
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Интересен и аналогичный более общий вопрос: насколько увлекающие шихту силы газовых потоков могут влиять на перемещение кусковых или сыпучих материалов?
Основной аргумент состоит в том, что давление дутья способно при необходимости даже «поднять» весь столб шихты, и, следовательно, можно заполнять агрегат шихтой снизу, при введении кусковой шихты в нижнюю часть печи. Тем более давление дутья способно замедлить сход массы до такой необходимой скорости, чтобы выгорающее в горне топливо и плавящиеся окатыши замещались потоками кусков топлива, вводимыми через течки или кольцевое пространство Т (см. рис. 3.3), и чтобы освобождающееся здесь пространство не занималось опускающейся шихтой.
Характерная величина давления доменного дутья у фурм – 3,5 атм, а давления под колошником – 2,2 атм. Перепад давления, движущий газы в печи, часто составляет 3,5 – 2,2 = 1,3 атм, с колебаниями в пределах (1 – 1,5) атм. Значительное увеличение перепада давления в печи рискованно, так как этот перепад уже приближается к величине, эквивалентной весу шихты.1)
Если насыпной вес доменной шихты около 1 г/см3, или 1 т/м3, то вес даже 30-метрового столба шихты создает давление около 3 атм. Если снизить до нуля избыточное давление под колошником при давлении 3,5 атм у фурм, то перепад давления газа от фурм до колошника составит 3,5 атм. Этого более чем достаточно, чтобы поднять всю массу шихты, эквивалентную по весу давлению 3 атм, или перевести продувку шихты в режим кипящего слоя. Современные воздуходувки способны создать давление, которое может поднять всю шихту, заставить ее двигаться обратно, вверх, под колошник 1). Чтобы в доменной печи не было угрозы такого обратного движения шихты наверх, приходится ограничивать дальнейшую интенсификацию продувки.
----
1) В доменной печи, видимо, в шихте образуются местные «свищи», разрыхления, в которых движение газов вверх намного быстрее среднего, и временно в данном участке продувка переходит в режим кипящего слоя. За счет этого газопроницаемость столба шихты в домне выше, чем у аналогичного плотного столба сыпучих, не имеющего «свищей».
7.4. Схема с загрузкой топлива и руды в разные отсеки
Рассмотрим схему (рис. 7.1) , в которой топливо загружается в топливный отсек Т, окатыши загружаются в рудный отсек М. Ниже топливо и рудная компонента приходят в контакт, так как разделяющая отсеки перегородка заканчивается. Продуваемые газы сначала идут горизонтально из зоны топлива в зону окатышей, затем поднимаются в рудном отсеке с массой М.
Если газовые потоки не очень интенсивные и мало влияют на перемещение шихты, то равновесие столба топлива и столба окатышей в схеме (рис. 3.1) будет соответствовать закону сообщающихся сосудов. Если насыпной вес топлива близок к насыпному весу окатышей, то равновесие установится при равной высоте слоев в двух сообщающихся отсеках.
А Б
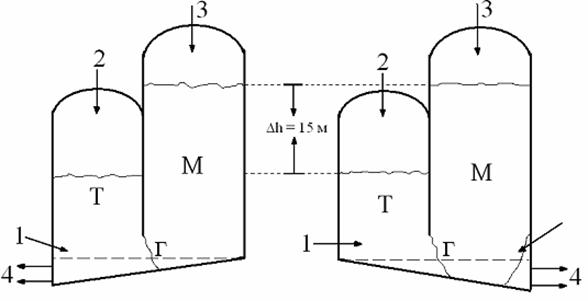
Рис. 7.1. Схема процесса, в котором топливо Т и рудная компонента М засыпаются сначала в разные отсеки Т и М, а затем приходят в контакт внизу:
А – плавка на чугун, Б – плавка на сталь. При давлении дутья 1,5 атм равновесие наступает при разности уровней сыпучих Δh=15 м в отсеках А и Б.
1 – дутье; 2 – загрузка топлива; 3 – загрузка окатышей; 4 – летки
Рассмотрим случай, когда продувка интенсивная, и в схеме (см. рис. 7.1) перепад давления дутья DР составит также 1,5 атм, как и в доменной печи. При этом равновесие столба топлива и столба окатышей наступит тогда, когда столб шихты в рудном отсеке М будет на Dh=15 м выше столба топлива в отсеке Т. Увлекающая шихту сила газовых потоков эквивалентна DР=1,5 атм или весу столба шихты в Dh=15 м. (см. рис.7.1).
