скорости коррозии, среднюю глубину проникновения коррозии и др.) и иногда - размах (разброс) измеренных значений либо отклонения от среднего, выражаемые в процентах. Ресурс (срок службы) оборудования рассчитывают путем деления запаса толщины стенки на среднюю (или максимальную) скорость коррозии. При этом не учитывают дисперсию результатов испытаний, ее зависимость от площади образцов, продолжительности наблюдений и других факторов, определяющих точность и достоверность оценки. Между тем известно, что результаты измерений, достоверность и точность которых неизвестна, не только бесполезны, но даже вредны, так как в действительности они могут представлять собой не информацию о физическом объекте, а дезинформацию о нем [32]. Ниже рассмотрены стандартизованные методы оценки точности и достоверности получаемых результатов испытаний, приведены рекомендации по их рациональному применению, применение которых позволит исследователям решать задачи прогнозирования надежности оборудования в соответствии с современными требованиями.
СОВРЕМЕННЫЕ ТРЕБОВАНИЯ К ТОЧНОСТИ
И ДОСТОВЕРНОСТИ РЕЗУЛЬТАТОВ
КОРРОЗИОННЫХ ИСПЫТАНИЙ
В соответствии с рекомендациями стандартов, устанавливающих общие требования к методам коррозионных испытаний [4, 5] и методы оценки результатов коррозионных испытаний [6, 7], протоколы испытаний должны содержать сведения о точности и достоверности полученных результатов.
Точность результатов указывают в виде доверительных интервалов (нижних и верхних доверительных границ), выражаемых в единицах измеряемых показателей или в относительных единицах, например в процентах. Достоверность результатов указывают в виде доверительной вероятности, соответствующей определенному доверительному интервалу.
Анализ требований, устанавливаемых стандартами
на коррозионные испытания
В целях обеспечения воспроизводимости, точности и достоверности
результатов испытаний во всех стандартах, регламентирующих методы
испытаний, устанавливают требования к минимальному количеству и площади
поверхности испытуемых образцов. Так, например, в ГОСТ [4] указано, что количество образцов на одно испытание должно быть не менее трех. Если при трех образцах не достигается требуемая согласно программе испытаний доверительная вероятность результатов испытаний, количество параллельно испытуемых образцов должно быть увеличено. Площадь поверхности всех образцов должна быть не менее 50 см². Указываются также предпочтительные размеры плоских образцов: 150x100x (0,5 - 1,5); 100x50x(0,5 - 1,5); 50x50x(0,3 - 1,5) мм.
Аналогичные требования установлены в СТ СЭВ [5], только требование к минимальной суммарной площади образцов несколько выше - не менее 60 см².
В стандартах на специальные виды коррозионных испытаний требования к количеству и размерам испытуемых образцов зачастую отличаются от общих требований. Так, например, в ГОСТ [8], устанавливающем методы определения стойкости против межкристаллитной коррозии, рекомендуемое число испытуемых образцов 2 - 4, а размеры образцов 80x20x5 мм. В стандартах [9, 10] на методы испытаний на коррозионное растрескивание и руководящем документе [11] на методы испытаний на стойкость материалов к питтинговой коррозии установлено количество испытуемых образцов в каждом режиме - не менее пяти. Это обусловлено наличием большого статистического разброса результатов указанных видов испытаний даже при тщательном отборе образцов и поддержании условий испытаний. Статистические закономерности, характеризующие распределение коррозионных повреждений по поверхности испытуемых образцов и аппаратов, достаточно полно рассмотрены в работе [12]. Наиболее существенными факторами, определяющими степень разброса (дисперсию) результатов коррозионных испытаний, являются вид коррозии, площадь поверхности испытуемых образцов и продолжительность испытаний. В связи с важностью последнего фактора продолжительность испытаний во многих стандартах регламентирована. Так, например, ГОСТ [4] (СТ СЭВ [45] ) рекомендует продолжительность испытаний выбирать так, чтобы можно было однозначно оценить поведение образцов. Если для этого необходимо выявить ход коррозии в процессе испытаний, то периодичность съемов образцов устанавливают в программе испытаний по геометрической прогрессии, например, 1, 3, 6 и 12 ч, 1, 2, 4 и 8 суток или 3, 6 и 12 месяцев, 2 и 4 года и т. д.
В стандартах на конкретные виды испытаний установлены контрольные сроки (продолжительность) испытаний, так, в ГОСТ [13] установлен контрольный срок 40 суток (960 ч); в ГОСТ [9] продолжительность испытаний установлена равной 3000 ч; в ГОСТ [14] - не менее 60 суток (1440 ч) и т. д.
