
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Билет 1
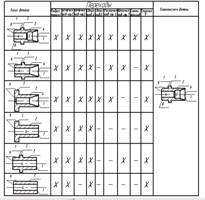
1. Групповые техн-гии. Назнач-е и область применения.
Особенности группового ТП:
1. станки оснащаются необходимой оснасткой согласно ведомости группового ТП
2. станок и деталь закрепляются за одним рабочим
3. производится четкое оперативное планирование на участке с целью своевременного обеспечения рабочего места заготовками, инструментом, приспособлениями и т. д.
Применение группового ТП позволяет повысить производительность труда на:
1. револьверных операциях на 40-50%
2. токарных на 20-30%
3. фрезерных и сверлильных на 20-30%
Время на переналадку сокращается на:
1. револьверных на 40-50%
2. фрезерных на 80%
3. токарных на 20-30%
Принципиальное отличие групповой и типовой технологии:
1. Типовая технология характеризуется общностью последовательности и содержания операций ТП, т. е. технологическим и конструктивным подобием детали.
2. Групповая технология характеризуется общностью оборудования и технологической оснасткой, необходимой для выполнения данной операции или полного изготовления детали.
3. Типовая технология предпочтительна для массового и крупносерийного производства.
4. Групповая технология предназначена для серийного и мелкосерийного производства.
Комплектность документов и правила оформления документов на типовые и групповые ТП регламентирована ГОСТ 3.1121-84.
Последовательность выполнения работ при составлении группового ТП:
1. разбивка детали на группы
2. создание комплексной детали и разработка группового ТП и наладки
3. проектирование групповой оснастки
4. модернизация оборудования
5. перепланировка участка для обеспечения прямоточного технологического потока
6. проведения технического нормирования
Для группового ТП изготавливается групповая оснастка и групповая наладка.
Групповая наладка – наладка станка, обеспечивающая обработку всех деталей группы при небольших переналадках или без них.
технически обоснованных норм и техническое нормирование невозможно.
При применении групповых ТП серийность как бы увеличивается и становится возможным техническое нормирование.
Нормирование осуществляется на комплексную деталь, нормирование деталей входящих в группу берется в процентном отношении к комплексной детали. И хотя технические нормы также будут приблизительны, но все же более точно отражают истинную трудоёмкость, по сравнению с опытно-статическими нормами, применяемыми в мелкосерийном и единичном производствах.
2. Назнач-е комплексной детали.
Классификация деталей:
Групповой метод основан на классификации деталей по видам обработки, т. е. создаются группы деталей, которые обрабатываются на револьверных станках, на станках автоматах, фрезерных, сверлильных и т. д.
В свою очередь каждый класс разбивается на группы с учетом точности обработки, габаритов деталей и общности ТП.
При проектировании групповых ТП составляется комплексная деталь, включающая в себя все поверхности деталей группы.
ТП составляется для комплексной детали, и он является групповым для всех деталей, входящих в группу.
Комплексная деталь – реальная или условная деталь, содержащая в своей конструкции все элементы (поверхности) деталей, входящих в группу.
Комплексная деталь является конструктивно – технологическим представителем деталей группы.
Под основными элементами детали понимают поверхности, определяющие конфигурацию детали и основные технологические задачи, решаемые при их обработке.
Основные элементы служат главным признаком при отнесении конкретной детали к той или иной группе.
Поверхности или элементы комплексной детали необходимо индексировать по определённой схеме, так чтобы все поверхности деталей входящих в группу были ею охвачены.
При разработке группового ТП исходят из следующих изображений:
1. последовательность всех технологических операций и переходов должна обеспечивать обработку всех поверхностей детали группы;
2. технологическая оснастка должна быть приемлемой для обработки всех деталей группы, т. е. быть унифицированной и обеспечивать увеличение производительности обработки.
Билет 2
1. Виды сварки, примен-мые при сборке газотурбинных двиг-ей.
1. Диффузионная
Осуществляется без расплавления металла в вакууме 10 -3–10 -7 мм рт. ст. при давлении на сопрягаемые детали Р=0,1–2,0 кгс/мм2 , с нагревом деталей до Тн =0,7tпл, с выдержкой t=20мин. Обеспечивается прочное, надежное соединение деталей).
