
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Описание функций дип-переключателей на С2plus.
Версия программного обеспечения 2.0
Выкл. | Вкл. | ||
SW1.1 | Предустановленные значения | Нет | Да |
SW1.2 | Компенсация энергии | Запрещено | Разрешено |
SW1.3 | Регулировка косинуса FI | Минимум | Максимум |
SW1.7 | Задержка половины цикла запуска | 3,5 мсек. | 4 мсек. |
Описание функций дип-переключателей на PX1500 plus и PX1500P plus
Версия программного обеспечения 2.0
Выкл. | Вкл. | ||
SW1.1 | Выход EV2 | Моностабильно | Бистабильно |
SW1.2 | Компенсация энергии | Выключено | Включено |
SW1.3 | Регулировка косинуса FI | Минимум | Максимум |
SW1.4 | Временной блок | 1 цикл | ½ цикла |
SW1.5 | Время паузы | Включено | Выключено |
SW1.6 | Выход EV1 | Свободно | EV1=вкл., если EV2=выкл. |
SW1.7 | Задержка половины цикла запуска | 3,5 мсек | 4 мсек |
SW1.8 | Операция сварки шва | Нет | Да |
Описание перемычек (джамперов) на РСВ.
Замкнуто | Разомкнуто | |
JP7 | Внутренняя запускающая цепь включена (разрешена) | Внутренняя запускающая цепь выключена |
JP8-JP9 | Внутренний питающий трансформатор запущен (параллельные перемычки) | Внутренний питающий трансформатор отключен (параллельные перемычки) |
3.8.1. Устранение трудностей и проблем при сварочном цикле.
Проблема | Причина | Устранение |
Блок управления не включается, когда главный выключатель включен. | · Отсутствует питание · Сгорели предохранители линии · Сгорели предохранители в блоке управления | Проверить напряжение магистрали и плавкие предохранители |
Блок управления включается, но когда кнопка нажата, цикл сварки не начинается | Напряжение питающей сети слишком низкое | Проверить напряжение магистрали и сравнить его с заводскими данными для данной марки машины. |
Блок управления включается, и дисплей «Установка величины» (Set value) высвечивает "00" | Выключились термостаты | · Запрограммированое временя сварки слишком велико · Не в порядке водяное охлаждение |
Разбрызгивание материала, когда электроды входят в контакт | · время сжимания слишком мало · давление электродов слишком низкое · пробит тиристор | · Увеличить время сжатия · Увеличить усилие на электродах · Заменить тиристор |
Во время сварки из сварочного трансформатора исходит громкий шум, и сгорают плавкие предохранители линии. | Неисправен тиристор | · Заменить тиристор · Заменить плату управления |
3.8.2. Как устранить дефекты сварки
Дефект | Причина | Устранение |
Разбрызгивание расплавленного материала | · время сжимания (squeeze time) слишком мало · Усилие на электродах слишком слабое · Сварочный ток слишком большой · Недостаточный контакт электродов | · Увеличить время сжимания · Увеличить усилие на электродах · Уменьшить сварочный ток |
Следы сварки на образцах слишком заметны | · Недостаточный диаметр электродов · Усилие на электродах слишком большое Сварочный ток слишком большой | · Заменить электроды с подходящим диаметром · Уменьшить усилие · Уменьшить время сварки и ток |
Место сварки недостаточного качества | · Время сварки слишком мало · Слишком мал ток · Диаметр электродов слишком большой · Большое усилие на электродах · Контакты вторичной цепи грязные | · Увеличить время сварки · Увеличить сварочный ток · Уменьшить диаметр электродов · Уменьшить усилие на электродах · Почистить контакты вторичной цепи |
Деформированы электроды | · Время сварки слишком большое · Избыточное усилие на электродах · Избыточный ток · Недостаточная контактная область · Слишком слабый сплав меди электродов | |
Кратеры в месте сварки | · Время удержания слишком короткое · Недостаточное усилие на электродах · Грязный материал |
4. Инструкции по обслуживанию.
4.1. Информация по обслуживанию.
Обслуживающий персонал должен быть квалифицирован, знать сварочную машину и работать без модифицирования машины в отношении безопасности. Обслуживающий персонал должен также соблюдать общие правила и инструкции по технике безопасности.
Частичное обслуживание.
Используйте хороший напильник, чтобы очистить концы электродов от железных отходов и кратеров. Восстановите диаметр электрода к его первоначальному размеру, потому что сварка имеет тенденцию к его увеличению.
4.2 Руководство по обслуживанию.
Ежедневно проверять.
· Чистить поверхности, которые загрязнены маслом, жиром и водой.
· Убирать место вокруг сварочной машины.
· Чистить любые системы безопасности.
· Удостоверьтесь, что все устройства защиты находятся в их месте и работают должным образом.
Внимание: не брызгать струями воды на сварочную машину, не использовать растворители для чистки окрашенные части.
Электрическая система и сварочный блок управления.
· Проверить состояние схемы защиты и затяжку PE терминала.
· Проверить состояние электрических контактов (микровыключателей).
· Проверить состояние устанавливающих клавиатур/потенциометров.
· См., есть ли какой-либо шум, исходящий от вторичных соединений, которые не были закреплены должным образом.
· Проверить, что все сигнальные индикаторы впорядке.
