
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral


Конструкторская Сборка оборудования
разработка
Futura 500, проволокоподающее устройство TR 21

 Внимание! При использовании блока водяного охлаждения необходимо заливать только охлаждающую жидкость производства компании Sol Welding.
Внимание! При использовании блока водяного охлаждения необходимо заливать только охлаждающую жидкость производства компании Sol Welding.
ОГЛАВЛЕНИЕ
1 ОБЛАСТЬ ПРИМЕНЕНИЯ………………………………………………………. стр. 3
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ…………………………………………….. стр. 3
2 ОПИСАНИЕ ОРГАНОВ УПРАВЛЕНИЯ ……………………………………….стр. 3
3 БЛОК ПИТАНИЯ………………………………………………………………….. стр. 6
4 УСТАНОВКА MIG/MAG…………………………………………………………. стр. 6
РЕГУЛИРОВКИ СКОРОСТИ ПОДАЧИ ПРОВОЛОКИ………………………. стр. 7
2/4 ЦИКЛА - ВЫБОР ЦИКЛА ………………………………………………………стр. 8
РЕГУЛИРОВКА ТАЙМЕРА………………………………………………………... стр. 8
РЕГУЛИРОВКИ BBT (временя подачи проволоки после сварки) …………….стр. 8
РЕГУЛИРОВКИ МЯГКОГО СТАРТА
(ЗАМЕДЛЕНИЕ ПРОВОЛОКИ В НАЧАЛЕ СВАРКИ)………………………… стр. 9
5 ТЕХНИЧЕСКИЕ СПЕЦИФИКАЦИИ…………………………………………. стр. 10
СПИСОК ЗАПАСНЫХ ЧАСТЕЙ FUTURA 3500 - FUTURA 4500 ……………cтр. 11
СПИСОК ЗАПАСНЫХ ЧАСТЕЙ FUTURA 3500 - FUTURA 4500 W - FUTURA 5500 W………………………………………………….………………………………стр. 14
СПИСОК ЗАПАСНЫХ ЧАСТЕЙ
ПРОВОЛОКОПОДАЮЩЕГО УСТРОЙСТВА TRC 21………………………. стр. 17
СПИСОК ЗАПАСНЫХ ЧАСТЕЙ 4-х РОЛИКОГО
ПРОВОЛОКОПОДАЮЩЕГО УСТРОЙСТВА …………………………………стр. 19
ЭЛЕКТРИЧЕСКИЕ СХЕМЫ……………………………………………………... стр. 21
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
Источник питания FUTURA 3500C, FUTURA 4500C, FUTURA 3500S, FUTURA 4500 S-W и FUTURA 5500 S-W
Предназначены для сварки плавящимся электродом MIG/MAG в диапазоне токов 350/550 A.
• Максимальная длина используемых кабелей - до 50 м.
• Надежная работа водоохладителя гарантирована при длине шлейфа до 7 м.
• Запрещается использовать оборудование в целях, отличающихся от описанных
в данной инструкции!
Использование источника тока FUTURA в целях, отличающихся от рекомендованных
может привести к возникновению опасностей в работе и поломкам оборудования.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Предотвращайте накопление металлической пыли внутри аппарата.
Отключите электропитание оборудования перед началом любых
регламентных работ!
Стандартные периодические работы:
 • Чистка источника питания внутри посредством сжатого
• Чистка источника питания внутри посредством сжатого
воздуха под низким давлением и мягкой щетки.
• Проверка электрических кабелей и контактов на повреждения.
Для использования и обслуживания редукторов давления ознакомьтесь с соответствующими описаниями производителей.
2. ОПИСАНИЕ ОРГАНОВ УПРАВЛЕНИЯ
2. ОПИСАНИЕ ОРГАНОВ УПРАВЛЕНИЯ FUTURA SERIES
Ссылки на Рис. 1-2-3.
ПОЗ. 1: Рым-болт для перемещения генератора.
ПОЗ. 2: График скорости проволоки относительно напряжения.
(Помогает легко определить скорость подачи проволоки в зависимости от напряжения).
ПОЗ. 3: Разъем MIG/MAG горелки. (Включает в себя: силовой выход, газовыпускной патрубок и соединение включения горелки).
ПОЗ. 4: Гнездо выхода тока (-). Низкая или высокая индуктивность.
ПОЗ. 5-6: Переключение напряжения: эти переключатели расположены на лицевой панели аппарата. Они позволяют выбирать напряжение дуги. С помощью переключавыбирается главные регулировки напряжения, а (5) точные регулировки напряжения.
ПОЗ. 7: Контрольный блок лицевой панели (См. стр. 5).
ПОЗ. 8: Защита двигателя.
ПОЗ. 9: Выключатель источника питания “ON - OFF”.
ПОЗ. 10: Входное гнездо газа.
ПОЗ. 11: Плата подключения источника питания для блока водяного охлаждения.
ПОЗ. 12: Кабель силовой.
ПОЗ. 13: Подставка для газового баллона.
ПОЗ. 14: Цепь для крепления газового баллона.
ПОЗ. 15: Держатель катушки с проволокой.
