
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 004.040
;
A. A. Saprykin; O. N. Choporov
АЛГОРИТМ РАБОТЫ УСТАНОВКИ ИЗГОТОВЛЕНИЯ АКТИВНОЙ УГЛЕРОДНОЙ ЛЕНТЫ ДЛЯ ЭЛЕКТРОДОВ СУПЕРКОНДЕНСАТОРОВ
PRINCIPLE OF MANUFACTURING UNIT OF ACTIVE CARBON RIBBON electrode supercapacitors
Данная статья посвящена алгоритму работы опытной установки для получения активной углеродной ленты – компонента электрода суперконденсаторов.
Ключевые слова: углеродная лента, суперконденсатор, программа.
This article is devoted to the algorithm of the automated pilot plant for production of active carbon tape - part supercapacitor electrode.
Keywords: carbon tape, supercapacitor, program.
Установка изготовления активной углеродной ленты предназначена для получения активной углеродной ленты – основного компонента электрода суперконденсатора, определяющего его сверхвысокую емкость. Именно получение качественной углеродной ленты с заданными параметрами (толщина, качество поверхности, чистота получаемого углеродного материала) является очень сложным и ответственным этапом во всей технологической цепочке изготовления суперконденсатора.
Машина формирования активной углеродной ленты состоит из двенадцати валковых ступеней. Все данные с датчиков поступают на входы логического контроллера, который отвечает за выполнение всех операций. Выходы контроллера подключены к частотным преобразователям, которые управляют мотор - редукторами. Регулировка скорости ленты происходит в автоматическом режиме и зависит от того, в какую сторону отклоняется устройство натяжения ленты.
После того, как машина включена и углеродный гранулят засыпан в бункер, оператор запускает на сенсорной панели управления экран управления первым каскадом и нажимает кнопку «Заправка пуск». После чего запускаются первые две ступени. Расстояние между ступенями минимальное, поэтому устройство натяжения не устанавливается. Скорости вращения валков на этих ступенях автоматически не регулируются, поэтому достаточно один раз синхронизировать работу этих ступеней.
После выхода из второй ступени активная углеродная лента проходит через оптический датчик, который дает сигнал на контроллер, о том, что лента вышла из ступени. Контроллер обрабатывает этот сигнал и включает первую обрезку, которая предварительно обрезает кромки у выходной ленты.
При этом оператор должен протянуть углеродную ленту через устройство натяжения с небольшим провисанием, после чего включить режим автоматической регулировки скорости первой обрезки.
Так как между валками у ленты имеется небольшой провис, устройство натяжения ленты откроет индуктивный датчик, следящий за провисанием, который подаст сигнал о провисании на контроллер, после чего к текущему значению скорости прибавится значение скорости «Шаг плюс», которое задается с сенсорной панели.
Прибавление значения «Шаг плюс» будет происходить каждый период времени, заданный на панели как «Время опроса мс», до тех пор, пока либо скорость не достигнет максимального значения, либо пока устройство натяжения не закроет датчик, следящий за провисанием.
После того, как значение скорости нижней валковой ступени возросло, лента начнет натягиваться, и устройство натяжения ленты начнет открывать индуктивный датчик, следящий за натяжением. После того, как датчик откроется, контроллер начнет отнимать от текущего значения скорости, значение «Шаг минус», которое также задается с панели.
Отнимание значения «Шаг минус» также будет происходить через период, равный времени опроса датчиков, до тех пор, либо пока скорость не упадет до минимального значения, либо пока устройство не закроет датчик.
Далее лента, выходя из первой обрезки, закрывает следующий оптический датчик, который, посылает сигнал на контроллер, о том, что необходимо запустить третью ступень. После чего оператор пропускает ленту через следующее устройство натяжения и заправляет ее в третью ступень.
Аналогично процесс происходит с другими ступенями до второй обрезки. Ленту, выходящую со второй обрезки оператор заправляет в устройство намотки, прикрепляя ее к картонной гильзе, закрепленной между втулками. Лента начинает наматываться на гильзу. После того, как углеродный гранулят закончится, лента перестанет прокатываться, и ее край начнет уходить вниз. По мере того, как лента начнет открывать оптические датчики, ступени, из которых ушла лента, начнут останавливаться.
