
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
3. Что называется толщиной срезаемого слоя?
4. Что называется шириной срезаемого слоя?
5. Какие виды стружек известны?
6. При каких условиях образуются сливная, элементная стружка, стружка надлома?
7. Какие параметры относятся к режимам резания?
8. Что называется глубиной резания?
9. Что называется подачей?
10. Что такое скорость резания?
11. При каком условии происходит процесс стружкообразования?
12. Что такое плоскость сдвига?
13. Какие виды деформации претерпевают зерна металла в процессе стружкообразования?
14. Равномерна ли деформация зерен по сечению стружки?
15. Как изменяются размеры стружки по сравнению с размерами срезаемого слоя? Что такое усадка стружки?
16. Что называется коэффициентом продольной усадки, коэффициентом поперечной усадки?
17. Как влияет на усадку стружки толщина срезаемого слоя?
18. Как влияет на усадку ширина срезаемого слоя?
19. Как влияет на усадку глубина резания?
20. Как влияет на усадку подача?
21. Как влияет на усадку скорость резания?
22. Как связана усадка стружки с углом сдвига?
3. Лабораторная работа № 3
ИССЛЕДОВАНИЕ МЕТОДОМ ЕСТЕСТВЕННОЙ
ТЕРМОПАРЫ ВЛИЯНИЯ ЭЛЕМЕНТОВ РЕЖИМА
РЕЗАНИЯ НА СРЕДНЮЮ ТЕМПЕРАТУРУ
КОНТАКТНЫХ ПОВЕРХНОСТЕЙ ИНСТРУМЕНТА
ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ
3.1. Цель работы
Целью работы является ознакомление с методами измерения температуры в зоне резания, исследование методом естественной термопары влияние режимов резания (V, S, t) на среднюю температуру контактных поверхностей инструментов.
3.2. Теоретическая часть
Одним из главных факторов, определяющих характер и результаты процесса резания, является теплота, образующаяся в зоне резания. Законы теплообразования объясняют целый ряд явлений, связанных со стойкостью инструмента и качеством обработанной поверхности. Чтобы правильно использовать режущий инструмент, необходимо знать эти законы. Основными источниками возникновения теплоты при резании металлов являются:
- работа, затрачиваемая на деформацию в срезаемом слое и в поверхностных слоях детали, Адеф.
- работа, затрачиваемая на преодоление трения заготовки по передней и задней поверхностям инструмента, Атр. п. п, Атр. з.п.
Суммарная работа, затраченная на процесс резания, будет равна
А = Адеф + Атр. п. п + Атр. з.п | (3.1) |
Работа резания, произведенная за одну секунду, равна:
| (3.2) |
где ![]() - сила резания, Н; V - скорость резания, м/с.
- сила резания, Н; V - скорость резания, м/с.
Установлено, что практически все механические работы резания (99,5%) переходит в теплоту, следовательно, количество тепла, выделяющееся при обработке резанием за 1 с равно:
| (3.3) |
Небольшая часть работы переходит в потенциальную энергию искаженной кристаллической решетки деформированных зерен металла (поглощенная энергия деформации). Это связано с тем, что стружка, обработанная поверхность и трущиеся поверхности инструмента испытывают наклеп. Поэтому, более точно формулу можно выразить так:
| (3.4) |
где а - коэффициент, учитывающий потери, незначительные по величине. Обычно этими потерями пренебрегают.
Следовательно, общее количество тепла, выделяющееся при резании, зависит от деформации срезаемого слоя и трения на контактных площадках передней и задней поверхностей инструмента.
Образовавшаяся в процессе резания теплота уносится стружкой, распространяется в деталь, резец и окружающую среду. Уравнение теплового баланса при резании будет иметь следующий вид:
| (3.5) |
где ![]() ,
, ![]() ,
, ![]() - соответственно теплота, выделившаяся в результате работы деформации, трения по передней поверхности инструмента, трения по задней поверхности;
- соответственно теплота, выделившаяся в результате работы деформации, трения по передней поверхности инструмента, трения по задней поверхности; ![]() ,
,![]() ,
,![]() ,
,![]() - соответственно теплота, распространяющаяся в стружку, деталь, инструмент, окружающую среду.
