
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
2. Изучение конструкции и принципа работы измерительных инструментов, применяемых при контроле сверл.
3. Приобретение практических навыков при измерении конструктивных и геометрических элементов сверла.
4. Исследование изменения переднего и заднего углов сверла вдоль главной режущей кромки.
6.2. Конструктивные и геометрические элементы сверла
Сверление - основной метод получения отверстий в сплошном материале. Сверлением получают отверстия 11...12 квалитета с шероховатостью обработанных поверхностей Rz 20...80.
Кинематическая схема сверления - процесс резания осуществляется за счет двух совместных движений: вращения сверла или детали вокруг оси отверстия (главное движение резания Dr) и поступательного движения сверла вдоль оси (движение подачи Ds). На сверлильных станках сверло совершает оба движения, на токарных и револьверных станках и автоматах вращается обрабатываемая заготовка, сверлу придается только поступательное движение подачи.
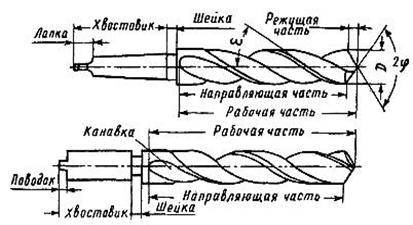
Спиральное сверло (рис. 6.1) состоит из рабочей части, включающей режущую и калибрующую части, шейки и хвостовика. Конические хвостовики сверл имеют лапку, цилиндрические выполняются с поводком или без него.
На рис. 6.2 показаны поверхности лезвий сверла и его режущие кромки:
1 - передняя поверхность Ау лезвия - часть поверхности винтовой стружечной канавки.
2 - главная задняя поверхность Ау лезвия может быть конической поверхностью, винтовой или плоскостью.
3 - вспомогательная задняя поверхность А\, лезвия (ленточка) - часть конической поверхности с очень малой конусностью, ось которой совпадает с осью сверла.
4 - главная режущая кромка К, образуемая пересечением передней Ау и главной задней Аа поверхностей.
5 - вспомогательная режущая кромка К, образуемая пересечением передней Ау и вспомогательной задней А'а поверхностей.
|
Рис. 6.1. Конструктивные элементы сверла |
|
Рис. 6.2. Поверхности лезвий сверла и его режущие кромки |
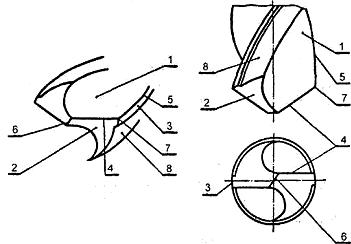
6 - поперечная кромка (перемычка) образуется при пересечении двух главных задних поверхностей сверла.
7 - вершина лезвия – точка пересечения главной К и вспомогательной К режущих кромок.
8 - спинка сверла, заниженная относительно ленточки поверхность, предназначенная для уменьшения трения между сверлом и обработанной поверхностью отверстия.
Геометрические параметры сверла изображены на рис. 6.3. Передний угол сверла g измеряется в плоскости N-N проходящий через точку режущей кромки, нормально к ней. Задний угол измеряется в плоскости О-О, проходящей через эту же точку, касательно к образующему цилиндру, на котором лежит рассматриваемая точка (параллельно оси сверла).
|
Рис. 6.3. Статические углы сверла |
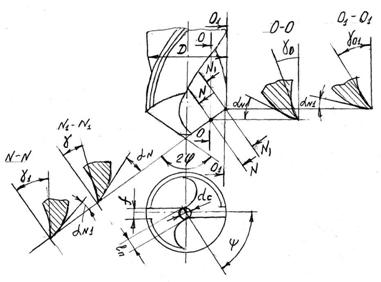
Передний угол g - угол между касательной к передней поверхности и нормалью в этой же точке к поверхности, которую описывает режущая кромка при вращении ее вокруг оси сверла (усеченный конус). Значение переднего угла является величиной переменной вдоль режущей кромки и зависит от диаметра, на котором лежит рассматриваемая точка. Максимальное значение g на периферии сверла (в плоскости N1-N1) и минимальное в районе перемычки.
