
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
На буровой должны быть в наличии резервные трубы максимальной (по расчету) прочности (по 50м на каждые 1000м основного комплекта). При спуске двухразмерных колонн резервные трубы доставляют двух размеров. Для подбора меры колонны (башмак – у забоя, а верхняя муфта на 1,0-1,5м выше колонной головки) последние в порядке спуска обсадные трубы подбирают разной длины.
- при подъеме труб с мостков необходимо предотвращать их изгиб, предохранять муфты и протекторы от ударов;
- проверке внутреннего диаметра подлежат все трубы : проверка осуществляется по всей длине трубы с помощью цилиндрической оправки (шаблона), которую пропускают в трубу в процессе подъема ее на площадку (в роторную).
Размеры оправок обсадных труб
Наружный диаметр труб D, мм (дюйм) | Размеры оправки (внутреннего шаблона) | |
Длина, мм | Диаметр (мм), не менее | |
D ≤ 219,1 (8 5/8) | 152 | d* - 3,18 |
244,5 (9 5/8) ≤ D ≤ 399,7 (13 3/8) | 305 | d – 3,97 |
406,4 (16) ≤ D | 305 | d – 4,76 |
5. Условия спуска труб и моменты свинчивания резьбовых соединений.
- перед спуском трубы должны быть уложены на мостках муфтами к устью (резьбы защищены протекторами). При спуске комбинированной колонны необходимо проверить правильность расположения нужных труб в соответствии с планом (программой) спуска;
- при спуске необходимо тщательно осматривать тело и резьбовые части каждой трубы, чтобы избежать попадания в колонну аварийно-опасных труб;
- протекторы снимаются после того, как труба поднята над устьем скважины. Если протектор никогда не отвинчивался и резьба находится в хорошем состоянии, допускается производить свинчивание на заводской смазке. Если протектор отвинчивался или загрязнен, следует проверить состояние резьбы. В случае ее загрязнения или коррозии заводская смазка удаляется, восстанавливается хорошее состояние резьбы, наносится герметизирующая смазка;
- свинчивание соединений для сероводородсодержащих скважин следует производить при строго регламентируемом моменте. Моменты свинчивания различны для разных типов соединений, диаметров труб, толщин стенок, группы прочности сталей труб и определяются техническими условиями завода-изготовителя. Для примера:
Крутящие моменты для свинчивания соединений обсадных труб типов IJ-4S и ТС-4S, кгс*м
Наружный диаметр, мм | Толщина стенки, мм | Марка трубы | Моменты свинчивания | ||
Мин. | Оптим. | Макс. | |||
139,7 | 7,72 | С-75 | 830 | 830 | 954 |
9,17 | С-75 | 830 | 830 | 954 | |
10,54 | С-75 | 968 | 968 | 1113 | |
168,3 | 8,94 | С-75 | 968 | 968 | 1113 |
10,59 | С-75 | 1106 | 1106 | 1272 | |
12,06 | С-75 | 1244 | 1244 | 1431 | |
177,8 | 8,05 | С-75 | 995 | 995 | 1147 |
12,65 | С-75 | 1383 | 1590 | 1729 | |
12,65 | С-95 | 1521 | 1749 | 1902 | |
12,65 | NT-150 DS | 1660 | 1909 | 2075 | |
244,5 | 11,05 | С-75 | 1521 | 1749 | 1902 |
273,0 | 11,43 | С-75 | 1812 | 2083 | 2265 |
11,43 | С-95 | 2116 | 2433 | 2645 |
- если торец перекрывает последнюю риску резьбы «Батресс» более, чем на 2 нитки и при этом не достигнут минимальный крутящий момент, то такое соединение следует считать некачественным;
- если при достижении оптимального крутящего момента торец муфты не доходит до последней риски резьбы «Батресс» на несколько ниток, то следует приложить дополнительный крутящий момент вплоть до максимально допустимого значения последнего. Если после этого расстояние от торца муфты до последней риски резьбы составит более 2х ниток, соединение следует считать некачественным;
- при использовании труб с резьбой «Батресс» свинчивание производят в диапазоне допустимых моментов свинчивания до совпадения торца муфты с основанием треугольного клейма ниппеля конца трубы (см. рис);
Важно: следует помнить, что при достижении оптимального момента свинчивания резьб обсадных труб с уплотнением «торц-торец» («металл-металл») типа VAM, VAM FJL, VAM AF, FL-4S и др. происходит пластическая деформация уплотнительной части торца резьбы, за счет чего, в основном, и достигается герметичность соединения. (Виды резьбовых соединений – приложение 2.)