- соответственно теплота, распространяющаяся в стружку, деталь, инструмент, окружающую среду.
Степень концентрации теплоты в различных участках изделия, стружку и инструмент различна. Большое количество тепла концентрируется в определенных зонах, сильно повышает их температуру. Поэтому различные точки рабочих поверхностей инструмента, стружки и детали имеют различную температуру. Образуется температурное поле. Высокая температура изменяет свойства металла и определяет фактическую износостойкость инструментального материала.
На температуру резания влияют:
1) геометрия срезаемого слоя: а, b;
2) режимы резания: t, s, ;
3) геометрия резца: ![]() ;
;
4) смазочно - охлаждающая технологическая жидкость (СОЖ);
5) физико - механические свойства обрабатываемого материала.
3.2.1. Влияние геометрии срезаемого слоя на температуру резания
С увеличением толщины срезаемого слоя увеличивается сила резания ![]() , что вызывает увеличение тепловыделения
, что вызывает увеличение тепловыделения ![]() , теплоотвод остается величиной неизменной, следовательно, температура резания увеличивается.
, теплоотвод остается величиной неизменной, следовательно, температура резания увеличивается.
С увеличением ширины срезаемого слоя b прямо пропорционально увеличивается ![]() и
и ![]() , теплоотвод увеличивается также прямо пропорционально, температура резания должна оставаться величиной постоянной. Практически температура резания немного увеличивается.
, теплоотвод увеличивается также прямо пропорционально, температура резания должна оставаться величиной постоянной. Практически температура резания немного увеличивается.
3.2.2. Влияние режимов резания на температуру резания
С увеличением глубины резания t сила резания ![]() и тепловыделение
и тепловыделение ![]() увеличивается пропорционально, теплоотвод увеличивается тоже прямо пропорционально, следовательно, температура резания не должна изменятся. Практически она немного увеличивается.
увеличивается пропорционально, теплоотвод увеличивается тоже прямо пропорционально, следовательно, температура резания не должна изменятся. Практически она немного увеличивается.
С увеличением подачи s увеличивается сила ![]() , увеличивается тепловыделение
, увеличивается тепловыделение ![]() , теплоотвод не изменяется, следовательно, температура резания увеличивается.
, теплоотвод не изменяется, следовательно, температура резания увеличивается.
С увеличением скорости резания увеличивается тепловыделение ![]() , теплоотвод неизменен, температура резания увеличивается.
, теплоотвод неизменен, температура резания увеличивается.
Влияние на температуру гораздо значительнее, чем влияние t и s.
3.2.3. Влияние геометрии резца на температуру резания
С увеличением переднего угла ![]() сила резания
сила резания ![]() и тепловыделение
и тепловыделение ![]() уменьшается, теплоотвод неизменен, температура резания уменьшается.
уменьшается, теплоотвод неизменен, температура резания уменьшается.
Влияние главного заднего угла ![]() аналогично влиянию угла
аналогично влиянию угла ![]() , т. е. с увеличением
, т. е. с увеличением ![]() температура резания уменьшается, но медленнее, чем от
температура резания уменьшается, но медленнее, чем от ![]() .
.
С увеличением главного угла в плане ![]() в пределах от 0 до 60° сила резания
в пределах от 0 до 60° сила резания ![]() уменьшается примерно на 18 – 20 %, теплоотвод же уменьшается на %, следовательно, температура резания увеличивается.
уменьшается примерно на 18 – 20 %, теплоотвод же уменьшается на %, следовательно, температура резания увеличивается.
С увеличением радиуса закругления при вершине резца r увеличивается сила ![]() и
и ![]() примерно на 8 – 10 %.
примерно на 8 – 10 %.
Теплоотвод увеличивается прямо пропорционально радиусу r. Температура резания уменьшается.
Влияние углов ![]() на температуру резания незначительно и имеет только принципиальное значение.
на температуру резания незначительно и имеет только принципиальное значение.
3.2.4. Влияние смазочно-охлаждающей жидкости на температуру резания
С применением СОЖ уменьшается ![]() и тепловыделение
и тепловыделение ![]() , теплоотвод увеличивается за счет свойств охлаждающей жидкости, что приводит к значительному уменьшению температуры резания.