ПОЗ. 16: Направляющая для проволоки.
ПОЗ. 17: Ролики подачи проволоки.
ПОЗ. 18: Крепеж верхних роликов.
ПОЗ. 19: Кнопка для корректировки нажима на проволоку.
ПОЗ. 20: Гнезда для входа (синее) выхода (красное). (ОПЦИОНАЛЬНО).
ПОЗ. 21: 16-ти контактный разъем для подключения проволокоподающего устройства MIG/MAG.
ПОЗ. 22: Силовой выход для MIG/MAG проволокоподающего устройства.
ПОЗ. 23: Предохранитель.
ПОЗ. 24: Защитная плата соединительных кабелей.
ПОЗ. 25: Силовой входной разъем (+).
ПОЗ. 26: 16-ти контактный разъем соединительных кабелей.
2. ОПИСАНИЕ ОРГАНОВ УПРАВЛЕНИЯ FUTURA SERIES
ЛИЦЕВАЯ ПАНЕЛЬ
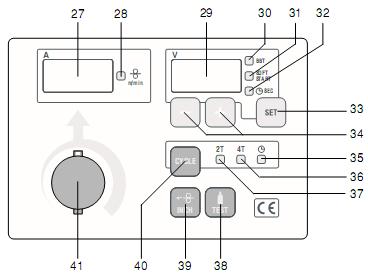
Рис. 4
Ссылки на Рис. 4.
ПОЗ. 27: Дисплей величины РАБОЧИЙ ТОК и СКОРОСТЬ ПОДАЧИ ПРОВОЛОКИ (м/мин).
ПОЗ. 28: Индикатор скорости подачи проволоки. Когда мигает индикатор, регулируйте скорость подачи проволоки, используя кнопку (41).
ПОЗ. 29:Дисплей величины:
BBT время (Время подачи проволоки после сварки) (См. Стр. 8)
МЯГКИЙ СТАРТ (См. Стр. 9)
ТАЙМЕР (См. Стр. 8)
ПОЗ. 30: Индикатор BBT времени. Когда мигает, регулируйте используя кнопку “+” “-” (34).
ПОЗ. 31: Индикатор мягкого старта. Когда мигает, регулируйте используя кнопку “+” “-” (34).
ПОЗ. 32: Индикатор таймера. Когда мигает, регулируйте используя кнопку “+” “-” (34).
ПОЗ. 33: Кнопка выбора BBT, МЯГКОГО СТАРТА, ТАЙМЕРА.
ПОЗ. 34: Кнопка регулировки BBT, МЯГКОГО СТАРТА, ТАЙМЕРА.
ПОЗ. 35: Индикатор включения ТАЙМЕРА
ПОЗ. 36: Индикатор включения 4 цикла.
ПОЗ. 37: Индикатор включения 2 цикла.
ПОЗ. 38: Кнопка проверки газа (TEST).
ПОЗ. 39: Кнопка прогона проволоки в холостом режиме.
ПОЗ. 40: Кнопка выбора 2T, 4T, таймера цикла.
ПОЗ. 41: Кнопка регулировки подачи проволоки.
Предупреждения:
Аппарат отражает следующие 2 типа предупреждений:
- Предупреждение о перегреве, отображается на дисплее ”HFA” ”AL”.
- Нехватка охлаждающей жидкости, отображается на дисплее ”CFA” ”AL”.
При появлении любого из этих предупреждений сварка не возможна.
- Защита от перегрева автоматически отключается, как только температура нормализуется.
-Предупреждение о нехватке охлаждающей жидкости исчезнет, как только уровень жидкости увеличится. Сварка будет продолжена после перезагрузки аппарата.
3. БЛОК ПИТАНИЯ
 ПРИМЕЧАНИЕ: Только квалифицированные специалисты могут производить эти операции.
ПРИМЕЧАНИЕ: Только квалифицированные специалисты могут производить эти операции.
Перед подключением системы к сети убедитесь, что входное напряжение (V) и частота (Hz) соответствуют значениям, указанным на стикере серийного номера на аппарате и выключатель стоит на позиции “0”. Подключение к электросети может быть выполнено с помощью кабеля (поставляется в комплекте с аппаратом) следующим образом:
- желто-зеленый кабель заземления;
- Остальные 3 кабеля на 3 фазы.
Подключите кабель к разъему с соответствующей мощностью, оборудуйте гнездо сети плавким предохранителем или автоматическим защитным выключателем. Убедитесь, что кабель заземления надежно закреплен на кондукторе заземления (Желто-зеленый).
Примечание: при необходимости удлинить кабель, убедитесь, что размер нового кабеля не меньше кабеля из стандартной комплектации аппарата.
4. УСТАНОВКА ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ MIG
На аппаратах серии FUTURA, подключите источник питания к проволокоподающему устройству с помощью соединительного кабеля
 Подсоедините клемму заземления к обрабатываемой детали.
Подсоедините клемму заземления к обрабатываемой детали.
 Выберите разъем индуктивности A или B необходимую для процесса сварки на базе. (Соответственно Низкий ток или высокий ток).
Выберите разъем индуктивности A или B необходимую для процесса сварки на базе. (Соответственно Низкий ток или высокий ток).