2. Ядерная
На поверхность сопрягаемых деталей наносится паста из лития и бора, которая является своеобразным клеем, и облучается нейтронами. Происходит ядерная реакция с выделением большого количества тепла)
Недостаток: нельзя сплавлять детали из материалов, которые становятся радиоактивными при облучении нейтронами.
3. Сварка плавлением
Может быть:
а) дуговой;
б) электронно-лучевой;
в) плазменной;
г) лазерной.
4. Контактная сварка
Может быть:
а) точечной;
б) роликовой;
в) оплавлением в стык.
5. Ультразвуковая сварка.
Можно сваривать биологические объекты (например - кости)
6. Сварка взрывом(холодная сварка).
В ядерной, атомной пром-ти, в оборонной пром-ти.
Необходимые условия для получения качественного сварного шва:
1)Физическая свариваемость.
2)Правильный выбор метода сварки, с учетом материала и конструкции
3)Исправное оборудование и правильный выбор режима сварки.
4)Использование технологических методов, снижающих сварное напряжение (подогрев свариваемых деталей, выбор последовательности наложения швов и др.)
5)Правильный выбор места т/о при сварке
6)Автоматизация и механизация сварочных работ.
2. Раскрыть технол-кие особен-ти обработки литых турбинных лопаток.
Примерный план обработки лопаток турбин
Заготовка – штамповка с припуском на сторону по перу 1,5-2мм. По замку 2-2,5мм
1. Обрезка облоя с боковых сторон, торца замка и технологических бобышек.
2. Обработка базовых поверхностей на комлевой части и бобышек.
3. Фрезер, протачивание, шлифование базовых пов-ей со стороны корыта и спинки, со стороны вх. И вых. Кромок, сверление и зенкерование отверстия в технологической бобышке.
4. Фрезерование торцев замка вх и вых кромок пера. Фрезерование или протягивание клина замка.
5. Эл. Хим обработка корыта и спинки.
6. Шлифование лентой корыта и спинки.
7. Шлифование вх и вых кромок.
8. Полирование корыта, спинки и кромок пера под травление.
9. Травление и контроль пера люм-методом.
10. Окончательное полирование корыта и спинки.
11. Шлифование скругление и полирование кромок.
12. Шлифование или протягивание елочного профиля замка.
13. Фрезерование торца и боковых сторон замка, полочек со стороны спинки и корыта, лабиринтов и др.
14. Отрезка технологической бобышки. Шлифование торца пера лопатки.
15. Окончательный контроль.
Обработка литой лопатки в отличие от деформир-ой сводится в основном к обработке боковых кромок, торца и полировки.
Билет 3
1. Раскрыть технол-кие особен-ти обр-ки литых лопаток.
Примерный план обработки лопаток турбин
Заготовка – штамповка с припуском на сторону по перу 1,5-2мм. По замку 2-2,5мм
16. Обрезка облоя с боковых сторон, торца замка и технологических бобышек.
17. Обработка базовых поверхностей на комлевой части и бобышек.
18. Фрезер, протачивание, шлифование базовых пов-ей со стороны корыта и спинки, со стороны вх. И вых. Кромок, сверление и зенкерование отверстия в технологической бобышке.
19. Фрезерование торцев замка вх и вых кромок пера. Фрезерование или протягивание клина замка.
20. Эл. Хим обработка корыта и спинки.
21. Шлифование лентой корыта и спинки.
22. Шлифование вх и вых кромок.
23. Полирование корыта, спинки и кромок пера под травление.
24. Травление и контроль пера люм-методом.
25. Окончательное полирование корыта и спинки.
26. Шлифование скругление и полирование кромок.
27. Шлифование или протягивание елочного профиля замка.
28. Фрезерование торца и боковых сторон замка, полочек со стороны спинки и корыта, лабиринтов и др.
29. Отрезка технологической бобышки. Шлифование торца пера лопатки.
30. Окончательный контроль.
