
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Построив план проведения эксперимента, исследователь устанавливает условия его проведения, т. е. на основе известной информации о процессе определяет значение основного уровня факторов Х0, интервал варьирования факторов I и верхний и нижний уровни факторов – ХВ и ХН (табл. 3).
Таблица 3 – Условия проведения эксперимента
Условие проведения эксперимента | Кодированные значения i-го фактора | Натуральные значения i-го фактора | ||||
х1 | х2 | х3 | Х1 | Х2 | Х3 | |
Основной уровень фактора Х0 | 0 | 0 | 0 | |||
Интервал варьирования фактора I | 1 | 1 | 1 | |||
Верхний уровень фактора ХВ | +1 | +1 | +1 | |||
Нижний уровень фактора ХН | -1 | -1 | -1 |
Имея матрицу эксперимента и условия проведения опытов, исследователь проводит основной эксперимент, занося получаемые в повторных опытах значения входного параметра в табл. 7.
Пример оформления практической работы.
Целью данного исследования является получение математической модели, описывающей влияние заправочных параметров мотальной машины М-150-2 при перематывании хлопчатобумажной пряжи линейной плотностью 25 текс на её разрывную нагрузку.
Базой для исследования являются лаборатории «Ткачество» и «Механическая технология текстильных материалов» кафедры «Технологии текстильного производства» КТИ (филиала) ВолгГТУ.
1 Особенности технологического процесса
перематывания основной пряжи
Цель технологического процесса перематывания:
1. Создание паковки, обеспечивающей проведение последующей технологической операции с наибольшей производительностью.
2. Контроль толщины нити с частичным удалением мелких пороков пряжи (сор, шишки, узелки).
Сущность процесса перематывания заключается в последовательном наматывании на мотальную паковку под определенным натяжением пряжи с прядильных початков или мотков, соединяемой узлами.
Технологическая схема заправки пряжи представлена на рис. 1.
|
Рис. 1 – Технологическая схема мотальной машины М-150-2 |
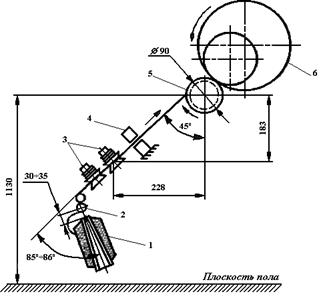
На рисунке 1 представлена технологическая схема машины М-150-2. Нить сматывается с входящей паковки 1, установленной на держателе, проходит через нитепроводник 2 и натяжной прибор 3, контрольно-очистительное устройство 4. Далее нить проходит над прутком механизма самоостанова и через винтовую канавку мотального барабанчика 5 наматывается на бобину 6.
Требования к процессу перематывания:
- не должны ухудшаться физико-механические свойства пряжи (упругое удлинение, прочность и крутка);
- строение намотки должно обеспечивать мягкость схода пряжи при сновании;
- длина нити на паковке должна быть максимальной;
- натяжение пряжи должно быть равномерным на всех точках паковки;
- соединение концов пряжи при ликвидации обрывов и сходе ее с паковки должно осуществляться прочным узлом, легко проходящим через устройства машин и станков и не ухудшающим вид ткани;
- производительность процесса перематывания должна быть максимальной,
- отходы должны быть минимальными.
Для обеспечения рационального производственного процесса при переработке нитей намотка должна отвечать следующим требованиям:
- стабильность намотки;
- максимально возможная удельная плотность намотки;
- возможность хорошего сматывания нити;
- по возможности постоянная плотность по ширине намотки.
2 Технологические параметры, определяющие
технологический процесс перематывания основной пряжи
Основными технологическими параметрами процесса перематывания являются:
– линейная скорость перематывания;
– натяжение нити в процессе перематывания;
– масса грузовых шайб в натяжном приборе;
– разводка пластин нитеочистителя;
– номер узловязателя;
– обрывность нитей при перематывании;
– производительность мотальной машины;
– пороки и отходы пряжи.