, теплоотвод увеличивается за счет свойств охлаждающей жидкости, что приводит к значительному уменьшению температуры резания.
3.2.5. Влияние физико-механических свойств обрабатываемого материала на температуру резания
С увеличением прочности пластичных материалов и твердости хрупких материалов увеличивается сила ![]() , что приводит к увеличению тепловыделения
, что приводит к увеличению тепловыделения ![]() , теплоотвод остается неизменным, следовательно, температура резания увеличивается.
, теплоотвод остается неизменным, следовательно, температура резания увеличивается.
Из многочисленных факторов, изменяющих температуру резания, наиболее значительное влияние оказывает механические свойства обрабатываемого материала, СОЖ, скорость резания.
Уменьшить температуры резания можно за счет уменьшения ![]() , s, t,
, s, t, ![]() , увеличения
, увеличения ![]() и применения СОЖ.
и применения СОЖ.
Температурные деформации детали снижают точность обработки. Поэтому важно знать, какие возникают температуры при разных условиях работы. Зависимости для расчёта температуры резания выводятся двумя путями: а) определяются теоретически на основе теории теплопередачи; б) определяются путем непосредственного измерения температуры при изменении условий резания.
3.2.6. Методы измерения температуры резания
Для определения температуры в зоне резания применяют косвенные и непосредственные методы измерения. К косвенным методам относятся такие, как калориметрический, метод термокрасок, метод цветов побежалости, метод измерения микротвердости, фотоэлектрический метод и др.
К непосредственным методам относятся методы измерения температуры при помощи термопар.
3.2.6.1. Метод искусственной термопары
Метод заключается в том, что в резце просверливаются отверстия малого диаметра, не доходящие до какой-либо точки передней или задней поверхности резца примерно на 0,2 ... и 0,5 мм, в которое вставляется изолированная термопара (часто медь-константан). Температура в точке соприкосновения термопары и резца регистрируются включенная в цепь термопары гальванометром.
3.2.6.2. Метод полуискусственной термопары
Одним из элементов термопары служит сам резец, а другим является константовая проволока, протянутая через сквозное отверстие в резце и изолированная от стенок отверстий.
3.2.6.3. Метод естественной термопары
Элементами термопары служат деталь и резец, которые, будучи разнородными металлами, в процессе резания имеют сильно нагретый контакт, являющийся спаем этой термопары. Одна из распространенных схем естественной термопары приведена на рис. 3.1.
|
Рис. 3.1. Схема естественной термопары: 1 - деталь, 2 - резец, 3 - прокладка, 4 - центр, 5 - проволока термопары, 6 - милливольтметр |
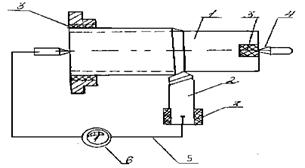
Заготовка 1 изолируется от станка при помощи диэлектрических прокладок. Резец 2 изолируется от резцедержателя станка при помощи прессшпановых и текстолитовых прокладок 3, который обеспечивает надежное замыкание вращающегося и неподвижного участков цепи. Возникающая в процессе резания термоэдс регистрируется милливольтметром 6.
Для устранения дополнительных паразитных термопар, возникающих в местах стыка деталей станка с заготовкой. Резец и заготовку изолируют от станка. При исследованиях, не требующих высокой точности, установка может быть значительно упрощена. Деталь не изолируют от станка, считается, что роль возникающей дополнительной термопары ничтожна, из-за слабого разогревания заднего центра по сравнению с резцом. В связи с этим провод, ранее присоединяемый к детали, можно присоединить к любой точке станка.
Недостатком метода естественной термопары является сложность и необходимость тарирования при каждом изменении материала детали или инструмента. Естественная термопара измеряет некоторую среднюю температуру, тогда как на площадке контакта стружки и передней грани инструмента в процессе резания развивается различная температура в различных точках контакта. Отношение этой средней температуры и наивысшей непостоянно.
3.3. Охрана труда и техника безопасности
3.3.1. Студент не имеет права без лаборанта включать станок и проводить лабораторную работу.