Соблюдение указанных в стандартах требований к размерам и количеству испытуемых образцов, продолжительности испытаний должно обеспечивать необходимую точность и достоверность результатов коррозионных испытаний. Стандарт СТ СЭВ [7] рекомендует выбирать доверительную вероятность равную 0,9, что обеспечивает соответствие не менее 90% результатов испытаний указанным доверительным интервалам. Величина доверительного интервала (погрешность результата) обычно определяется после статистической обработки результатов испытаний. В некоторых стандартах регламентированы предельно допустимые отклонения оценок, так, например, в ГОСТ [13] указана предельная погрешность - не более 10%.
Во избежание попадания в результаты испытаний ошибочных измерений или наблюдений дефектных образцов ГОСТ [6] (СТ СЭВ [7]) рекомендует проводить предварительную обработку результатов с целью выявления анормальных (выпадающих) значений. При этом рекомендуется принимать уровень значимости проверяемых данных равным 0,1.
Методы оценки достоверности результатов
коррозионных испытаний
Единого нормативно-технического документа, устанавливающего методы оценки достоверности результатов коррозионных испытаний, до настоящего времени не разработано. В ряде стандартов на конкретные виды испытаний [9, 10, 15, 19] приведены отдельные методы статистической обработки результатов испытаний. Более полно, чем в других стандартах, эти методы изложены в ГОСТ [15].
Предварительная обработка результатов испытаний включает оценку анормальности наблюдений. Метод исключения резко выделяющихся значений результатов испытаний, приведенный в ГОСТ [15], предусматривает применение критерия Ирвина. При этом полученные значения х, результатов испытаний располагают в ряд х1, х2, х3, ... , хn по степени возрастания значений х (вариационный ряд). Затем сомнительные значения на краях ряда проверяют по критерию λ, определяемому по формуле
![]()
где S - оценка среднего квадратического отклонения значений хi вычисляемая по формуле
хn - вызывающее сомнение значение х ;
хn-1 - следующее от края значение х.
Полученные значения λ сравнивают с табличными, и если они не превышают их, то значения хn оставляют, а в противном случае -- исключают из
дальнейшего рассмотрения.
В ГОСТ [16] оценку анормальности наблюдений рекомендуется осуществлять по критерию Граббса
![]()
Результаты оценки, получаемые по критериям (1) и (4), оказываются близкими друг к другу,
Кроме рассмотренных выше критериев, справедливых для нормального закона распределения наблюдаемых значений, применяют также критерий
хи-квадрат [17] и критерий распределения Вейбулла [18], справедливый для локальных видов коррозии.
При коррозионных испытаниях образцов зачастую, особенно при малой величине коррозионных потерь металла, результаты имеют большой разброс, и при традиционной оценке скорости коррозии - по средней величине без учета доверительных интервалов это может привести к неправильным выводам. Покажем на примере, как применение методов оценки достоверности результатов испытаний позволяет избежать неправильных выводов.
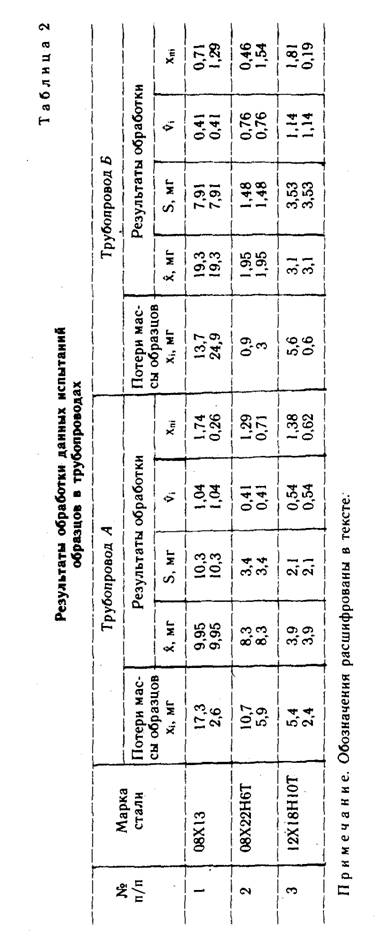
В табл. 2 приведены результаты испытаний образцов в трубопроводах, по которым перекачивают шахтные воды на Гайском горно-обогатительном комбинате при подземной разработке медно-колчеданных месторождений. Из-за высокой коррозионной активности шахтной воды (рН 2,5 – 7 , содержание хлор-иона до 500 мг/л и сульфат-иона до 2840 мг/л) трубопроводы из стали Ст.3, гуммированные резиной, выходят из строя через 0,5 - 1 г. С целью выбора коррозионно-стойкого материала для трубопровода были проведены испытания образцов в течение 3000 ч. В трубопроводах устанавливали по 2 образца каждого материала поверхностью 20 см² на различных горизонтах, на которых химический состав вод имел существенное различие.