 Используя главный выключатель, включите источник питания.
Используя главный выключатель, включите источник питания.
Подключите горелку к проволокоподающему устройству.
 Для горелки с водяным охлаждением подключите шланги, как указанно на картинки.
Для горелки с водяным охлаждением подключите шланги, как указанно на картинки.
Проверьте, соответствуют ли ролики диаметру проволоки.
Вставьте проволоку в устройство горелки.
Закройте верхние ролики и установите необходимый нажим.
 УСТАНОВКА ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ MIG
УСТАНОВКА ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ MIG
Пропусти проволоку через горелку используя кнопку «inch wire».

Подключите газовый баллон с помощью шланга и поверните регулятор газа.
 Установите необходимый расход газа (между 10 и 14 л/мин).
Установите необходимый расход газа (между 10 и 14 л/мин).
 Для основных регулировок сварочной мощности (напряжение) используйте этот переключатель.
Для основных регулировок сварочной мощности (напряжение) используйте этот переключатель.

Для детальных регулировок сварочной мощности(напряжения) используйте этот переключатель.
РЕГУЛИРОВКИ СКОРОСТИ ПОДАЧИ ПРОВОЛОКИ
 Ссылки на Рис. 4 на стр. 5.
Ссылки на Рис. 4 на стр. 5.
1) Поверните кнопку (41) для регулировки скорости подачи проволоки. Индикатор (28) загорится и погаснет.
2) На дисплее (27) появится значение скорости подачи проволоки (м/мин.). Диапазон значений от 1,5 до 20 м/мин.
Во время сварки дисплеи (27) и (29) отображают рабочий ток (27) и рабочее напряжение (29).
Эти данные сохраняются и после завершения процесса сварки. Через 30 сек., дисплей (27) вернется к отображению установок скорости подачи проволоки.
 2/4 цикла – ВЫБОР ЦИКЛА
2/4 цикла – ВЫБОР ЦИКЛА
 1) Кнопка (40) позволяет выбрать цикл включения горелки:
1) Кнопка (40) позволяет выбрать цикл включения горелки:
- 2 ЦИКЛА = Загорается индикатор (37).
- 4 ЦИКЛА = Загорается индикатор (36).
- ТАЙМЕР = Загорается индикатор (35)(См. Стр. 8).
![]()
РЕГУЛИРОВКА ТАЙМЕРА
 При установке аппарата на режим “таймер” можно установить время в течении которого будет продолжаться сварка, начиная с момента нажатия кнопки горелки. Диапазон регулировки от 0,1 до 25 сек.
При установке аппарата на режим “таймер” можно установить время в течении которого будет продолжаться сварка, начиная с момента нажатия кнопки горелки. Диапазон регулировки от 0,1 до 25 сек.
1) Нажимайте кнопку (33) пока индикатор (32) не начнет мигать.
ПРИМЕЧАНИЕ: Чтобы начать регулировки BBT, МЯГКИЙ СТАРТ и ТАЙМЕР, нажимайте SET (33) более 0,5 сек.
 2) Регулируйте ТАЙМЕР с помощью кнопок "+"
2) Регулируйте ТАЙМЕР с помощью кнопок "+"
и "-" (34).
![]()
РЕГУЛИРОВКИ BBT (временя подачи проволоки после сварки)
Если в конце сварки на конце проволоки заметна капля, BBT следует увеличить. Диапазон регулировки от 10 сек до 0,5 сек.