3.3.2. Нельзя при работе станка низко накланяться над обрабатываемой деталью во избежание попадание стружки в глаза.
3.3.3. Зона резания должна быть прикрыта защитным кожухом.
3.3.4. Нельзя горячую стружку брать незащищенными руками.
3.3.5. Станок должен быть заземлен.
3.3.6. Одежда студента не должна иметь частей, которые могли бы захватываться вращающимися элементами станка. Студент должен иметь головной убор.
3.4. Методика проведения эксперимента и обработка результатов
1. Установить и закрепить деталь в станке.
2. Изолировать резец картонными прокладками от станка.
3. Провести под прокладкой провод потенциометра. Зажать резец в резцедержателе станка.
4. Установить на станке заданную подачу и число оборотов детали.
5. Изменяя четыре раза глубину резания, измерить температуру резания, возникшую в процессе обработки.
6. При этом же числе оборотов и постоянной заданной глубине резания, изменяя четыре раза подачу, измерить температуру резания.
7. Установить на станке заданную подачу, оставив неизменной глубину резания, изменяя четыре раза числа оборотов детали, измерить температуру резания.
8. Экспериментальные данные занести в табл. 3.1.
Таблица 3.1
Результаты измерения температуры резания
t | s | n | VP | T°, C |
t1 t2 t3 t4 | S0 | n0 | VP0 | T1 T2 T3 T4 |
t0 | S1 S2 S3 S4 |
n0 | VP0 | T5 T6 T7 T8 |
t0 |
S0
| n1 n2 n3 n4 | VP1 VP2 VP3 VP4 | T9 T10 T11 T12 |
Значения t, s и Vр задаются преподавателем.
9. Зная число оборотов n и диаметр детали, подсчитать скорость резания ![]() .
.
10. Построить три графика зависимости Т=f(t); Т=f(s); Т=f(![]() ).
).
11. Сделать выводы о влиянии режимов резания на температуру резания.
3.5. Содержание отчета
1. Отчет по лабораторной работе оформляется согласно ГОСТ 7.32 – 91.
2. Единицы физических величин должны соответствовать ГОСТ 8.417 – 81.
3. Привести схему лабораторной установки.
4. Привести таблицу экспериментальных данных.
5. Построить три графика зависимости температуры резания от глубины, подачи, скорости резания.
6. Сделать вывод о влиянии режимов резания на температуру.
3.6. Контрольные вопросы
1. Какие источники теплоты образуются в процессе резания?
2. Куда отводится тепло от образовавшихся источников?
3. Как влияет температура нагрева на износ резца?
4. Что принимается за критерий теплоподвода?
5. Как меняется температура резания с изменением соотношения тепловыделения и теплоотвода?
6.Как влияют режимы резания на температуру резания?
7. Как влияют геометрические параметры срезаемого слоя на температуру резания?
8. Как влияет геометрия резца на температуру резания?
9. Как влияет обрабатываемый материал на температуру?
10. Как влияет охлаждающая жидкость на температуру резания?
11. Какие методы измерения температуры относятся к косвенным методам?
12. Какие методы температуры относятся к непосредственным методам?
4. Лабораторная работа № 4
Исследование износа резца
4.1. Цель работы
Целью работы является исследование влияния обрабатываемого материала и скорости резания на величину износа инструмента и его стойкость.
4.2. Теоретическая часть
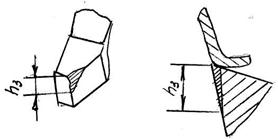
При обработке металлов резанием контактные поверхности инструмента по мере его эксплуатации изнашиваются по задней и передней поверхностям. При изнашивании резца по его задней поверхности образуется площадка износа шириной ![]() (рис. 4.1) на передней грани лунка износа глубиной
(рис. 4.1) на передней грани лунка износа глубиной ![]() (рис. 4.2). Мерой изношенности инструмента служит линейный износ (
(рис. 4.2). Мерой изношенности инструмента служит линейный износ (![]() ) по задней грани или максимальной глубина лунки
) по задней грани или максимальной глубина лунки ![]() .