При реальной работе агрегата две массы сыпучих (топлива и окатышей) движутся навстречу друг другу и расходуются около границы Г фаз путем плавления окатышей и горения топлива. Может оказаться важной еще и третья сила – механическое сопротивление F движению этих масс, особенно сопротивление движению большой массы металлизуемых окатышей. С учетом этого сопротивления при том же давлении продувки 1,5 атм стационарная разность уровней Dh окатышей и топлива будет больше 15 м (Dh=DР+F >15 м). В доменной печи шихта иногда «подвисает», то есть механическое сопротивление ее движению в такие моменты возрастает и уравновешивает вес всего столба шихты в печи, составляющего, например, 30 м. Для такого момента зависания можно записать Dh=DР+F=15 м+15 м=30 м, или F=15 м.
Граница Г контакта масс окатышей и топлива найдет свое равновесное стационарное положение так, что давление на эту границу со стороны обеих фаз уравновесятся. Если поддерживать высоту столба топлива выше стационарного уровня, определяемого условием Dh=DР+F, то граница Г будет постепенно смещаться в сторону рудной массы; если же столб топлива ниже стационарного уровня, то граница пойдет в сторону топлива.
В этой схеме получится «плавка на железо», если жидкий металл будет скапливаться в зоне окатышей, и «плавка на чугун», если жидкий металл скопится под слоем топлива, (см. рис. 7.1).
В агрегате «угольный Мидрекс», вариант (см. рис. 3.3), кусковое топливо вводится также в отдельный отсек в виде кольцевого пространства Т вокруг рудного корпуса. Если доменную печь дополнить течками (см. рис. 3.1), то топливо также будет загружаться в отдельные отсеки – в закрытый бункер (или бункеры) над течками. Для этих случаев также будут справедливы приведенные выше рассуждения о равновесной или стационарной разности высот уровней шихты в топливном и основном отсеках; условие Dh=DР+F. Равновесная (или стационарная) разность уровней окатышей и топлива Dh в обсуждаемых отсеках определяется теми же силами: весом шихты, давлением дутья DР, сопротивлением F движению сыпучих. Равновесная разность уровней Dh=DР+F в основном рудном корпусе М и в топливных отсеках Т будет больше 15 м, обычном для доменной печи значении DР = 1,5 атм.
Если уровень топлива в топливных отсеках поддерживать выше стационарного, то граница фаз Г и в этих случаях будет смещаться в сторону рудной массы. Печь будет постепенно заполняться кусковым топливом, которое вводится снизу. В доменной печи можно поддерживать желательную толщину коксовой насадки при загрузке топлива снизу, через течки над фурмами. При необходимости и в агрегате «угольный Мидрекс» можно создать и поддерживать «топливную насадку» за счет топлива, загружаемого через топливный отсек Т.
Современные воздуходувки способны создать в шахтной печи давление дутья, которое может поднять весь столб шихты под колошник, или перевести продувку в режим кипящего слоя. Поэтому потоки дутья способны вносить в печь кусковые материалы, и заполнять ее снизу.
Если металлизованная масса достаточно плотная, то, в принципе, можно создать в зоне факелов газовую подушку, на которой будет держаться эта масса подобно тому, как удерживается вездеход на воздушной подушке. Такая ситуация будет, видимо, близка к регулируемому «зависанию» шихты в доменной печи, которым можно управлять, варьируя давление дутья.
Если топливо первоначально загружается в свой отдельный отсек, то его куски во всех обсуждаемых случаях не проходят шахту; они прямо попадают в факелы, в зону горения, где сгорают как в газогенераторе. От топлива здесь требуется лишь способность к газогенераторному процессу, в котором обычно используется уголь. Очевидно, здесь преимущества кокса несущественны, и уголь можно применять с таким же успехом, как и кокс.
ГЛАВА 8. ПОЛУЧЕНИЕ МЕТАЛЛОИЗДЕЛИЙ ИЗ ЖЕЛЕЗОРУДНОГО КОНЦЕНТРАТА ПО СХЕМЕ МЕТАЛЛИЗАЦИЯ – СПЕКАНИЕ
(Совместно с )
8.1. Переход от кусковых руд к концентрату
В данной главе рассматривается получение металлоизделий без расплавления металла, методами твердотельной металлургии, путем спекания металлизованного железорудного концентрата.