Как видно из табл.2 *, разброс результатов весьма велик, о чем также говорят и оценки коэффициентов вариации υˆ , измеренных потерь коррозии образцов по каждому режиму испытаний (υˆi = S/xˆi). Хотя оценки значений υˆi по двум измерениям являются весьма неточными, но в случае однородности коэффициентов υˆi можно повысить точность оценки за счет объединения данных по всем образцам. Однородность коэффициентов υˆi имеет место в тех случаях, когда генеральные совокупности, из которых получены малые выборки, имеют одинаковые коэффициенты вариации. Это возможно в тех случаях, когда механизм (вид) коррозии и продолжительность испытаний одинаковы. В однородности коэффициентов вариации следует убедиться путем проверки по критерию Кохрена G [19] .
 (5)
(5)
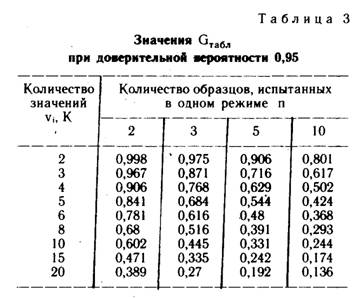
где υ²max - максимальное значение υi ; Gтабл -- табулированное значение критерия (табл. 3) .
В результате подстановки в формулу (5) значений υˆi из табл.2 получено значение G = 0,36. По табл. 3 для К = 6 при n = 2 определяем значение Gтабл=0,781, которое превышает рассчитанное значение, следовательно, коэффициенты υˆi однородны.
Для определения уточненного коэффициента вариации величин коррозии образцов необходимо все результаты испытаний привести к одному масштабу. Для этого потери массы образцов хi в каждом режиме необходимо разделить на среднее значение потерь хˆi, в данном режиме. Полученные значения приведенных потерь хni объединяют в одну выборку, по которой и определяют уточненный коэффициент вариации для всех образцов. По данным табл. 2, величина уточненйого коэффициента вариации υn составляет
* Испытания проведены в НИИхиммаше под руководством кандидатов техн. наук и .
0,57. Доверительные интервалы для полученных результатов испытаний
определяют по следующей формуле [15]
 (6)
(6)
где xв(н)- верхняя (нижняя) доверительная граница; xˆ - точечная оценка среднего значения xi ; tγ - квантиль распределения Стьюдента, соответствующая доверительной Вероятности γ ( tγ определяют по таблице из работ [15, 19], фрагмент которой приведен в табл. 4).
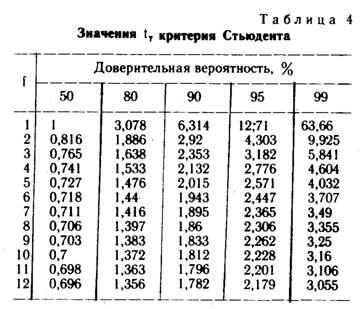
В табл.4 f обозначает число степеней свободы, которое в случае определения коэффициента вариации по выборке из 12 значений равно 11. Значение n при определении xˆi равно 2 (по числу образцов в каждом режиме).
Подстановкой указанных значений в формулу (6) определены следующие доверительные интервалы:
xв(н) = xˆ ± 28% - при доверительной вероятности 50%;
xв(н) = xˆ ± 55% -- при доверительной вероятности 80%.,
xв(н) = xˆ ± 72% -- при доверительной вероятности 90% и т. д.