После того, как вся лента с первого каскада утонилась и намоталась на гильзу, оператор выключает первый каскад, нажатием кнопки «Заправка стоп», снимает гильзу с намотанной углеродной лентой и вставляет ее в устройство размотки на втором каскаде. Процесс заправки ленты и работы машины на втором каскаде аналогичен процессу первого каскада.
В том случае, если лента оборвется, откроется оптический датчик, который подаст сигнал на контроллер об обрыве ленты и все ступени, находящиеся выше места обрыва остановятся, в то время как нижние ступени продолжат утонять ленту. На случай, если первая лента еще до конца не раскаталась, а верхние валковые ступени уже освободились, предусмотрена кнопка «Повторная заправка», нажатием на которую можно запустить новый процесс раскатки ленты, не влияя на старый.
Рис. 1 |
Частотные преобразователи, установленные в шкафу, настроены на защиту от превышения крутящего момента. Если между крутящимися валками случайно попадет посторонний предмет, частотный преобразователь отключится и на сенсорной панели появится предупреждение «Неисправность # группы преобразователей». Такая защита необходима для того, чтобы как можно больше защитить валковые ступени от повреждения, ведь каждая царапина или излишний люфт валков приведут к тому, что полученная лента будет сильно отличаться от необходимой.
Главная программа служит для первоначального обнуления всех данных, установки прерывания, запуска подпрограмм и для запуска приводов ступеней при срабатывании метки запуска.
После включения машины, контроллер начинает обрабатывать главную программу, которая представлена в редакторе контактного плана и расписана по цепям ниже.
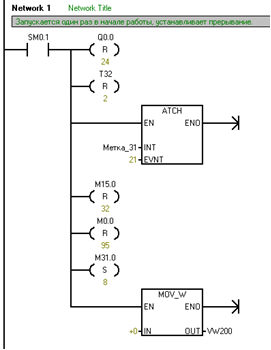
Network 1. (рис. 1). Эта цепь предназначена для сброса всех параметров в первоначальное состояние.
Бит SM0.1 включен в течении первого цикла обработки программы, затем выключается.
Происходит сброс 24 битов выходов контроллера, начиная с Q0.0;
Происходит сброс 2 таймеров – Т32 и Т33;
Назначается прерывание «Метка_31» по
Рис. 2 |
событию 21 (Таймер Т32 – включение прерывания при СТ = PT (текущее время таймера = предустановленному времени));
Происходит сброс 32 меток, начиная с М15.0;
Происходит сброс 95 меток, начиная с М0.0;
Происходит установка 8 меток, начиная с М31.0; Метка 31.0 вызывает стартовый экран сенсорной панели.
Идентификатору памяти в формате слова VW200 (вызов предупреждения об аварии) присваивается значение 0.
Рис. 3 |
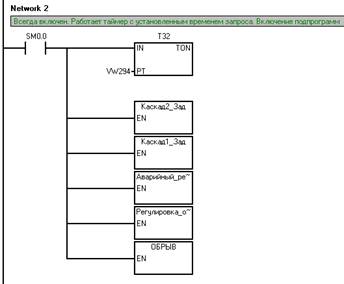
Network 2. (рис. 2). Включение подпрограмм, запуск таймера опроса датчиков.
Бит SM0.0 всегда включен.
Таймер Т32 выставляется на время, заданное с помощью идентификатора памяти VW294, значение которого задается в стартовом экране в окне «Время опроса, мс» (см. рис. 11).
Запускаются все подпрограммы.
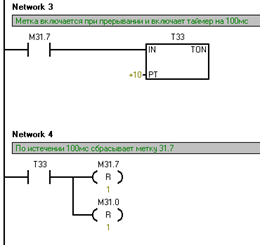
Network 3 и Network 4. (рис. 3). При включении метки опроса датчиков М31.7, которая запускается при прерывании, уставка времени сброса метки. Метка опроса датчиков включена втечении 100 мс.