Задний угол - угол между касательной к окружности, которую описывает точка режущей кромки при вращении ее вокруг оси сверла и касательной в той же точке к задней поверхности сверла. Значение заднего угла является так же величиной переменной, максимальное значение в районе перемычки, а минимальное значение на периферии сверла (в плоскости О1-О1).
Двойной угол в плане 2j измеряется между проекцией двух режущих кромок (рис 6.3), образуется заточкой сверла. Величина угла 2j зависит от твердости и прочности материала. Значения угла 2j лежат в пределах от 70° до 140°.
Угол j1 образуется за счет обратной конусности направляющей части сверла и предназначен для исключения возможности зацепления сверла в отверстии. Значения угла j1 не превышают 0,5° – 1,5°.
Угол w - угол наклона винтовой канавки. Измеряется между касательной к винтовой канавке и осью сверла (рис. 6.1). Значение угла w является величиной переменной, уменьшается от периферии к центру сверла, зависит от свойств обрабатываемого материала и находится в пределах 15°- 45°.
Угол наклона перемычки y находится между проекцией режущей кромки и перемычки на плоскость, перпендикулярную к оси сверла.
Так же, как и при точении, при сверлении имеют место кинематические (рабочие) углы.
6.3. Методические указания по выполнению работы
6.3.1. Измерение конструктивных и геометрических элементов сверла
Конструктивные элементы сверла измеряются универсальными инструментами - штангенциркулем, микрометром, универсальным угломером и другими средствами, имеющимися в распоряжении лаборатории резания. Приемы измерений представлены на рис. 6.4 - 6.8.
|
Рис. 6.4. Измерение диаметра сверла штангенциркулем |
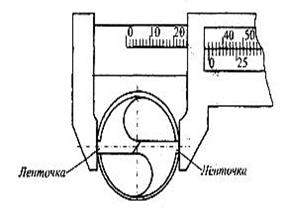
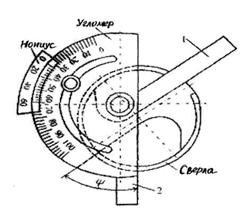
На рис. 6.4 показано измерение диаметра сверла обычным штангенциркулем, а на рис. 6.5 - измерение диаметра сердцевины сверла микрометром с острыми наконечниками. Длину поперечной кромки lп и ширину ленточки f измеряют штангенциркулем у вершины сверла. На рис. 6.6 показано измерение универсальным угломером угла при вершине сверла 2j, на рис. 6.7 - угла наклона поперечной кромки y. Вспомогательный угол в плане j1 определяется по формуле:  ,
,
где (D - D1)/2 - полуразность диаметров сверла, измеренных на расстоянии l2. Для упрощения подсчетов можно значение l2 принимать равным 100 мм.
|
Рис. 6.5. Измерение толщины сердцевины сверла |

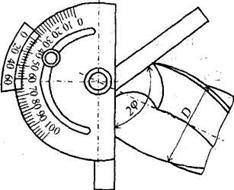
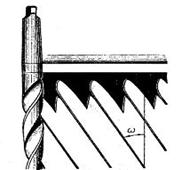
Угол наклона винтовой стружечной канавки w определяют либо непосредственным измерением настольным угломером, при этом главную режущую кромку необходимо располагать в горизонтальной плоскости, либо определяют по отпечатку, получаемому путем прокатывания сверла по бумаге и измеряемому универсальным угломером (рис. 6.8). Величину угла w можно определить и по формуле tgw = pD/H, предварительно замерив по отпечатку или непосредственно на сверле шаг винтовой канавки Н.