Обработка литой лопатки в отличие от деформир-ой сводится в основном к обработке боковых кромок, торца и полировки.
2. Клас-ция сборочных разм-ых цепей.
Классификация СРЦ
1. Статические
· Линейные (параллельно-замкнутые, последовательно-замкнутые, комбинированные)
· Плоскостные (параллельно-замкнутые, последовательно-замкнутые, комбинированные)
· Пространственные (параллельно-замкнутые, последовательно-замкнутые, комбинированные)
2. Динамические
· Линейные (параллельно-замкнутые, последовательно-замкнутые, комбинированные)
· Плоскостные (параллельно-замкнутые, последовательно-замкнутые, комбинированные)
· Пространственные (параллельно-замкнутые, последовательно-замкнутые, комбинированные)
Статические РЦ рассчитываются без учета действия сил и температур.
Динамические РЦ намного сложнее и рассчитываются с учетом осевых и центробежных нагрузок и температурных деформаций.
Линейные РЦ - все звенья лежат в одной плоскости, они составляют примерно 90% от всех СРЦ.
Плоскостные РЦ – звенья могут располагаться в параллельных плоскостях.
Пространственные РЦ – звенья располагаются как угодно в пространстве

А и В – параллельно-замкнутые
А и С – последовательно-замкнутые
А, В, С - комбинированные РЦ
А - увеличивающиеся
А - уменьшающиеся
Ак - звено-комбинатор
Ао - звено с нулевым номиналом
А∑ - замыкающее звено
Билет 4
1. Сборка узлов с подшипниками скольжения.
По сравнению с ПК:
«+»-1. малые диаметральные размеры
2. возможность применения различных П.
3. высокая частота вращения до 100000об/мин
4. возможность работать в воде и агрессивных средах
5. хорошо переносит вибрации и ударные нагрузки.
«-»-1. высокие потери на трение
2. необходимость постоянного наблюдения за смазкой.
3. неравномерный износ П и цапфы.
4.исп-ние дорогих материалов для вкладышей.
5. большая длина.
Виды ПС
1. по воспринимаемым нагрузкам
осевые и радиальные
2.по режиму смазки
гидродинамические, гидростатические, с твердой смазкой, самосмазывающиеся, без смазки.
3. по конструкции
самоустанавливающиеся и сегментные
Основным фактором, обеспечивающим долговечность ПС, яв-ся диаметральный зазор между отверстием и валом.
Величина зазора рассч-ся таким образом чтобы обеспечить жидкостное трение.
Согласно гидродинамической теории (Петров) при вращении вала в П его центр будет смещаться в сторону вращения относительно оси отверстия. При этом как-бы масляный клин, min толщина которого Sminбудет зависеть от диаметрального зазора, числа оборотов вала, вязкости масла, температуры и др.
Для обеспечения жидкостного трения необходимо, чтобы Smin масляного клина было не меньше критического значения.
Если S будет меньше, о будет иметь место полусухое трение. В то же время увеличение диаметрального зазора приводит к падению давления системы, что влечет за собой ¯Smin.
Другим фактором, определяющим величину зазора яв-ся выносливость П - его антифрикционного слоя. По условиям выносливости этот зазор должен быть min, что не соот-ет требованиям гидродин0кой теории смазки. Поэтому зазор рассч-ся с учетом обоих требований.
d=с*Öd
d-зазор
с-коэф-нт const для данного П, характеризующий режим работы П и зависящий от вязкости масла, ср. удельного давления и окружной скорости.
d-диаметр вала.
Величина диам-ного зазора наиболее распр-ных в ПК-0,06-0,1 мм – для обычных. Быстроходные-0,15-0,22мм
Так как ПС зал-ся антифрикционноым слоем, свинцовистой бронзой, Ag, индием и имеет окончательно обработанную поверхность, то их подгонка шабрением или развертыванием не допускается.