Железорудные концентраты получили распространение в начале 20 века. В средневековой металлургии при небольшом расходе руды, можно было выбирать только наиболее богатые и чистые кусковые руды и брать только лучшие куски. Каждый кусок руды проходил индивидуальный осмотр и отбраковку, от него вручную отмывали местные загрязнения, отбивали части куска с менее богатой рудой [3, 4]. Но массовую индустриальную металлургию уже нельзя было обеспечить такими богатыми кусковыми рудами. Потребовалось организовать массовое и глубокое обогащение более бедных руд. Часто руду измельчают в тонкий порошок и затем отмагничивают частицы магнетита Fе3О4, или методом флотации отделяют частицы гематита Fе2О3. Если раньше использовали в основном руды с содержанием окислов железа не менее 90-95 %, при содержании собственно железа 60 % и более, то теперь нередко перерабатывают руды с содержанием железа менее 15 %, как, например, на Качканарском ГОКе.
Исходное сырье металлургии – продукт обогащения, имеет теперь вид тонкого порошка железорудного концентрата с размером частиц, например, менее 0,3 мм, а иногда и менее 0,074 мм. Размер частиц концентрата соответствует размеру частиц порошка железа, применяемого в порошковой металлургии. Здесь напрашивается выход – металлизовать данный концентрат в порошке или же в окатышах, затем использовать его в большой металлургии так как применяют порошок железа в порошковой металлургии. В этом случае металлоизделия можно получать по схеме «металлизация концентрата – спекание» за один - два цикла нагрева – охлаждения. Другое возможное использование порошка концентрата – это вдувание его в доменную печь, особенно в смеси с угольной пылью.
Однако, при обсуждаемом переходе на другое сырье (концентрат), как при появлении чугуна, черная металлургия снова оказалась неспособной выйти из той колеи, в которую ее поставили еще древние хетты 3,5 тысячи лет назад; металлургия не смогла отойти от принципа продувки смеси кусков. Вместо того, чтобы отлаживать металлизацию порошка концентрата или вдувать его, металлурги предпочли превращать этот порошок в окатыши, в комки, подобные привычным кускам руды (или в агломерат). Ради сохранения традиционной схемы процесса в металлургический цикл был введен еще один дополнительный передел, еще одно дорогое производство – агломерация или производство окатышей, чтобы приспособить новое сырье (порошок концентрата) к прежней доменной плавке. Впервые окатыши были изготовлены в 1912 г. в Швеции и в 1913 г. в Германии. Давление затвердевшей «доменной» идеологии и в этом случае не позволило металлургии реализовать новые возможности.
8.2. Получение изделий из порошка концентрата по схеме металлизация–спекание
Чтобы получить агломерат или окатыши с прочностью, необходимой для большой доменной печи, нередко выбирают более дорогие, но лучше агломерирующиеся руды. Агломерат или окатыши обжигают, спекают примерно при 1300 0С, то есть при температурах, сопоставимых с температурой самого доменного процесса. Достигается частичное расплавление некоторых участков внутри массы агломерата или окатыша. На шлифе окатыша под микроскопом такие участки проявляются как «озерки» проплавленного материала. Чтобы окатыши прошли всю печь без разрушения и без значительного истирания при пересыпаниях, не дали бы больше нескольких процентов мелочи, затрудняющей продувку, их нужно спечь до прочности порядка 2 кН (200 кГ) на окатыш.
Примерно такая же прочность требуется и от кусков кокса. Чтобы обеспечить столь высокую прочность, выбирают более дорогие, но хорошо коксующиеся угли, и вводится еще один передел – коксование, также при высоких температурах, обычно около () 0С.
Сейчас для получения стали требуется минимум 4 цикла нагрева-охлаждения сырья, включая два энергоемких расплавления в доменном и в сталеплавильном процессах, а также коксование и агломерацию при подготовке сырья. При последующей обработке до получения готового изделия нередко требуется еще несколько раз нагревать металл при формовке, термообработке и др. С учетом дополнительных подготовительных циклов получается, например, 8 циклов нагрева–охлаждения.