6.3.2. Измерение заднего угла сверла
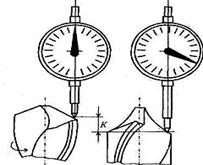
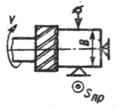
Измерение заднего угла сверла производится с помощью универсальной делительной головки (УДГ) и стойки с индикатором. Сверло устанавливается в УДГ, а с помощью индикатора определяется падение задней поверхности в главной секущей плоскости N-N, для чего измерительную ножку индикатора устанавливают с натягом вблизи режущей кромки в точке М на диаметре Дх (рис. 6.9). Ось ножки располагают перпендикулярно к задней поверхности сверла. В положении I шкалу индикатора ставят на 0. В установленном положении записывается показание лимба. Затем сверло поворачивается вокруг своей оси на угол q = 10° в положение II, и фиксируют величину К. После поворота сверла на угол ножка индикатора займет положение M2.
|
Рис. 6.6. Измерение угла при вершине универсальным угломером |
Рис. 6.7. Измерение угла наклона поперечной кромки универсальным угломером |
Величина заднего угла определяется по формуле:
![]()
 где К - показания индикатора, мм; q - угол поворота сверла, град.; Dx - диаметр сверла, на котором измеряется задний угол a..
где К - показания индикатора, мм; q - угол поворота сверла, град.; Dx - диаметр сверла, на котором измеряется задний угол a..
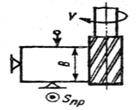
Аналогично можно измерить задний угол as в рабочей плоскости Ps, для этого ось ножки индикатора располагают параллельно оси сверла (рис. 6.10). Пересчет углов из одной плоскости в другую осуществляется по формуле:
![]() .
.
|
Рис. 6.8. Измерение угла наклона винтовой канавки w |
|
Рис. 6.9. Схема контроля заднего угла сверла |
|
Рис. 6.10. Схема измерения заднего угла сверла в рабочей плоскости |

6.3.3. Определение передних углов сверла
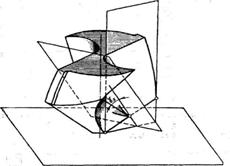
Передний угол сверла в главной секущей плоскости N-N произвольно взятой точке X режущей кромки наглядно представлен на рис. 6.11.
На рис. 6.12 представлены развертки винтовых линий, лежащих на цилиндрах диаметром D, D1, D2.
|
Рис. 6.11. Схема измерения переднего угла ух |
Рис. 6.12. Измерение угла наклона винтовой канавки по отпечатку |
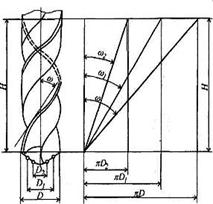
Из рис. 6.12 видно, что передние углы в рабочей плоскости для рассматриваемых точек будут:
![]() ,
, ![]() ,
,  .
.
Для произвольной точки режущей кромки, лежащей на диаметре Dx, будем иметь
![]() ,
,
где Н - шаг винтовой канавки сверла, мм.
Так как в любой точке Х режущей кромки шаг винтовой линии сверла Н остатся постоянным, то можно написать
![]() .
.
В главной секущей плоскости Рt передний угол определяется пересчетом по формуле:
![]() .
.
Окончательная формула пересчета имеет вид:
![]() .
.
6.4. Охрана труда и техника безопасности
При проведении работы в лаборатории должны выполняться требования действующей инструкции по технике безопасности при работе с металлорежущим оборудованием и оснащением. Более конкретно, в данной работе следует особое внимание обращать на опасность травматизма при обращении с остро заточенными лезвиями металлорежущих инструментов. Необходимо предотвращать падение инструментов и случайное резкое воздействие их лезвий на кожный покров человека. Обязательно проверить надежность крепления универсальной делительной головки на столе фрезерного станка с целью предотвращения ее падения на пол и ноги работающего.
6.5. Задание для самостоятельного выполнения работы
1. Ознакомиться с содержанием и методикой проведения работы.
2. Изучить конструкцию сверла, принцип действия измерительных приборов.
3. Измерить конструктивные параметры сверла и углы 2j, j1, y, w. Результаты измерений занести в табл. 6.1.