Требуемый зазор обесп-ся подбором диаметра вала. Вкладыши П должны вставляться в гнездо с натягом =0,03-0,05мм и прилеганием по краске не менее 80%. В некоторых быстроходных двигателях для обеспечения соосности вала и П прим-ют плавающие П. Они устанавливаются в гнездо с зазором и имеют возможность некоторого радиального перемещения. При этом смазка расп-ся как между валом и п, так и между гнездом и П. В последнее время находят применение П с газовой или воздушной смазкой. Они прим-ся в тех случаях, когда жидкая смазка не пригодна из-за рабочей t или агрессивной среды, или когда газ сам яв-ся смазкой.
2. Организац-ные формы технол-го процесса.
В современном маш/строен. применяют две основные организац-е формы сборки: поточная и непоточная. При поточной (применяется в КС и МПр) объект сборки обычно последовательно перемещается от одного РМС к другому, при сборке крупогабарит. изд-й они могут оставатся неподвижными на стендах расположенных в технологич-й поледовательности. При непоточной сборке (применяется в ЕПр и МС) весь процесс сборки осущест-я на одном рабочем месте сборщиком или бригадой. В этом случае процесс сборки на элементы не расчленяется.
различают 3 организационные формы сборочного процесса В зависимости от типа произво-дства:
1. Единичное производство характеризуется большим объемом пригонных работ, сборка осуществляется без спец приспособлений, ТП разрабатывается на уровне маршрутных технологий, где определяется перечень и последовательность выполнения операций. Используется универсальный инструмент и приспособления.
2. Серийное производство. Изделие изготавливается серийно или партиями через определенный промежуток времени, ТП разрабатывается подробно с составлением схемы сборки, применяется спец приспособления и переналаживаемая оснастка. Меньше пригонных работ, чем в ед. пр-ве. Весь процесс сборки расчленяется на поузловую сборку, объект может перемещаться.
3. Массовое пр-во. Изготовление изделий производится непрерывно, за каждым рабочим местом - определенная операция или несколько операций, время операций – сопоставляется с тактом выпуска. Сборочное оборудование расположено по ходу ТП. Обеспечивается принцип полной взаимозаменяемости деталей при сборке, отсутствуют пригонные работы.
Билет 5
1. Осветить сборку конич-х зубч-х колес. Контроль точ-ти сборки конич. зубчат. колес.
В АД исп-ся больш. кол-во зубч. сопряжений: конич, цилиндр, прямозуб. и с круговым зубом.
Требования к зуб. зацепл-ям при сборке :
1. наличие установленного чертежом бокового зазора (БЗ) зацепления.
2. правильное зацепление по отпечаткам краски на контактной поверхности зубьев.
3. отсутствие в зацеплении недопустимых по ТУ торцевых и радиальных биений.
4. плавность работы зубчатой передачи.
5. уровень шума
БЗ – наименьшее расст-е м/у профильными поверх-ми смежных зубьев сопряженных колес передачи, обеспечивающее свободный поворот одного колеса при неподвижном другом.
При регулир-ии БЗ в процессе сборки КЗ колес пользуются тем, что этот зазор меняется при перемещении колеса вдоль оси. Однако такое перемещение нарушает зацепление, которое считается правильным, если вершины начальных конусов совпадают.
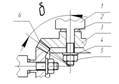 1 – вал,
1 – вал,
2– регулиров-я шайба,
3 – КЗ колесо, 5 – гайка,
6 – торцы.
![]()
Регулировка БЗ в зуб. коническом сопряжении осущ-ся за счет перемещения вдоль оси одного или обоих колес путем установки регулир-ых шайб (2) или прокладок под торец колеса со стороны вала.
При точном изготовлении колес торцы (6) должны находиться в одной плоскости.
Величина БЗ и величина осевого перемещения связаны: Jn= gk 2 sina sind.
где d-половина угла начального конуса
БЗ в конич. зац-и измеряется как и у цил-х.
Неправильно подобранный зазор как в конич., так и в цилиндр-х передачах приводит к повышенному шуму, износу зубьев, погреш-ти в отсчетных механизмах, поломке зубьев в момент запуска двигателя
Проверка зацепления по краске:
Правильность касания или контакта зубьев выявл-ся по пятну контакта (ПК) являющ-ся частью боковой поверхности зуба.