Рис. 4 |
После включения метки М31.7, запускается таймер Т33 с разрешением 10 мс и предустановленным временем 10. По истечении 100 мс, таймер Т33 срабатывает и сбрасывает метку опроса датчиков М31.7 и метку вызова стартового экрана.
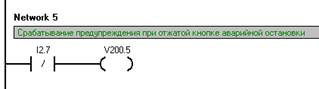
Network 5. (рис. 4). Включение предупреждения при нажатой кнопке «Аварийный стоп» на панели оператора.
Рис. 5 |
При нажатии на кнопку «Аварийный стоп» на панели оператора (вход I2.7), установится бит идентификатора памяти V200.5, который является старшим байтом идентификатора VW200 (вызов предупреждения). На сенсорной панели появится предупреждение с текстом сообщения: «Нажата кнопка «Аварийный стоп»».
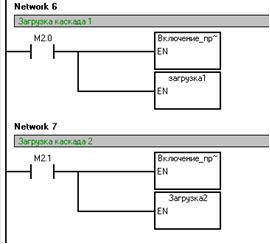
Network 6 и Network 7. (Рис. 5). Включение подпрограмм загрузки и включения приводов каскадов при нажатии кнопки «Заправка пуск» в окне управления каскадом. При нажатии кнопок «Заправка пуск» на экране управления каскадами (см. рис. 12), которым присвоены метки М2.0 – заправка первого каскада и М2.1 – заправка второго каскада, запустятся подпрограммы включения приводов и загрузки. Каскад начнет работать. При этом на кнопках «Заправка пуск» надпись изменится на «Заправка стоп».
Рис. 6 |
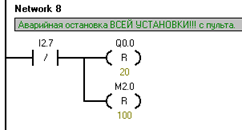
Network 8. (рис. 6). Аварийная остановка машины при нажатии кнопки «Аварийный стоп», находящейся на панели оператора рядом с сенсорной панелью.
Рис. 7 |
При нажатии на кнопку «Аварийный стоп» на панели оператора (вход I2.7), сбросятся все выходы включения приводов и все вспомогательные метки.
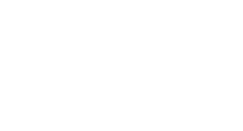
Network 9 – Network 11. (рис. 7). При нажатии на кнопки «Заправка стоп» каскад остановится. При нажатии на кнопку «Заправка пуск» (Метки М2.0 и М2.1) сбрасывается вспомогательную метку М31.6.
После того, как сброшена вспомогательная метка М31.6 и будет нажата кнопка «Заправка стоп», на соответствующем каскаде будут сброшены метки пуска первых ступеней, метки повторной заправки, биты включения приводов данного каскада и вспомогательные метки идентификации обрыва углеродной ленты М6.0 и М6.1. Каскад остановится.
Network 12 – Network 26. Прямое включение – выключение приводов.
Присвоение выходному биту значения 1 по переднему фронту включения метки прямого включения приводов, присвоение значения 0 по заднему фронту включения метки. Метки М18.0 – М19.6 включаются при нажатии кнопки «Пуск ступени #», находящейся на экране наладочного режима. При этом кнопка «Пуск ступени #» становится кнопкой «Стоп ступени», при нажатии на которую, метка сбрасывается. Например, для первой ступени, при нажатии кнопки «Пуск ст. 1», включается метка М18.0 и выходному биту Q0.0 присваивается значение 1, тем самым включается привод первой ступени. Когда нажимается кнопка «Стоп ст. 1», М18.0 выключается, выходной бит Q0.0 сбрасывается и привод останавливается.
список литературы
1. Burke A. Ultracapacitors: why, how, and where is the technology // Journal of Power Sources. 2000. Vol. 91. P. 37-50.
2. Conway B. Electrochemical Supercapacitors: Scientific Fundamentals and Technological Applications. Kluwer–Plenum, New York. 1999.
Воронежский государственный технический университет, г. Воронеж
аспирант кафедры «ТАСЭМ»
Тел. 0-96; e-mail *****@***ru.
Воронежский государственный технический университет, г. Воронеж
Д. т.н, проф.; зав. кафедрой «ТАСЭМ»
Тел. 8(473); e-mail *****@***ru.