Таблица 6.1
Результаты измерений конструктивных
и геометрических элементов сверл
№ сверла | Диаметр сверла | Диаметр сердцевины | Длина частей сверла | Ширина ленточки f | Длина перемычки lп | Геометрические параметры | |||||||
у вершины D, мм | у хвостовика D1, мм | у вершины dс, мм | у хвостовика dс, мм | рабочей l, мм | Режущей l1, мм | Калибрующей l2, мм | 2j | j1 | y | w | |||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
4. Измерить величину заднего угла для 3-4 точек режущей кромки, результаты занести в табл. 6.2.
5. Выполнить расчет передних углов для тех же диаметров Dx, результаты вычислений занести в табл. 6.3.
6. Построить графики изменения переднего g и заднего a углов вдоль главной режущей кромки, т. е. графики зависимостей g = f(Dx), a s= f(Dx).
Таблица 6.2
Результаты измерений заднего угла сверла
№ пп | Диаметр сверла D, мм | Диаметр, на котором измеряется задний угол Dx, мм | Угол поворота сверла q, град | Показания индикатора К, мм | tga, град | а, град | аN, град |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
Таблица 6.3
Результаты расчетов переднего угла сверла
№ пп | Диаметр сверла D, мм | Диаметр, на котором рассчитывается передний угол Dx, мм | Шаг винтовой канавки H, мм | Главный угол в плане j | Угол наклона винтовой канавки w | tgg | g |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
7. Зарисовать эскиз сверла с простановкой всех линейных и угловых размеров.
6.6. Содержание отчета
1. Название работы.
2. Цель работы.
3. Задание на измерение и расчет основных конструктивных и геометрических параметров.
4. Заполнение табл.
5. Эскиз сверла с указанием его основных конструктивных и геометрических элементов и их значений.
6. Схемы измерения параметров сверла (по заданию преподавателя).
6.7. Контрольные вопросы
1. Что называется кинематической схемой резания, приведите ее для процесса сверления.
2. Назовите основные части и поверхности сверла.
3. Дайте определение углов резания сверла.
4. Как изменяются значения передних и задних углов сверла по длине режущей кромки.
5. Поясните схемы измерения углов сверла.
7. Лабораторная работа № 7
Изучение конструкций, обмер и
эскизирование основных типов фрез
7.1. Цель работы
Целью работы является приобретение практических навыков в определении конструктивных элементов фрез различного типа и назначения, геометрических параметров их режущих зубьев, а также эскизирования фрез.
7.2. Теоретическая часть
Фрезерование - процесс механической обработки, при котором режущий инструмент - фреза - совершает вращательное движение (со скоростью резания V), а обрабатываемая заготовка - поступательное (со скоростью подачи S).
При фрезеровании образуется прерывистая стружка переменного сечения, при этом режущие зубья могут располагаться на цилиндрической или на торцовой поверхности фрезы.
По технологическому признаку различают фрезы длдя обработки плоскостей, пазов, шлицев, фасонных поверхностей, тел вращения, зубчатых и резьбовых поверхностей, разрения материала и др.
По конструктивных признакам фрезы подразделяют следующим образом (см. рис. 7.1):
1. По расположению зубьев на исходном цилиндре (торцевые, цилиндрические, дисковые, двухсторонние, угловые, фасонные, концевые и др.).
2. По конструкции зуба (с острозаточенными и затылованными зубьями).
3. По направлению зуба (с прямыми, наклонными, винтовыми, разнонаправленными зубьями).
4. По конструкции фрезы (цельные, составные, со вставными зубьями, сборные).
5. По способу крепления (насадные, концевые с коническим или цилиндрическим хвостовиком).
6. По виду инструментального материала режущей части (из быстрорежущей стали, твердых символов, металлокерамики, сверхтвердых материалов).
Цилиндрические и торцовые фрезы предназначены для обработки плоскостей. Дисковые фрезы (пазовые, двухсторонние, трехсторонние) применяют для фрезерования пазов, уступов и боковых плоскостей.
|
Рис. 7.1. Основные типы фрез:а - цилиндрическая; б - дисковая; в - трехсторонняя со вставными ножами;г - Т-образная; д - концевая; е - торцевая с хвостовиком; ж - торцевая насадная;з - торцевая ступенчатая; и - концевая обдирочная; к - шпоночная; л - угловая |

Прорезные и обрезные фрезы используют для прорезания узких пазов и разрезания материалов.