 Для КЗ колес правиль-ть касания опред-ся относит-ми размерами ПК и его формой. ПК может быть сплошным или прерывистым.
Для КЗ колес правиль-ть касания опред-ся относит-ми размерами ПК и его формой. ПК может быть сплошным или прерывистым.
Пятно контакта оценивается по длине и высоте
ПкL=((a-c)/B)*100%
Пкh=(hср/hзац)*100%
где а - длина ПК, с - разрыв
ПК у КЗ колес м/б смещено в сторону тонкой части зуба. Этим учитывается деформация зуба под действием рабочих нагрузок.
Неправильная форма ПК м/б обусловлена: перекосом осей колес или эксцентричностью установки колеса на оси.
2. Охарактер-ть сборку методом развальцовки и отбартовки.
Билет 6
1. Раскрыть технологию обр-ки азотир-ых и цементир-ых валов.
Обработка валов цементируемых:
1.1 т/о –нормализация
1.2 1.2 подрезка торцев и зацентровка
1.3 проточка шеек под люнет, если валы длинные.
Черновой этап.
1. Сверление осевого отверстрия
2. Отрезка образцов для испытания (для валов 1-й категории контроля)
3. Растачивание отверстий и протачивание
4. Обработка наружних поверхностей
5. Шлифование цементуемых поверхностей, отверстий
6. Шлифование наружных цементуемых шеек, поверхностей, валов. Гальваническая операция: меднение – меднение нецементуемых поверхностей.
7. Цементация, закалка и отпуск.
8. правка и зачистка центральных фасок и базовых поверхностей
9. шлифование шеек под люнет, если вал длинный.
Чистовой этап.
1. Растачивание отверстий.
2. Обтачивание нецементуемых наружных поверхностей.
3. Нарезание шлиц, протачивание выкружек.
4. Сверление радиальных отверстий.
Окончательный этап.
1. Полирование отверстий
2. Шлифование цементированных участков отверстий
3. Шлифование нар-ых цем-ых шеек.
4. Шлифование шлицев.
5. Нарезание резьбы
6. Полирование наружных поверхностей
7. Чистовая отделка наружных рабочих поверхностей.
2. Особен-ти сборки подшипников скольжения.
По сравнению с ПК:
«+»-1. малые диаметральные размеры
2. возможность применения различных П.
3. высокая частота вращения до 100000об/мин
4. возможность работать в воде и агрессивных средах
5. хорошо переносит вибрации и ударные нагрузки.
«-»-1. высокие потери на трение
2. необходимость постоянного наблюдения за смазкой.
3. неравномерный износ П и цапфы.
4.исп-ние дорогих материалов для вкладышей.
5. большая длина.
Виды ПС
1. по воспринимаемым нагрузкам
осевые и радиальные
2.по режиму смазки
гидродинамические, гидростатические, с твердой смазкой, самосмазывающиеся, без смазки.
3. по конструкции
самоустанавливающиеся и сегментные
Основным фактором, обеспечивающим долговечность ПС, яв-ся диаметральный зазор между отверстием и валом.
Величина зазора рассч-ся таким образом чтобы обеспечить жидкостное трение.
Согласно гидродинамической теории (Петров) при вращении вала в П его центр будет смещаться в сторону вращения относительно оси отверстия. При этом как-бы масляный клин, min толщина которого Sminбудет зависеть от диаметрального зазора, числа оборотов вала, вязкости масла, температуры и др.
Для обеспечения жидкостного трения необходимо, чтобы Smin масляного клина было не меньше критического значения.
Если S будет меньше, о будет иметь место полусухое трение. В то же время увеличение диаметрального зазора приводит к падению давления системы, что влечет за собой ¯Smin.
Другим фактором, определяющим величину зазора яв-ся выносливость П - его антифрикционного слоя. По условиям выносливости этот зазор должен быть min, что не соот-ет требованиям гидродин0кой теории смазки. Поэтому зазор рассч-ся с учетом обоих требований.
d=с*Öd
d-зазор
с-коэф-нт const для данного П, характеризующий режим работы П и зависящий от вязкости масла, ср. удельного давления и окружной скорости.
d-диаметр вала.