Контур сжатого воздуха
· Проверить на любые утечки воздуха
· Проверить давление линии, сварочное давление, усилие на электродах.
· Очистить фильтр воздушной линии.
· Проверить уровень масла смазчика (при его наличии).
Механические части.
· Смазать шток цилиндра
· Проверить затяжку компонентов: цилиндра, ручек, кронштейнов, держателей электродов.
Еженедельные проверки.
· Проверить какие-либо необычные операции с оператором.
· Удалить остатки масла на полу в рабочей зоне сварки.
· Проверить на любые утечки воздуха.
Электрическая система и блок управления.
Проверить микровыключатели.
Проверить не осуществлены какие-либо несанкционированные изменения в параметрах программы.
Электроды и держатели электродов.
· Осуществить внутреннюю проверку электродов и держателей.
· Очистить электроды, держатели электродов, зажимы.
· Проверить параллельность кронштейнов в позиции сварки.
Цепь сжатого воздуха.
· Проверить затяжку соединений.
· Проверить затяжку болтов цилиндра.
Полугодовые проверки.
Электрическая система.
· Очистить все контакты вторичной цепи от коррозии, используя абразивы.
· Затянуть все соединения.
· Проверить защитные устройства и перегрузки (термостаты).
· Проверить параметры сварки и скорректировать их при необходимости.
· Проверить затяжку силовых устройств, трансформатора и терминалов сварочного блока управления.
Цепь сжатого воздуха.
· Проверить правильный порядок работы блока «фильтр-регулятор-манометр» (FRG).
· Заменить поврежденные соединения.
· Очистить фильтр воздушной линии.
Когда сварочная машина не используется.
Когда сварочная машина не используется в течение какого-то времени, необходимо во избежание повреждения осуществить следующее:
· Заблокировать цилиндр в полностью втянутом положении.
· Если машина будет где-то храниться, защитить её путем обертывания защитной пленкой.
· Сварочная машина должна храниться в сухом месте.
· Защитить неокрашенные части от грязи и коррозии.
4.3. Запасные части.
|
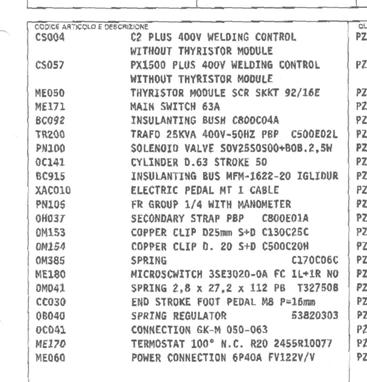
Ниже приводится перечень базовых запасных частей для тех узлов, которые подвержены износу и поломкам, а также для устройств безопасности машины.
Позиция | Код | Описание |
1 | CS004 | C2plus сварочный контроль без тиристорного модуля |
1 | C2plus сварочный контроль с тиристорным модулем | |
1 | CS057 | РХ1500plus сварочный контроль без тиристорного модуля |
1 | РХ1500plus сварочный контроль с тиристорным модулем на 90А. | |
1 | CS065 | РХ1500Рplus сварочный контроль без тиристорного модуля |
1 | РХ1500Рplus сварочный контроль с тиристорным модулем на 90 А. | |
2 | МЕ050 | Тиристорный модуль SCR SKKT 92/16E |
3 | МЕ171 | Основной выключатель, 63А |
4 | ВС092 | Сменная изолирующая втулка С800С04А |
5 | TR0205 | Сварочный трансформатор 15кВА при 50% - 400В (РВ-РВР) |
5 | TR0210 | Сварочный трансформатор 25кВА при 50% - 400В (РВ-РВР) |
5 | TR0200 | Сварочный трансформатор 35кВА при 50% - 400В (РВ-РВР) |
5 | TR0252 | Сварочный трансформатор 15кВА при 50% - 400В (BSM-BSP) |
5 | TR0251 | Сварочный трансформатор 20кВА при 50% - 400В (BSM-BSP) |
5 | TR0250 | Сварочный трансформатор 25кВА при 50% - 400В (BSM-BSP) |
6 | PN100 | Соленоидный клапан SOV25SOS00 |
7 | 0C0141 | Цилиндр D63, ход 50 |
8 | ВС915 | Сменная изолирующая втулка удлинения кронштейна MFM IGLUDUR |
9 | XAC010 | Электрическая педаль – кабель 1 м. |
10 | PN105 | FR группа ¼” с манометром. |
12 | 0H037 | Вторичная полоса С800Е01А |
13 | ОМ153 | Медный зажим Ø 25мм С130С25С только для РВ-РВР |
13 | ОМ154 | Медный зажим Ø 20мм С500С20Н только для РВ-РВР |
14 | ОМ385 | Пружина С170С06С |
15 | МЕ180 | Микровыключатель 3SE3020-0A |
16 | OM041 | Пружина педали Т32750ВТ |
17 | СС030 | Ножная педаль конца хода |
18 | 0В040 | Пружинный регулятор |
19 | 0С041 | Соединение GK-M 050/063 |
20 | ME170 | Термостат |
21 | МЕ060 | Соединитель источника 5Р40А FV122 |
22 | OM701 | Механическая педаль С900А01А |
4.4. Техническое содействие.
Если техническая проблема, связанная с машиной, не указана в таблице “Устранение неисправностей”, свяжитесь с уполномоченным дилером.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 |