Конусные фрезы применяют для обработки пазов, уступов и плоскостей шириной ![]() , где D - диаметр концевой фрезы.
, где D - диаметр концевой фрезы.
Угловые фрезы применяют в основном для фрезерования стружечных канавок режущих инструментов и скосов.
Фасонные фрезы предназначены для фрезерования фасонных поверхностей.
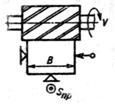
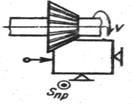
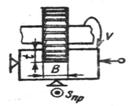
На рис. 7.2 показаны различные схемы обработки фрезерованием на универсальных фрезерных станках.
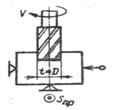
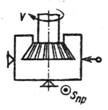
Вертикальные поверхности на горизонтально-фрезерных станках (рис. 7.2а) обрабатывают торцовыми насадками, фрезами или фрезерными головками, а на вертикально-фрезерных (рис. 7.2б) – концевыми фрезами.
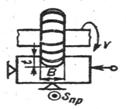
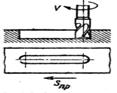
Горизонтальные поверхности обрабатывают цилиндрическими фрезами на горизонтально-фрезерных станках (рис. 7.2в) и торцовыми насадками фрезами на вертикально-фрезерных станках (рис. 7.2г).
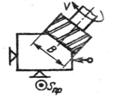
Узкие наклонные поверхности на горизонтально-фрезерных станках получают угловой фрезой (рис. 7.2д). Широкие наклонные поверхности удобнее обрабатывать на вертикально-фрезерных с поворотной шпиндельной головкой (рис. 7.2е) торцовой насадкой или концевой фрезой.
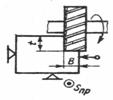
Уступы и прямоугольные пазы на горизонтально-фрезерных станках обрабатывают соответственно дисковыми двухсторонними (рис. 7.2ж) и трехсторонними (рис. 7.2з), а на вертикально-фрезерных станках - концевыми (рис. 7.2и, к) фрезами.
Фасонные поверхности обрабатываю фасонными фрезами (рис. 7.2л). Пазы типа ласточкин хвост и Т-образные обрабатывают на вертикально-фрезерных станках. Сначала фрезеруют прямоугольный паз концевой фрезой, а затем концевой угловой (рис. 7.2м) или Т-образной фрезой (рис. 7.2н). На горизонтально-фрезерных станках шпоночные пазы обрабатываю дисковыми фрезами (рис. 7.2о), а на вертикально-фрезерных - концевыми или шпоночными фрезами (рис. 7.2п).
Одновременную обработку нескольких поверхностей выполняют набором фрез (рис. 7.2р).
На продольно-фрезерных станках торцовыми и насадными фрезами обрабатывают вертикальные, горизонтальные, наклонные поверхности, уступы и пазы. В зависимости от вида обрабатываемой поверхности и используемого оборудования при фрезеровании применяют различные типы фрез.
|
|
| |
а) | б) | в) | |
Рис. 7.2. Схемы фрезерования поверхностей | |||
|
|
| |
г) | д) | е) | |
|
|
| |
ж) | з) | и) | |
|
|
| |
к) | л) | м) | |
|
|
|
|
н) | о) | п) | р) |
Продолжение рис. 7.2. Схемы фрезерования поверхностей | |||




У цилиндрических и дисковых односторонних фрез режущие кромки расположены по наружной поверхности. У дисковых двусторонних торцовых, насадных, концевых и шпоночных фрез режущие зубья расположены на наружной цилиндрической поверхности и на одном из торцов. У дисковых трехсторонних фрез режущие зубья расположены по двум торцам и наружной цилиндрической поверхности. Цилиндрической фрезой можно обрабатывать только одну плоскость, двухсторонней дисковой можно одновременно обрабатывать две, а дисковой трехсторонней - три взаимно перпендикулярные плоскости.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 |