Таким образом, видим, что точность и достоверность оценки результатов испытаний взаимосвязанные величины. Причем величина доверительного интервала (см. формулу 6) прямо пропорциональна коэффициенту вариации полученных данных и обратно пропорциональна корню квадратному из числа испытанных образцов в каждом режиме Заметим, что объединение оценок коэффициентов υˆi в рассмотренном примере позволило значительно сузить доверительные интервалы (что видно из сравнения значений tγ при f=1 и f=11). По данным испытаний (см. табл. 2) на первый взгляд следует, что скорости коррозии во всех режимах различны. Однако если различие между результатами, указанными в табл. 2 в квадратах 1, Б и 2, Б не вызывает сомнений, то между результатами 1, A и 2, А, 3, А и 3, Б различие в средней величине потерь массы образцов мало и, возможно, обусловлено случайными отклонениями из-за малого числа испытанных образцов. Для проверки существенности различий результатов испытаний, полученных в разных режимах, применяют критерий Стьюдента [19], выражающийся неравенством, при соблюдении которого различие не является статистически значимым
 (7)
(7)
где xˆ1 , xˆ2 - средние значения результатов испытаний соответственно в
первом и во втором режимах; n1 , n2 - число испытанных образцов в каждом
режиме;
S - объединенная оценка среднего квадратического отклонения, вычисляемая по формуле
 (8)
(8)
в которой S1 и S2 - оценки средних квадратических отклонений результатов
испытаний, определяемых по формуле (2), соответственно в первом и втором
режимах. Табличное значение критерия Стьюдента определяют в зависимости от уровня доверительной вероятности γ и числа степеней свободы f = n1 + n2 -2
(см. табл. 4). При обычном уровне γ =0,9 и f = 2 (при двух образцах), tγ = 2,92.
Ниже приведены вычисленные по формуле (7) значения t для различных
пар режимов испытаний из табл. 2:
(1,А; 2, Б) = 1,02 < tтабл |
для других пар режимов также t < tтабл
Таким образом, из рассмотренных результатов видно, что различия в потере массы для разных режимов испытаний в данных условиях не являются статистически значимыми, за исключением режимов 1, Б и 2, Б. Поэтому по результатам данных испытаний нельзя отдать предпочтение какой-либо марке стали, а можно сделать единственный вывод, что сталь 08Х13 имеет более высокую скорость коррозии по сравнению со сталью 08Х22НбТ в трубопроводе Б. Это не значит, что испытанные стали в данных условиях равностойки, но для выявления различий в их коррозионной стойкости необходимы испытания на большем количестве образцов и (или) большей продолжительности. Оценим существенность различия скоростей коррозии сталей в трубопроводах А и Б. Для этого определим по формулам (2) и (3) статистические характеристики коррозионных потерь по всем маркам сталей (мг): xA =7,38; SA =5,71; хБ =8,12; SБ = 9,53. Определим значения t критерия Стьюдента по формуле (7)
Сравним полученное значение критерия с tтабл (см. табл. 4) при доверительной вероятности 0,9 и числе степеней свободы f = n1 + n2 -2 = 6 + 6 – 2 = 10.
Так как t < tтабл = 1,812, то различие скоростей коррозии образцов в трубопроводах А и Б не является статистически значимым.
Таким образом, в рассмотренном примере выяснилось, что полученных при испытаниях данных недостаточно для объективного выбора стали из числа испытанных. Для правильного планирования необходимых и достаточных объемов испытаний для достоверной оценки их результатов существуют рассмотренные ниже методы.
Применение методов планирования испытаний
При испытании изделий на надежность традиционно применяются статистические планы испытаний, позволяющие получать результаты с заданной точностью и достоверностью. Методы планирования и обработки результатов испытаний регламентированы системой стандартов «Надежность в технике». В связи с сокращением Госстандартом числа нормативно-технических документов четыре ГОСТа по планированию и обработке результатов испытаний изделий на надежность заменены одним РД «Надежность в технике. Методы определения показателей надежности по экспериментальным данным» [35]. Научно-методический подход и рекомендации по рациональному планированию испытаний, изложенные в данном руководящем документе, могут быть использованы и для коррозионных испытаний.
Цель планирования испытаний заключается в определении минимального требуемого объема испытаний (числа образцов, продолжительности испытаний) для получения оценок с заданной точностью и достоверностью.
Исходными данными для расчета минимального объема наблюдений служат:
доверительная вероятность γ для оценки соответствующего показателя (скорости коррозии, глубины проникновения коррозии, срока службы);
доверительную вероятность рекомендуется выбирать из ряда 0,8; 0,9; 0,95; 0,99;
предельная относительная ошибка δ оценки соответствующего показателя, представляющая собой меру точности оценки показателя
![]()
где А - оценка показателя; Ан -- нижняя граница одностороннего доверительного интервала; Ав - верхняя граница одностороннего доверительного интервала;
предельную относительную ошибку рекомендуется выбирать из ряда
0,05; 0,1; 0,15; 0,2;
υ - предполагаемый коэффициент вариации (рекомендации по выбору υ
приведены ниже).