Величина диам-ного зазора наиболее распр-ных в ПК-0,06-0,1 мм – для обычных. Быстроходные-0,15-0,22мм
Так как ПС зал-ся антифрикционноым слоем, свинцовистой бронзой, Ag, индием и имеет окончательно обработанную поверхность, то их подгонка шабрением или развертыванием не допускается.
Требуемый зазор обесп-ся подбором диаметра вала. Вкладыши П должны вставляться в гнездо с натягом =0,03-0,05мм и прилеганием по краске не менее 80%. В некоторых быстроходных двигателях для обеспечения соосности вала и П прим-ют плавающие П. Они устанавливаются в гнездо с зазором и имеют возможность некоторого радиального перемещения. При этом смазка расп-ся как между валом и п, так и между гнездом и П. В последнее время находят применение П с газовой или воздушной смазкой. Они прим-ся в тех случаях, когда жидкая смазка не пригодна из-за рабочей t или агрессивной среды, или когда газ сам яв-ся смазкой.
Газовые П подр-ся на :
Газостатические (ГС) и газодинамические (ГД).
ГД-нагрузка воспринимается газодинамическим давлением газа, возникающим благодаря вязкому сдвигу газовой пленки. Давление возникает только в том случае, когла газ затягивается в зазор переменной величины. При 0-й скорости грузоподъемностьГДП=0.
В ГСП нагрузка воспринимается газостатическим давлением, созданным внешним источником. Работоспособность таких ПС в большей мере зависит от радиального зазора между валом и П.
При избыточном давлении от Р=0,7-5атм. Зазор должен обеспечивать высокую точность сборки, а также надежные концевые уплотнения, исключающие утечку газа. При сборке необходимо обеспечивать высокую культуру производства и чистоту. В АД 21в. предусматривается применение магнитных П с бесконтактной магнитной подвеской вращающихся узлов ротора, в которой для поддержания стабильности положения ротора будет применена система с обратной связью.
За счет самоустановки ротора в МП ротор может вращаться вокруг центра масс, а не вокруг геометрического центра.
Таким образом, вращающийся узел (ротор) может стать самоустанавливающимся и требования к балансировке ротора могут быть менее жесткими по сравнению с существующими.
Билет 7
1. Место технолог-го процесса сборки в производ-ом процессе.
Технологический процесс сборки является завершающим и наиболее ответственным этапом в производстве авиа или ракетного двигателя.
Процесс сборки значит сложнее мех обработки и хар-ся следующими моментами:
1. Многообразием вых параметров:
Геометрических
Кинематических
Электрических
Гидравлических и др.
2. Сложностью и недостаточной изученностью сопутствующих физических явлений.
Деформация стали
Наличие контактных напряжений
Тепловые деформации и др.
Что затрудняет расчет и обеспечение заданных вых параметров изделия.
3. Большим разнообразием рабочих движений и сложностью их механизации и автоматизации.
Трудоемкость сборки составляет 25/50% от всей трудоемкости изготовления изделия.
В авиа промышленности трудоемкость составляет 30%
В США 54% это объясняется тем, что темпы механизации отстают от других методов обработки (их уровень механизации-98%, а сборки-25%).
2. Основные понятия и опред-ния, примен-ые в сборке.
Изделие – есть объект производства, продукт конечной его стадии, в зависимости от профиля предприятия изделие может быть - автомобиль, двигатель, швейная игла…
Исходя из технологических признаков, считают, что изделия состоят из деталей, сб. единиц, или узлов и агрегатов.
Деталь – первичный элемент изделия, основным признаком которого является: отсутствие в нем каких либо соединений (подвижных, неподвижных, разъемных и неразъемных)
Сборочная единица (узел) – часть изделия состоящая из 2-х и более деталей, основным признаком явл возможность сборки ее обособленно от других элементов изделия.
Агрегат – изделия других заводов.
Технологический процесс сборки представляет собой процесс соединения взаимоориентированных частей изделия, осуществляемых в определенной последовательности, различными способами: свинчиванием, сваркой, запрессовкой, клепкой, пайкой, склеиванием.