Если порошок железорудного концентрата после металлизации тут же горячим прессуется в изделие, то можно получить изделие за один цикл нагрева–охлаждения как и в старой кричной металлургии с затратами энергии примерно на порядок величины меньше, чем в современной металлургии.
Если концентрат металлизуется в виде окатышей, которые затем охлаждаются, вновь дезинтегрируются (измельчаются) до порошка, далее этот порошок прессуется и спекается, то изделие получается за 2 цикла нагрева–охлаждения (металлизация и спекание). Тэлмеджа [18] показали, что подобная твердотельная металлургия с металлизацией окатышей требует примерно в 5 раз меньших энергозатрат по сравнению с современной металлургией. Открываются перспективы «освободить, наконец, нашу планету от огнедышащих производств, загрязняющих окружающую среду, отягощающих экономику…» [13].
Наша цель в данной главе состояла в следующем:
1. Показать, что многие металлоизделия можно успешно изготовлять прессованием – спеканием даже из рядовых железорудных концентратов, металлизованных обычными способами в окатышах, например, процессом «Мидрекс». Такие металлизованные окатыши производятся сейчас в количествах порядка десятков миллионов тонн. Из металлизованных суперконцентратов можно аналогично получать и более качественные изделия.
2. Показать что перспективны процессы металлизации концентрата в порошке без изготовления окатышей; реальны процессы металлизация–спекание за один цикл нагрева–охлаждения.
8.3. Прессуемость и спекаемость металлизованного концентрата
В нашей лаборатории выполнен ряд экспериментов по получению металлоизделий из рядового (Лебединского) концентрата, металлизованного в окатышах на Старо-Оскольском комбинате обычным способом «Мидрекс». Исследование выполнялось в порядке выполнения гранта РФФИ и «Программы приоритетных научных исследований».
Такие попытки ряда исследователей, а также некоторые наши предварительные эксперименты дали отрицательные результаты. При некоторых значениях параметров металлизации спекаемость и прессуемость порошка оказывались недостаточными, и в итоге получался плохо спеченный материал с низкими механическими свойствами. Иногда осыпались ребра и вершины прессовок. При других параметрах металлизации последующее спекание оказывалось достаточно глубоким и давало кондиционный металл.
В частности, при металлизации концентрата в лодочках их выдерживали в течение 4-х часов в закрытой кварцевой трубке, содержащей избыток графита. В первом случае температура составляла 1100 0С, во втором – 1300 0С. Металлизованный концентрат перемешивали, разрушали образующиеся спеки, прессовали давлением 500 МПа и спекали при 1100 0С в течение 4 часов. Второй режим металлизации давал плохо спекшийся материал с низкими физико-механическими характеристиками. Первый режим давал кондиционный металл, примерно соответствующий по механическим свойствам малоуглеродистой стали. Твердость по Бринелю составляла в среднем 900 МПа, прочность на сжатие – в среднем 550 МПа.
Рентгеновский микроанализ показал, что во втором образце металлизованного концентрата уже сами порошинки железа имели высокое содержание углерода (1 % и более). Выявились также большие отложения пленочного углерода на поверхностях крупинок железа, что понижает спекаемость. Очевидно, это делало их менее пластичными и понижало прессуемость и спекаемость порошка. В первом образце сами порошинки железа содержали около 0,1 % углерода и сохраняли пластичность.
В целом выясняется, что достигается удовлетворительная прессуемость-спекаемость, если сами частицы железа содержат не более (0,1-0,2) % углерода, а остальной углерод образует отдельную фазу. Прессуемость снижается от присутствия карбидов железа, а также от больших концентраций углерода, растворенного в крупинках железа, что делает их хрупкими и плохо прессуемыми, подобно порошкам чугуна или хрупкой стали. Стандартный железный порошок различных марок обычно должен содержать не более (0,03-0,012) % углерода, чтобы давать хорошее спекание. Эти цифры оказываются справедливыми и для металлизованных концентратов, но лишь применительно к углероду, растворенному в частицах железа. Так как растворимость примесей в твердом железе мала, то материал может содержать много вредных примесей, но в качестве инертных фаз включения они почти не влияют на свойства основной (материнской) фазы – железа. Концентрацию растворенного углерода и присутствие карбидов можно установить по данным рентгенофазового анализа на установке MS-46 «CAMECA».