- трубы следует направлять в муфту вертикально. Посадку ниппеля в муфту производить осторожно, избегая ударов резьбовых концов. Необходимо следить за тем, чтобы непосредственно перед посадкой в муфту на резьбу не попадала грязь, чтобы не было перекоса резьбы вследствие смещения осей;
- в начальной стадии свинчивание производится очень медленно, а затем скорость свинчивания повышают, но не более 15 об/мин (1оборот – 4сек). Не рекомендуется докреплять резьбовые соединения ударами – с разгоном вращающихся частей ключа; момент должен фиксироваться;
- запрещается раскачивание трубы при свинчивании; применение машинных ключей для бурильных труб;
- проведение инструктажа перед спуском – обязательно!
- при сборке резьбы на заводе используется модифицированная смазка по стандарту 5А2 АНИ.
6. Требования к оборудованию и инструменту, используемому для работы с трубами.
- рекомендуется применение элеваторов с клиновым захватом (ПКРО, спайдер-элеваторы); сухари не должны повреждать тело трубы и быть соответствующего размера; то же – о плашках гидравлических ключей;
- при свинчивании избегать изгиб труб; в случае необходимости ниже муфты закрепляется стопорный ключ;
- фиксация величины момента свинчивания обязательна (на ленте, самописцем); на рабочем канате гидравлического ключа должен быть динамометр, соединенный с показывающим моментомером на корпусе ключа.
7. Опрессовка обсадных труб.
|
опрессовка внутренним гидравлическим давлением, значение которого должно быть на 5% выше расчетного избыточного давления, действующего на колонну при испытании скважины на герметичность (которое в свою очередь должны быть не менее, чем на 10% выше максимально ожидаемых давлений при проявлении, опробовании и эксплуатации скважин). В любом случае величина опрессовки не должна превышать 90% (kзапаса причн.=1,1) внутреннего давления, при котором напряжение в теле трубы достигают предел текучести. Данные по допустимым давлениям и нагрузкам на резьбовые соединения брать только из технических условий на применение труб фирмы-изготовителя.
8. Требования к технологической оснастке обсадных труб.
Эксплуатационные характеристики оснастки (башмаки, обратные клапана, пакера, МСЦ, переходные переводники, подвесные патрубки и др.), их группа прочности и тип резьбы должны соответствовать используемой обсадной колонне с учетом снижения несущей способности от контакта с агрессивной средой и температурой.