Чем больше сборочных единиц в изделии, тем оно технологичнее.
1. упрощается сборка.
2. уменьшается производственный цикл т. к. сборку можно вести параллельными потоками.
Технологичный процесс сборки расчленяется на отдельные операции.
Операция – часть ТП сборки выполняющаяся над определенным объектом на определенном рабочем месте, одним или несколькими рабочими.
Переход – часть операции выполняющаяся над определенным соединением без смены инструмента и оборудования.
Рабочий прием – часть перехода представляющая собой циклические действия рабочего связанных с целевым назначением.
Прием состоит из рабочих движений.
Пример:
Переход – поставить крышку
Состоит из приемов: посановка прокладки, крышки, наживление и затяжка гаек.
Билет 8
1. Раскрыть способы посадки шлицевых соед-ний при сборке (см. детали машин).
2. Расчет точ-ти сборки зубчатых колес.
К зубчатым зацеплениям с точки зрения сборки предъявляются требования:
1. наличие установленного чертежом бокового зазора зацепления.
2. правильное зацепление по отпечаткам краски на контактной поверхности зубьев.
3. отсутствие в зацеплении недопустимых по ТУ торцевых и радиальных биений.
4. плавность работы зубчатой передачи.
5. уровень шума
|

БЗ в цил-ком зубча. зацеплении определяется в сечении перпендик-м направлению зубьев в плоскости касательной к основным цилиндрам двух сопрягаемых колес. БЗ между зубьями цил-х колес зависит от межцентр. расстоян. А. Изменение межцентр. расст. DА связано с изменением БЗ: Djn =2*DА*sina
где a-угол зацепления ; cosa=(r 01 +r 02 )/A
где r0-радиус основных окружностей колеса.
Так как А при сборке за редким исключением остается постоянным, то зазор регулируется только подбором пары колес.
БЗ можно измерять на радиусе начальной окружности при помощи щупа. Этот способ является неточным, так как трудно установить щуп в нужном положении.
Более точное – измерение с помощью индикатора.
1)Одно колесо покачив-ся, другое закреплено
2)Выносной метод – устанавливают на шкальную линейку и на нее ставят ножку индикатора
3)На качающееся колесо устанавливают стрелку. Она направлена на шкалу с делениями
Неправ-но подобр. БЗ приводит к повыш. шуму, износу зубьев, поломке зубьев в момент запуска двигателя
Проверка зацепления по краске:
Правильность касания или контакта зубьев выявл-ся по пятну контакта (ПК) являющ-ся частью боковой поверхности зуба.
Для цил. колес правиль-ть касания опред-ся относит-ми размерами ПК и его формой. ПК может быть сплошным или прерывистым.
Пятно контакта оценивается по длине и высоте
ПкL=((a-c)/B)*100%
Пкh=(hср/hзац)*100%
где а - длина ПК, с - разрыв
ПК у цил. колес располагается симметрично зубу. Этим учитывается деформация зуба под действием рабочих нагрузок.
Неправильная форма ПК м/б обусловлена: перекосом осей колес или эксцентричностью установки колеса на оси.
Билет 9
1. Опред-ние зазоров зацеплений цилинрд-х конич. колес.
Проверка зацепления по краске.
Правильность касания или контакта зубьев выяв-ся по пятну контакта яв-еся частью боковой пов-сти зуба.
Для цил-ких и кон-ких к-с правильность касания опр-ся относительными размерами пятна и его формой. Пятно может быть сплошным или прерывистым.
Пятно контакта ПК оценивается по длине и по высоте.
ПкL=((a-c)/B)*100%
Пкh=(hср/hзац)*100%
а- длина контакта
по ГОСТ1643 принято 6 видов сопряжений з. к. в порядке убывания БЗ и 5 видов допусков.
А В С D E H-сопряжения
½½ ½ ½ \/
a b c d h - допуски, если у цил-ких колес ПК располагается симметрично зубу, то у кон. К-с может быть смещено в сторону тонкой части зуба. Этим учитывается деформация зуба под действием рабочих нагрузок.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 |