Спекание получается лучше, если прессуется порошок несколько недовосстановленный с добавкой порошка углерода, и уже в процессе такого «реакционного спекания» идут реакции окончательного восстановления остаточных окислов железа. Достигается более высокая плотность и прочность металла, если после первого прессования и небольшой выдержки в горячем состоянии проводится еще одно обжатие и затем уже окончательное спекание.
В несколько стадий можно спечь даже плохо прессующиеся концентраты. Даже из бедного Качканарского концентрата с 14 % примесей получался плотный материал, если первую стадию обжатия-спекания проводили в форме, извлекали образец из формы после второго обжатия, затем выполняли окончательное спекание. Можно и окончательное спекание провести в две стадии. Такой многостадийный процесс похож на работу в кузнице, когда изделие несколько раз куют и затем возвращают в горн для выдержки. Подобным образом прокат в ряде случаев проходит поочередно обжатия на стане и прогревы в нагревательной печи.
8.4. Другие эксперименты
Известно мнение, что рядовые концентраты содержат слишком много неметаллических примесей и поэтому не поддаются глубокому спеканию. Правда, в прошлом из криц (то есть из спекающихся металлизованных кусков руды) выковывали качественные изделия; но считается, что в прошлом металлурги могли пользоваться особенно чистыми рудами. Прямые анализы металла древних металлоизделий, которые сейчас хранятся в музеях, не подтверждают это мнение; изделия древней или средневековой металлургии содержат, например, до (7-8) % неметаллических включений [1, 2].
Если изделие получается металлизацией – спеканием концентрата, то все примеси концентрата попадают в готовое изделие. Однако достаточно малые включения нередко не только не понижают прочность металла, но и повышают ее; такой металл называется дисперсионно–упрочненным. Упрочнение железа до характеристик стали при введении углерода тоже, в сущности, является упрочнением материала дисперсными включениями. В ряде случаев в металл специально вводят до 10 % и более таких дисперсионно-упрочняющих включений. Дисперсные включения (SiO2, Al2O3) появляются, в частности, при раскислении стали ферросилицием и алюминием.
На прочность металла качественно различно действуют малые и большие включения. При размерах примерно до 10 мкм включения упрочняют металл подобно тому, как прочность железа повышается включениями углерода подобных размеров. Более крупные включения понижают прочность, они как бы «надрезывают» матрицу.
Образцы металла, полученного прессованием–спеканием метализованного концентрата, испытаны в качестве мелющих тел в лабораторной мельнице при истирании угля. Их износостойкость (убыль веса при истирании в мельнице) соответствовала применяемым промышленным мелющим телам с отклонением плюс-минус 15 %.
Отмечено, что образцы металла из Лебединского концентрата давали более интенсивное истирание породы, чем аналогичные по составу образцы без включений. Металл, полученный спеканием Лебединского концентрата, содержит (как и исходный концентрат) примерно 5 % включений SiO2 – зерен кварца. Эти включения делают мелющее тело похожим на абразив, содержащий твердые кристаллы кварца, которые усиливают истирание породы, то есть улучшают работу мелющих тел.
Изучена зависимость механических свойств получаемого металла от содержания примесей в исходном концентрате. Пройден интервал от наиболее чистого суперконцентрата (Оленегорского, 0,1 % примесей) до рядового (Лебединского, 5 %) и концентрата с повышенным содержанием примесей (Качканарского, 14 %).
Исследовано влияние добавки углерода перед прессованием и спеканием в количестве 0,3; 0,7; 1; 2; 5 %, а также добавка 5 % FeO для получения окисленного металла. Наибольшую прочность на сжатие показали образцы с добавкой 1 % углерода.
Исследовано влияние добавки 0,6 % алюминиевой пудры (сверх обычного угара) в порошок металлизованного качканарского концентрата перед прессованием. Установлено 0,6 % алюминия стехиометрически достаточно для алюмотермического восстановления марганца, ванадия и хрома качканарского концентрата. Химический анализ полученного металла на ванадий показал, что ванадий в основном восстановлен при спекании.
Добавка алюминиевой пудры и алюмотермическое восстановление и усвоение легирующих при спекании дают простой и недорогой способ усвоения легирующих компонентов комплексной руды.