Кроме того, на процесс перематывания влияют следующие физико-механические показатели перематываемой пряжи:
1.Разрывная нагрузка нити, Pp, сН;
2. Средне-квадратическое отклонение по разрывной нагрузке, σРр;
3.Разрывное удлинение, LP,мм;
4.Средне-квадратическое отклонение по разрывной нагрузке, σLр;
5.Диаметр бобины, D, мм;
6.Линейная плотность пряжи, T, текс;
7.Средне-квадратическое отклонение по линейной плотности, σT;
8.Удельная плотность намотки пряжи на бобину, g, г/см3;
9.Средне-квадратическое отклонение по удельной плотности намотки бобин, σg;
10.Угол сдвига витков, ψ, град;
11.Угол скрещивания витков, α,град;
12.Средне-квадратическое отклонение по углу скрещивания витков, σα;
13.Коэффициент тангенциального сопротивления, f;
14.Средне-квадратическое отклонение по коэффициенту тангенциального сопротивления, σf;
15.Число циклов до разрушения нити при истирании, Пр, количество циклов;
16.Средне-квадратическое отклонение по величине числа циклов до разрушения нити при истирании, σпр,;
17.Число циклов до разрушения нити при многократной нагрузке, Пп, количество циклов;
18.Средне-квадратическое отклонение по величине числа циклов до разрушения нити при многократной нагрузке, σпп;
19.Жесткость нити, ![]() , н/мм.
, н/мм.
3 Анализ работ, посвящённых исследованию
технологического процесса перематывания основной пряжи
С целью анализа состояния изученности вопроса и с целью обоснования актуальности и научной новизны данного исследования необходимо провести анализ научных работ, посвящённых исследованию технологического процесса перематывания основной пряжи.
Анализ научных источников необходимо проводить по приведённому ниже образцу:
Анализ работы [9] показал, что для определения зависимости прочности х/б пряжи перематываемой на мотальной машине М-2 от заправочных параметров этой машины использовался активный эксперимент по матрице планирования эксперимента Бокс-3
В качестве входных параметров использовались:
Х1 – линейная скорость перематывания, м/мин;
Х2 – масса шайб в натяжном приборе, г;
Х3 – разводка щели нитеочистителя, мм.
В качестве выходного параметра использовались следующие параметры:
Y1 – разрывная нагрузка пряжи, сН.
Определение величины Y1, проводилось по стандартной методике на разрывной машине РМ-3.
Полученная математическая модель зависимости прочности х/б пряжи перематываемой на мотальной машине М-2 от заправочных параметров этой машины позволяет прогнозировать условия процесса перематывания х/б пряжи повышенной прочности:
Y1=205,24–1,07Х1+2,71Х2+0,36Х3–0,13Х1X2+0,98Х1X3+1,53Х2X3–
–4,54Х12+2,76Х22+3,91Х32
В результате работы установлено, что наибольшее влияние на прочность пряжи, оказывает параметр Х2 (масса шайб в натяжном приборе), а наименьшее – Х3 (разводка щели нитеочистителя).
Полученная математическая модель с использованием метода канонического преобразования позволила определить оптимальные заправочные параметры мотальной машины, позволяющие перематывать пряжу с максимальной прочностью:
Y1=285,4 сН
Х1 = 752 м/мин
Х2 = 12 гр
Х3 = 0,25 мм
4 Выбор выходного параметра технологического
процесса перематывания и его обоснование.
В качестве выходного параметра Y выбираем разрывную нагрузку пряжи после перематывания, так как это основной показатель качества пряжи и, исходя из требований к процессу перематывания, он не должен ухудшаться.
Кроме того, этот параметр удовлетворяет следующим требованиям;
1) оценивает эффективность исследуемого объекта;
3) эффективен в статическом смысле, т. е. обладать сравнительно небольшой дисперсией и, следовательно, определяться с достаточной точностью без больших затрат или потерь времени;
4) обеспечивает достаточную полноту описания объекта;
5) имеет простую форму и определенный физический смысл.
5 Выбор входных параметров технологического процесса
перематывания, оказывающих влияние на выходной параметр
На основе анализа ранее проведенных исследований и опыта работы текстильных предприятий, а также в соответствии с выбранным выходным параметром в качестве входных параметров выбираем:
Х1 – линейную скорость перематывания пряжи, м/мин.;
Х2 – вес грузовых шайб в натяжном приборе, г.;
Х3 – расстояние от паковки до баллоногасителя, см.