.
|
Рис. 4.1. Схема износа резца по задней поверхности |
|
Рис. 4.2. Схема износа резца по передней поверхности |
Физическая природа изнашивания изучена недостаточно из-за сложности процессов протекающих на контактных поверхностях передней и задней поверхностях инструмента. Существует ряд гипотез объясняющих физическую природу изнашивания по которым основными причинами износа являются:
1. Абразивное действие, оказываемое обрабатываемым материалом (абразивное изнашивание).
2. Адгезионное взаимодействие между инструментальным и обрабатываемым материалами (адгезионное изнашивание).
3. Диффузионное растворение инструментального материала в обрабатываемом (диффузионное изнашивание).
4. Химические процессы, происходящие на передней и задней поверхностях (окислительное изнашивание).
4.2.1. Абразивное изнашивание
При относительно невысоких скоростях износ происходит в результате трения стружки о переднюю поверхности и поверхности резания о заднюю поверхность инструмента. При этом рабочие поверхности инструмента истираются. Инструменты из быстрорежущей стали в большой степени подвергаются абразивному износу.
4.2.2. Адгезионное изнашивание
В основе этого вида изнашивания лежит схватывание материалов - инструментального и обрабатываемого в результате пластического деформирования, при этом поверхности не только сближаются на расстоянии порядка параметра кристаллической решетки, но и превышают определённый энергетический порог, который достигается за счет повышения температуры и совместного пластического деформирования. Способность материалов к адгезионному взаимодействию резко повышается при температурах близких к температуре рекристаллизации. На контактных поверхностях образуются мостики связи, которые непрерывно возникают и разрушаются и инструментальный материал уносится стружкой и обрабатываемой поверхностью.
4.2.3. Диффузионное изнашивание
При температурах более 800°С происходит растворение инструментального материала в обрабатываемом. Компоненты твердого сплава диффундируют в обрабатываемый материал с различной скоростью. Быстрее - углерод, затем вольфрам, кобальт, титан. В результате изменяется химический состав и физико-механические свойства поверхностного слоя инструмента, он хрупок и разупрочнён, стружка и обрабатываемая поверхность уносит его, через некоторое время слой возникает снова. Процесс идет непрерывно и заключается в диффузионном растворении и деспергировании разупрочненных контактных поверхностей инструмента.
4.2.4. Окислительное изнашивание
Происходит в результате того, что кислород воздуха при температуре 700...800°C вступает в химическую реакцию с кобальтом и карбидами вольфрама и титана, образуя окислы. Твердость продуктов окисления меньше твердости твердого сплава в 40...80 раз. Разрушаются связи между карбидами и цементирующей связкой. Карбидные зерна вырываются силами трения и уносятся.
Изображение закономерности нарастания износа за время работы инструмента в виде графической зависимости ![]() =f(t) называют кривой износа (рис. 4.3).
=f(t) называют кривой износа (рис. 4.3).
|
Рис. 4.3. Кривая износа при изнашивании инструментапо задней поверхности |
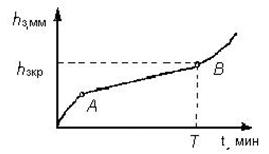
Участок ОА кривой с интенсивным нарастанием ширины площадки износа соответствует периоду приработки инструмента. При дальнейшей работе инструмента нарастание износа замедляется т. к. это связано с уменьшением контактных касательных напряжений по мере увеличения ее размеров. Участок АВ кривой соответствует периоду нормального износа. По достижению некоторой величины линейный износ задней поверхности вследствие роста температуры вновь начинает резко расти и кривая износа идет резко вверх. Участок кривой за точкой В соответствует катастрофическому износу (hзкр).
Период стойкости инструмента (Т) характеризует время работы инструмента в минутах машинного времени между двумя переточками. Период стойкости зависит от марки обрабатываемого и инструментальных материалов, их механических и тепло-физических свойств, геометрии инструмента, режимов резания, применяемой смазывающе-охлаждающей жидкости (СОЖ), вида обработки.