Приложение1.
РЕЕСТР СПУСКА ОБСАДНОЙ КОЛОННЫ Ø 127/139,7мм | |||||||||||
Скв. |
| Станок : | 4Э-76 |
| Дата | 10.06.05г. | Стр. | 1 | |||
No. | No. | ДИАМЕТР И МАРКА ТРУБЫ | ТОЛЩИНА СТЕНКИ, мм | РЕЗЬБА | ДЛИНА ТРУБЫ, м | НАРАСТАЮЩАЯ ДЛИНА (сверху вниз), м | НАРАСТАЮ ЩАЯ ДЛИНА (снизу вверх), м | ПРИМЕЧАНИЕ | |||
П/П | ТРУБЫ | ||||||||||
ЦЕНТРАТ. | ДОЛИВ | ПРОМЫВКА | |||||||||
л/м3 | |||||||||||
1 | башмак | Ø 127мм | ОТТГ | 0,27 | 0,27 | 3158,06 | |||||
2 | 1 | Л | 9,2 | ОТТГ | 11,73 | 12,00 | 3157,79 | ||||
3 | ЦКОД | Ø 127мм | ОТТГ | 0,19 | 12,19 | 3146,06 | |||||
4 | 2 | 127 "Л" | 9,2 | ОТТГ | 11,53 | 23,72 | 3145,87 | ||||
5 | 3 | 127 "Л" | 9,2 | ОТТГ | 11,78 | 35,50 | 3134,34 | ЦЕНТРАТ. | |||
6 | 4 | 127 "Л" | 9,2 | ОТТГ | 11,42 | 46,92 | 3122,56 | ЦЕНТРАТ. | |||
7 | 5 | 127 "Л" | 9,2 | ОТТГ | 11,55 | 58,47 | 3111,14 | ЦЕНТРАТ. | |||
8 | 6 | 127 "Л" | 9,2 | ОТТГ | 11,08 | 69,55 | 3099,59 | ЦЕНТРАТ. | |||
9 | 7 | 127 "Л" | 9,2 | ОТТГ | 11,78 | 81,33 | 3088,51 | ЦЕНТРАТ. | |||
10 | 8 | 127 "Л" | 9,2 | ОТТГ | 11,70 | 93,03 | 3076,73 | 900 /0,9 | |||
11 | 9 | 127 "Л" | 9,2 | ОТТГ | 11,52 | 104,55 | 3065,03 | ||||
12 | 10 | 127 "Л" | 9,2 | ОТТГ | 11,79 | 116,34 | 3053,51 | ЦЕНТРАТ. | |||
13 | 11 | 127 "Л" | 9,2 | ОТТГ | 11,43 | 127,77 | 3041,72 | ||||
14 | 12 | 127 "Л" | 9,2 | ОТТГ | 11,37 | 139,14 | 3030,29 | ||||
15 | 13 | 127 "Л" | 9,2 | ОТТГ | 11,45 | 150,59 | 3018,92 | ||||
16 | 14 | 127 "Л" | 9,2 | ОТТГ | 11,71 | 162,30 | 3007,47 | ЦЕНТРАТ. | |||
17 | 15 | 127 "Л" | 9,2 | ОТТГ | 11,69 | 173,99 | 2995,76 | ||||
18 | 16 | 127 "Л" | 9,2 | ОТТГ | 11,75 | 185,74 | 2984,07 | ||||
19 | 17 | 127 "Л" | 9,2 | ОТТГ | 11,57 | 197,31 | 2972,32 | ||||
20 | 18 | 127 "Л" | 9,2 | ОТТГ | 11,77 | 209,08 | 2960,75 | ЦЕНТРАТ. | 900/1,8 | ||
21 | 19 | 127 "Л" | 9,2 | ОТТГ | 11,63 | 220,71 | 2948,98 | ||||
22 | 20 | 127 "Л" | 9,2 | ОТТГ | 11,75 | 232,46 | 2937,35 | ||||
23 | 21 | 127 "Л" | 9,2 | ОТТГ | 11,73 | 244,19 | 2925,60 | ||||
24 | 22 | 127 "Л" | 9,2 | ОТТГ | 11,78 | 255,97 | 2913,87 | ||||
25 | 23 | 127 "Л" | 9,2 | ОТТГ | 11,65 | 267,62 | 2902,09 | ЦЕНТРАТ. | |||
26 | 24 | 127 "Л" | 9,2 | ОТТГ | 11,79 | 279,41 | 2890,44 | ||||
27 | 25 | 127 "Л" | 9,2 | ОТТГ | 11,71 | 291,12 | 2878,65 | ||||