1) Нажимайте кнопку (33) пока индикатор (30) не начнет мигать.
ПРИМЕЧАНИЕ: Чтобы начать регулировки BBT, МЯГКИЙ СТАРТ и ТАЙМЕР, нажимайте SET (33) более 0,5 сек.
2) Регулируйте ВРЕМЯ ВВТ с помощью кнопок "+"
 и "-" (34).
и "-" (34).
![]() РЕГУЛИРОВКИ МЯГКОГО СТАРТА
РЕГУЛИРОВКИ МЯГКОГО СТАРТА
МЯГКИЙ СТАРТ устанавливается в процентах от скорости подачи проволоки. Данная функция позволяет начинать сварку при пониженной скорости подачи проволоки,
облегчая зажигание дуги.
1)  Нажимайте кнопку (33) пока индикатор (30) не начнет мигать.
Нажимайте кнопку (33) пока индикатор (30) не начнет мигать.
ПРИМЕЧАНИЕ: Чтобы начать регулировки BBT, МЯГКИЙ СТАРТ и ТАЙМЕР, нажимайте SET (33) более 0,5 сек.

2) Регулируйте МЯГКИЙ СТАРТ с помощью кнопок "+" и "-" (34).
5 Технические спецификации
Техническая спецификация | Код | FUTURA 3500 С | FUTURA 4500 С | FUTURA 3500 S | FUTURA 4500 S-W | FUTURA 5500 S-W | |
V14530GE | V14540GE | V14550GE | V14570GE | V14580GE | |||
Напряжение питания (+5% / -15%) | V | 400 | 400 | 400 | 400 | 400 | |
Фазы | 3 | 3 | 3 | 3 | 3 |
| |
Предохранители | A | T32 | T40 | T32 | T40 | T50 | |
Продолжительность включения в 10 мин цикле | 40 °C | 35% | 35% | 35% | 35% | 35% | |
Номинальный вторичный ток | A | 350 | 450 | 350 | 450 | 550 | |
Постоянный вторичный ток при ПВ=60% | A | 265 | 340 | 265 | 340 | 420 | |
Постоянный вторичный ток при ПВ=100% | A | 205 | 260 | 205 | 260 | 325 | |
Номинальная мощность | KVA | 17,5 | 26 | 17,5 | 26 | 36 | |
Постоянная мощность 60% | KVA | 11 | 16,2 | 11 | 16,2 | 22,6 | |
Постоянная мощность 100% | KVA | 7,6 | 10,8 | 7,6 | 10,8 | 15,1 | |
Защита от перенагрузки | Thermal | Thermal | Thermal | Thermal | Thermal | ||
Пределы регулирования | 3 | 3 | 3 | 3 | 3 | ||
Юстировка (Скачки напряжения) | 21 | 28 | 21 | 28 | 28 | ||
Диаметр стальной сварочной проволоки | o | 0,6 . 1,2 | 0,8 . 1,6 | 0,6 . 1,2 | 0,8 . 1,6 | 0,8 . 1,6 | |
Напряжение холостого хода (S) (K) | V | 21,5 . 53 | 21,5 . 57 | 21,5 . 53 | 21,5 . 57 | 21,5 . 60 | |
Класс защиты | Ip 23 | Ip 23 | Ip 23 | Ip 23 | Ip 23 | ||
Класс изоляции | H | H | H | H | H | ||
2/4 роликовое проволокоподающее устройство | 4 | 4 | 4 | 4 | 4 | ||
Дисплей | OK | OK | OK | OK | OK | ||
Водяное охлаждение | Опц-но | Опц-но | Опц-но | Встроено | Встроено | ||
Газовый клапан | OK | OK | OK | OK | OK | ||
Ширина-Высота - Длина | мм | 530 x 910 x 900 | 530 x 1390 x 900 | ||||
Вес | Кг | 94 | 115 | 110 (*) | 139 (*) | 150 (*) | |
Список запасных частей FUTURA 3500C / 4500 C

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