Минимальное число наблюдений (количество образцов для испытаний
или число точек на поверхности при измерении глубины проникновения
коррозии) определяют по табл. 5.
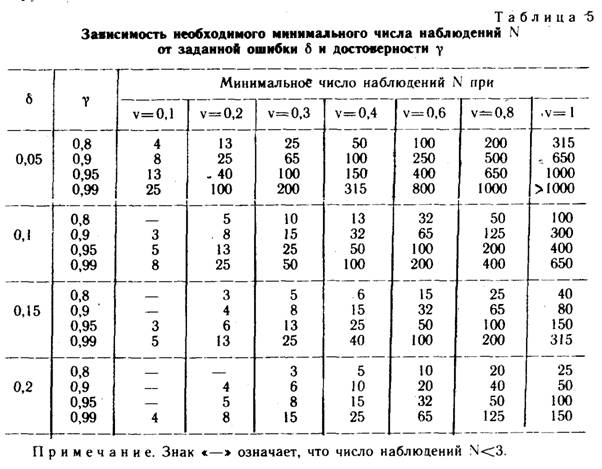
Величина коэффициента вариации показателей коррозии зависит от многих факторов, важнейшими из которых являются: вид коррозии, продолжительность испытаний образцов (эксплуатации оборудования), площадь поверхности образцов.
При определении коррозионных потерь весовым методом распределение потерь массы образцов, испытанных в одном режиме, подчиняется нормальному закону,
если средняя глубина проникновения коррозии превышает средний размер зерна металла, т. е. превышает 20 мкм. Такой глубине соответствуют потери массы около 16 мг/см² (для сталей и хромоникелевых сплавов).
Эта рекомендация следует из приведенных ниже результатов исследования поверхностного разрушения металлов методом статистического моделирования на ЭВМ. При меньших величинах коррозионных потерь закон распределения может отличаться от нормального. Так как при нормальном распределении коэффициент вариации показателя не должен превышать 0,3 - 0,4 , то выполнение указанного условия может служить ориентировочным критерием соответствия опытных данных нормальному закону. Чем больше продолжительность испытаний и площадь поверхности образцов, а следовательно, и величина коррозионных потерь, тем ближе распределение экспериментальных данных к нормальному закону (в силу центральной предельной теоремы) и меньше величина коэффициента вариации весовых потерь образцов. Таким образом, повышения точности при коррозионных испытаниях можно достичь не только увеличением числа образцов, но и путем увеличения продолжительности испытаний либо увеличением площади поверхности образцов.
При измерениях локальной глубины проникновения коррозии распределение результатов измерений подчиняется закону Вейбулла [22], при этом величина коэффициента вариации часто превышает 0,4. Поэтому для планирования испытаний величина коэффициента вариации должна выбираться в зависимости от ожидаемого вида и интенсивности коррозии, а также вида контролируемого показателя:
при квазиравномерной коррозии - до 0,2;
при неравномерной сплошной коррозии - 0,3 - 0,5;
при локальной коррозии - выше 0,5.
После проведения испытаний следует вычислить по формулам (2) и (3) статистические оценки измеренных показателей и коэффициент вариации υ = S/x. В случае, если полученный коэффициент вариации окажется больше предварительно выбранного, то необходимо провести дополнительные испытания либо, при невозможности проведения дополнительных испытаний, уточнить доверительные интервалы полученных результатов по формуле (6).
Минимальная продолжительность испытаний, которая обеспечивает необходимую точность и достоверность результатов лабораторных испытаний, определяется интенсивностью коррозии испытуемого материала в заданной среде. При промышленных испытаниях, кроме этого, определяющим фактором является стабильность параметров технологической среды и величина периода повторяемости колебаний параметров, влияющих на скорость коррозии металлов. Чем выше дисперсия параметров и больше величина периода повторяемости, тем длительней должны быть испытания. Зависимости точности и достоверности результатов коррозионных испытаний от их продолжительности, полученные в работе [41], будут рассмотрены далее.
ПРИМЕНЕНИЕ ВЕРОЯТНОСТНО-СТАТИСТИЧЕСКИХ МЕТОДОВ
В КОРРОЗИОННЫХ ИССЛЕДОВАНИЯХ
Ниже рассмотрены некоторые не вошедшие в предыдущий обзор [12],
а также новые разработки в данной области, выполненные как в нашей стране, так и за рубежом.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 |