28 | 26 | 127 "Л" | 9,2 | ОТТГ | 11,63 | 302,75 | 2866,94 | ||||
29 | 27 | 127 "Л" | 9,2 | ОТТГ | 10,86 | 313,61 | 2855,31 | ЦЕНТРАТ. | |||
30 | 28 | 127 "Л" | 9,2 | ОТТГ | 11,57 | 325,18 | 2844,45 | 900/2,7 | |||
31 | 29 | 127 "Л" | 9,2 | ОТТГ | 11,77 | 336,95 | 2832,88 | ||||
32 | 30 | 127 "Л" | 9,2 | ОТТГ | 11,75 | 348,70 | 2821,11 | ||||
33 | 31 | 127 "Л" | 9,2 | ОТТГ | 11,75 | 360,45 | 2809,36 | ЦЕНТРАТ. | |||
34 | 32 | 127 "Л" | 9,2 | ОТТГ | 11,71 | 372,16 | 2797,61 | ||||
35 | 33 | 127 "Л" | 9,2 | ОТТГ | 11,09 | 383,25 | 2785,90 | ||||
36 | 34 | 127 "Л" | 9,2 | ОТТГ | 11,73 | 394,98 | 2774,81 | ||||
37 | 35 | 127 "Л" | 9,2 | ОТТГ | 11,43 | 406,41 | 2763,08 | ЦЕНТРАТ. | |||
38 | 36 | 127 "Л" | 9,2 | ОТТГ | 11,32 | 417,73 | 2751,65 | ||||
39 | 37 | 127 "Л" | 9,2 | ОТТГ | 11,78 | 429,51 | 2740,33 | ЦЕНТРАТ. | |||
40 | 38 | 127 "Л" | 9,2 | ОТТГ | 11,45 | 440,96 | 2728,55 | ЦЕНТРАТ. | 900/3,6 | ||
41 | 39 | 127 "Л" | 9,2 | ОТТГ | 11,49 | 452,45 | 2717,10 | ЦЕНТРАТ. | |||
42 | 40 | 127 "Л" | 9,2 | ОТТГ | 11,79 | 464,24 | 2705,61 | ЦЕНТРАТ. | |||
43 | 41 | 127 "Л" | 9,2 | ОТТГ | 11,43 | 475,67 | 2693,82 | ЦЕНТРАТ. | |||
44 | 42 | 127 "Л" | 9,2 | ОТТГ | 11,72 | 487,39 | 2682,39 | ЦЕНТРАТ. | |||
45 | 43 | 127 "Л" | 9,2 | ОТТГ | 11,31 | 498,70 | 2670,67 | ЦЕНТРАТ. | |||
46 | 44 | 127 "Л" | 9,2 | ОТТГ | 11,75 | 510,45 | 2659,36 | ЦЕНТРАТ. | |||
47 | 45 | 127 "Л" | 9,2 | ОТТГ | 11,85 | 522,30 | 2647,61 | ||||
48 | 46 | 127 "Л" | 9,2 | ОТТГ | 10,99 | 533,29 | 2635,76 | ||||
49 | 47 | 127 "Л" | 9,2 | ОТТГ | 11,70 | 544,99 | 2624,77 | ||||
50 | 48 | 127 "Л" | 9,2 | ОТТГ | 11,72 | 556,71 | 2613,07 | 900/4,5 | Q=15; Р=20; 15мин | ||
51 | 49 | 127 "Л" | 9,2 | ОТТГ | 11,07 | 567,78 | 2601,35 | ЦЕНТРАТ. | |||
52 | 50 | 127 "Л" | 9,2 | ОТТГ | 11,68 | 579,46 | 2590,28 | ||||
53 | 51 | 127 "Л" | 9,2 | ОТТГ | 11,73 | 591,19 | 2578,60 | ||||
Супервайзер | ……………………………. | Мастер | …………………………… |
Centrgeologiya.ru
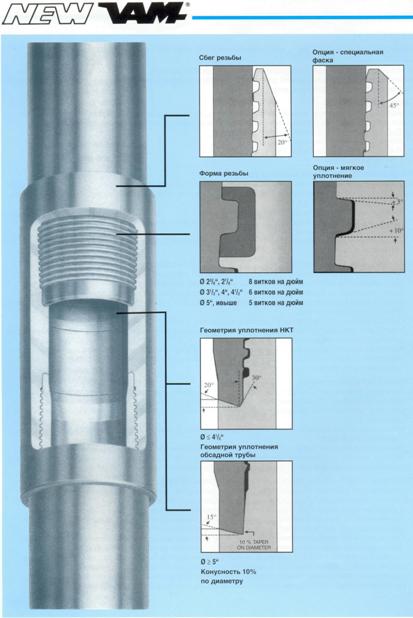
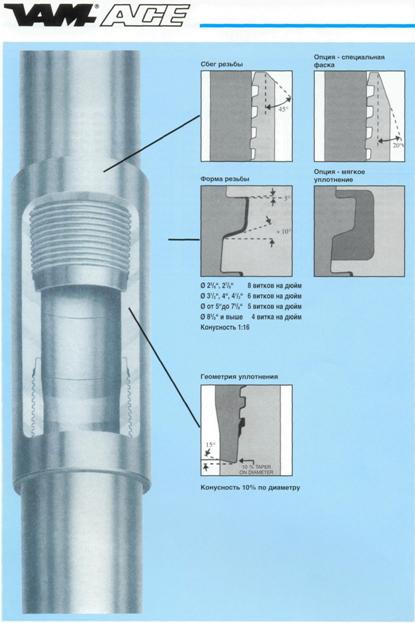
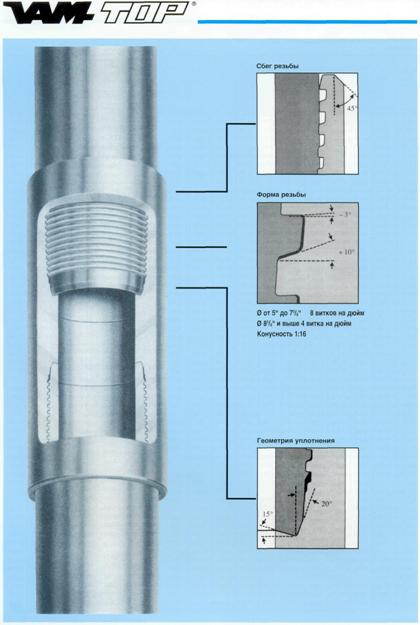
Приложение 2.
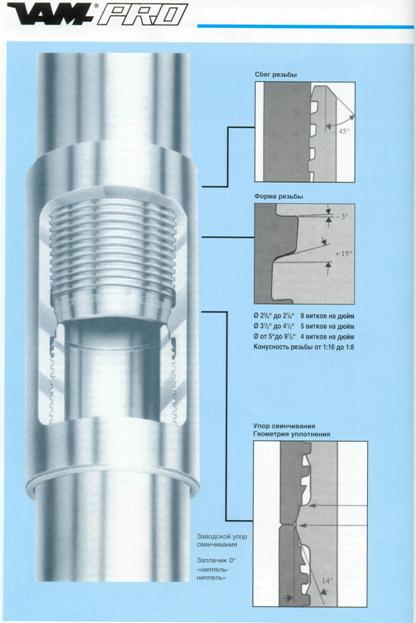 Виды высоко герметичных резьбовых соединений обсадных труб. Centrgeologiya.ru
Виды высоко герметичных резьбовых соединений обсадных труб. Centrgeologiya.ru


|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 |