6 Средства исследования, используемые при проведении эксперимента
В соответствии с выбранными входными и выходным параметрами исследуемого технологического процесса во время проведения эксперимента были использованы следующие средства исследования:
1) Разрывная машина марки РМ-3 – для определения разрывной нагрузки пряжи Y;
2) Тахометр – для определения линейной скорости перематывания пряжи Х1;
3) Технические весы – для определения веса грузовых шайб в натяжном приборе Х2;
4) Линейка металлическая – для определения расстояния от паковки до баллоногасителя Х3;
Для каждого средства измерения описать его назначение, принцип действия и методику измерений, по образцу приведённому ниже.
Разрывная машина РМ-3
Назначение: Разрывная машина РМ-3 предназначена для испытания образцов нитей, изготовленных из различных волокон, при максимальном усилии до 3 кг.
Принцип действия: измерение нагрузки производится с помощью маятникового силоизмерителя, снабженного различными грузами, которые устанавливаются в зависимости от диапазона нагрузок. Максимальная нагрузка, приложенная к испытуемому образцу при растяжении его до разрыва и будет являться искомой величиной.
Методика измерений на разрывной машине РМ-3:
Значения выходного параметра Y определяли на согласно ГОСТ 6611.2-73 по следующей методике:
1) Включить электродвигатель машины.
2) Взять правой рукой конец початка с пряжей и поставить его на веретено, укрепленное на балке машины.
3) Захватить правой рукой конец нити на початке, затем кругообразным движением руки слева на право заправить нить в глазки и в верхний зажим машины, после чего, перехватить нить левой рукой потянуть её в нижний зажим.
4) Закрепить правой рукой верхний зажим.
5) Держа конец в левой руке, обогнуть нитью штифт рычажка предварительного натяжения, приподнять этот рычажок нитью примерно до горизонтального положения, заправить нить в тески нижнего зажима и зажать её в них.
6) Передвинуть левой рукой рукоятку пуска на себя и до отказа.
7) После разрыва нити повернуть пусковую рукоятку от себя до отказа.
8) Раскрыть нижний зажим и удалить из него обрывок пряжи.
9) Отвести левой рукой грузовой рычаг немного влево, и установить его в нулевое положение и закрепить его в выемке крючка.
10) Раскрыть правой рукой верхний зажим и левой рукой потянуть конец нити, помещающийся в нём, вниз, примерно до нижнего зажима, а затем повторить п. 4,5,6,7.
Испытываемому отрезку нити сообщается предварительное натяжение посредством специального рычажка с грузом.
В зависимости от номера пряжи даны следующий величины нагрузок:
Для № 41 – 100 – 5 гр. Для № 11 – 20 – 25гр.
Для № 31 – 40 – 10 гр. Для № 5 – 10 – 30 гр.
Для № 21 – 30 – 15 гр. Для № ниже 5 – 40 гр.
В зависимости от номера испытуемой пряжи выбрать требуемую шкалу нагрузок и соответственно ей поставить груз на маятнике-силоизмерителе.
7 Характеристика объектов исследования
Объектом исследования является хлопчатобумажная пряжа (см. табл. 4) линейной плотностью 20 текс, перематываемая на мотальной машине М-150-2 (см. табл. 5).
Таблица 4 – Техническая характеристика исследуемой пряжи
Наименование показателя | Значение |
Вид волокна | хлопок |
Линейная плотность нитей, текс | 25 |
Удельная разрывная нагрузка, сН/текс | 11,2 |
Коэффициент вариации по разрывной нагрузке, % | 16,2 |
Таблица 5 – Техническая характеристика мотальной машины М-150-2
Наименование показателя | Значение | |
Мотальный барабанчик | канавчатый с 2.5 витками переменного тока | |
Размеры мотального барабанчика, мм: диаметр длина | 90 173 | |
Размеры конусного бумажного патрона для намотки пряжи, мм большой диаметр конуса длина патрона угол при вершине конуса | 64 185 11030/ | |
Размеры наматываемых конических бобин, мм большой диаметр конуса малый диаметр конуса длина образующего конуса | 230 190 145–150 | |
Скорость перематывания пряжи, м/мин | от 500 до 1200 | |
Линейная плотность перематываемой пряжи, текс однониточной | 100 – 5,8 | |
крученой | 64х2 – 5х2 | |
Электродвигатели мотальных барабанчиков с их числом: тип мощность, кВт число оборотов в минуту | 20–80 AI12-32-4 3 1500 | 100–120 AI2-41-4 4 1500 |
8 Выбор и описание алгоритма метода исследования
технологического процесса перематывания основной пряжи
В качестве метода исследования выбираем – полный факторный эксперимент.