4.3. Связь между скоростью резания и периодом стойкости инструмента
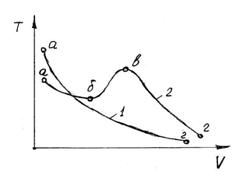
Связь между скоростью резания и периодом стойкости при обработке чугуна инструментами из быстрорежущей стали и одно-карбидных твердых ставов выражается непрерывно убывающей кривой 1 (рис. 4.4), напоминающей гиперболу. Такой же кривой изображается связь между V и Т при обработке инструментами из быстрорежущих сталей, углеродистых и легированных конструкционных сталей. При обработке конструкционных, углеродистых и легированных сталей, жаропрочных сталей и сплавов и некоторых других материалов V и Т изображается более сложной кривой 2 имеющей несколько перегибов. Аппроксимацию кривой 1 и участков ab и вг кривой 2 производят степенной функцией.
| (4.1) |
где m - показатель относительной стойкости; С - постоянная, характеризующая обрабатываемый и инструментальный материалы, геометрические параметры инструмента, применяемую СОЖ, глубину резания и подачу.
|
Рис. 4.4. Связь между скоростью резания и периодом стойкостив зависимости от рода обрабатываемого и инструментального материалов |
Величина показателя относительной стойкости колеблется в широких пределах. Наибольшее влияние на показатель m оказывает род обрабатываемого и инструментального материалов, передний угол инструмента, подача (толщина срезаемого слоя), скорость резания, время перерывов в работе инструмента и степень изношенности его задней поверхности. Например, при резании чугунов показатель m меньше, чем при резании сталей: при резании инструментом, оснащенным двухкарбидным сплавом m больше, чем при одно-карбидным сплаве.
По мере увеличения переднего угла инструмента и допускаемой величины износа задней поверхности показатель m уменьшается, а при увеличении толщины срезаемого слоя (подачи) - возрастает.
Исключительно сильное влияние, оказываемое скоростью резания на период стойкости, приводит к тому, что постоянная С и показатель m в формуле (4.1) , как правило, справедливы для узкого интервала скоростей резания.
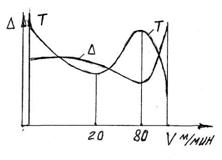
При немонотонном изменении периода стойкости (рис. 4.5), кривую T=f(V) аппроксимируют тригонометрическим рядом Фурье. Причины такого характера влияния скорости резания на стойкость полностью не выяснены. Имеется предположение, что это связанно с изменением относительного износа инструмента (![]() ), который в свою очередь зависит от нароста, температуры в зоне резания и т. д. очевидно, интервал скорости резания вблизи скорости 20 м/мин для рассматриваемого примера, вследствие малого периода стойкости, является невыгодным.
), который в свою очередь зависит от нароста, температуры в зоне резания и т. д. очевидно, интервал скорости резания вблизи скорости 20 м/мин для рассматриваемого примера, вследствие малого периода стойкости, является невыгодным.
|
Рис. 4.5. Схема влияния скорости резания Vна относительный линейный износ и период стойкости |
4.4. Влияние материала детали на стойкость инструмента
Влияние обрабатываемого материала детали на стойкость инструмента проявляется через изменение механических, теплофизических свойств диффузионной пары: обрабатываемый материал - инструмент.
Изменение этих свойств влияет на стойкость инструмента через температурно-деформационный канал. Увеличение предела прочности, уменьшение теплопроводности обрабатываемого материала приводит к увеличении мощности энерговыделения как в зоне стружкообразования так и в контактной зоне, что значительно поднимает уровень температуры в контактной зоне и снижает стойкость инструмента.
В зависимости от обрабатываемого материала меняется и величина допустимого линейного износа  по задней стенке. При обработке стали
по задней стенке. При обработке стали  = 0,8...1мм; чугуна с подачей
= 0,8...1мм; чугуна с подачей  0,3мм/об = 1,4...1,7 мм; чугуна с подачей >0,3 мм/об =0,8...1 мм.
0,3мм/об = 1,4...1,7 мм; чугуна с подачей >0,3 мм/об =0,8...1 мм.
4.5. Охрана труда и инструкция по технике безопасности
1. На рабочем месте станка должно находится только то, что необходимо для работы на станке.
2. Обрабатываемая деталь и резец должны быть надежно закреплены.
3. При любой даже непродолжительной остановке производить полное отключение станка.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 |