При факторном планировании, в отличие от однофакторного планирования эксперимента, по величине коэффициентов регрессии в математической модели можно судить о влиянии не только каждого фактора при переходе второго на другой уровень.
Число коэффициентов регрессии в математической модели определяется но формуле;
![]()
где М – число факторов в эксперименте; ![]() – число сочетаний из М элементов по n=2, которое равно
– число сочетаний из М элементов по n=2, которое равно
![]() .
.
Если для каждого фактора число уровней одинаково и равно k, то число возможных неповторяющихся комбинации их, или число опытов в матрице ПФЭ, равно
![]()
Из последней формулы следует, что с увеличением числа факторов значительно увеличивается число опытов в матрице ПФЭ. Поэтому использование опытов ПФЭ дает эффект в том случае, когда выходной параметр Y зависит не более чем от четырех факторов, т. е. при М![]() 4.
4.
Матрицы планирования ПФЭ обладают следующими свойствами:
1) ![]() , что определяет симметричность опытов относительно основного уровня фактора, т. е. центра эксперимента х
, что определяет симметричность опытов относительно основного уровня фактора, т. е. центра эксперимента х![]() ;
;
2) ![]() , что определяет условие нормировки при кодировании факторов;
, что определяет условие нормировки при кодировании факторов;
3) ![]() , что определяет ортогональность матрицы.
, что определяет ортогональность матрицы.
Если матрицы планирования эксперимента обладают свойством ортогональности, то коэффициенты регрессии, определяемые с помощью этих матриц, независимы и их дисперсии минимальны и равны.
Дисперсия выходного параметра YR одинакова для точек факторного пространства, равноудаленных от центра эксперимента, и равна
![]() ,
,
где ![]()
Это свойство матрицы называется рототабельностью. Оно полезно в тех случаях, когда математическая модель используется для продвижения к оптимуму и заранее неизвестно, где он расположен.
9 Проведение предварительного эксперимента
Исследование любого технологического процесса начинается с проведения предварительного эксперимента, в результате которого определяются значения основных уровней факторов Хо, интервалы варьирования факторов I, верхние и нижние уровни варьирования – ХВ и ХН. Полученные данные заносятся в таблицу 6.
Например, для определения значения верхнего уровня фактора Х2 – веса грузовых шайб в натяжном приборе воспользуемся формулой для приближенного вычисления натяжения пряжи при перематывании исходя из прочности пряжи:
F = a·Pн/100 |
где а – процентное отношение от разрывной нагрузки пряжи Рн [1].
для хлопчатобумажной пряжи 3-7 % от Рн;
для льна 3-12 % от Рн;
для натурального шелка 1 % от Рн.
При выборе величины а, также необходимо учитывать строение нити и её удлинение.
В нашем случае F = 4·280/100 =11,2 гр
Принимаем 11 гр.
Из полученного значения необходимо вычесть вес верхней тарелочки натяжного прибора (7 гр). Тогда верхний уровень фактора Х2 = 4 гр.
Выбрав интервал варьирования 1, составим табл. 6.
Таблица 6 – Условия проведения эксперимента
Условие проведения эксперимента | Кодированные значения i-го фактора | Натуральные значения i-го фактора | ||||
х1 | х2 | х3 | Х1 | Х2 | Х3 | |
Основной уровень фактора Х0 | 0 | 0 | 0 | 400 | 3 | 35 |
Интервал варьирования фактора I | 1 | 1 | 1 | 100 | 1 | 5 |
Верхний уровень фактора ХВ | +1 | +1 | +1 | 600 | 4 | 40 |
Нижний уровень фактора ХН | -1 | -1 | -1 | 500 | 2 | 30 |
10 Проведение основного эксперимента

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 |