8.5. Металлизация концентрата в порошке
Металлизация железорудных концентратов в порошке в настоящее время еще не отлажена в промышленных масштабах. Известны эксперименты по металлизации этих порошков во взвешенно-фонтанирующем слое, в кипящем слое, вихревой камере, известен способ «Циклон». Известна также металлизация концентрата в аппаратах типа воронки, в которых частицы концентрата удерживаются во взвешенном состоянии на определенном уровне потоком газа снизу. В СССР такие работы проводились в Ленинградском университете, химико-металлургическом институте Казахской ССР, ЦНИИ «Прометей» [15]. Интерес к таким процессам понизился после резкого подорожания природного газа.
Известны способы металлизации, при которых слой концентрата обдувается сверху потоком газа – восстановителя, например, водорода или природного газа. Так, в гг. фирма Rupablik Steel в США практиковала получение полосы железа металлизацией газом слоя богатого концентрата (2 % примесей) на ленте конвейера. От процесса пришлось отказаться из-за припекания металла к конвейеру.
В металлургии расплавов неметаллические включения всплывают в шлак; в твердотельной металлургии все минеральные примеси, содержащиеся в концентрате, попадают затем в металлоизделие. Здесь возрастает роль обогащения руды. В СССР возможности получения суперконцентратов и богатых концентратов из легкообогатимых руд оценивались в 50 млн тонн в год. С этой точки зрения до половины всех металлоизделий можно получать из металлизованных суперконцентратов, которые содержат, например, 0,3 % примесей. В ряде случаев удается снизить содержание примесей до сотых процента. Цель данной главы – показать, что многие металлоизделия можно получать и из рядовых концентратов со значительно большим содержанием примесей, например, 5 %.
Концентрат трудно металлизовать продувкой порошка, так как его малые частицы легко уносятся потоками газов. Скорость падения V малых частиц удовлетворительно описывается формулой Стокса
V = (2/9)(r•g•R2)/h
где h – вязкость газа; R – радиус частицы; r – плотность частицы. Для частиц размером 300 мкм скорость падения получается порядка 10 м/с; для самых малых при R = 3 мкм – порядка 1 см/с. Самые малые частицы концентрата попадают уже в область коллоидных размеров; они представляют собой очень тонкую пыль, которая долго может висеть в воздухе, не оседая. Потоки газа со скоростями порядка 10 м/с, которые встречаются в доменной печи, могут унести многие частицы концентрата. Можно пытаться металлизовать концентрат (или крупную техногенную пыль) во взвешенном состоянии (или в кипящем слое), если брать наиболее крупные фракции и применять лишь весьма медленные потоки газа. Другой вариант – превратить концентрат в крупку, или в гранулы с помощью окомкования, и после металлизации прессовать металлоизделия из такой крупки.
Так как металлизация концентрата продувкой затруднительна, то перспективна металлизация без продувки, за счет тепла, поступающего теплопередачей через стенку.
Такая металлизация теплопередачей имеет длинную историю. Есть сведения, что еще на заре металлургии медь получали нагреванием на костре смеси руды и угля в закрытых керамических сосудах. Были попытки построить двойную печь, в которой во внешнем пространстве идет горение топлива, тепло передается через стенку во внутреннее пространство, в котором и идет металлизация смеси. Металлизацию выполняли также в агрегатах типа коксовой батареи, причем стенки «батареи» сейчас в ряде случаев делают стальными. Давно используется способ «Хоганес», в котором смесь окалины с топливом металлизуется в закрытых керамических капсулах в нагревательной печи. Появились подобные способы со стальными капсулами, обеспечивающими более интенсивную теплопередачу. Однако несложные расчеты показывают, что лимитирующим звеном таких процессов является теплопередача в слое измельченной шихты, и можно многократно ускорить металлизацию, если перемешивать шихту.
В схеме рис. 8.1 такое перемешивание обеспечивается пересыпанием шихты во вращающейся печи. Порошок концентрата в смеси с угольной пылью металлизуется во вращающейся печи, пересыпаясь по мере вращения, это предохраняет его от спекания. Корпус печи 1 предполагается стальным, что обеспечивает высокую теплопроводность; процесс будет лимитироваться лишь тепловой мощностью печи и тем пределом температуры печных газов, который способен выдержать металлический корпус 1. Целесообразно покрытие корпуса 1, например, жаростойкой эмалью, чтобы предотвратить окисление этого корпуса печными газами снаружи и припекание порошка внутри. Внутри печи нет продувки и горения топлива, это предотвратит чрезмерный пылевынос, характерный для вращающихся печей.
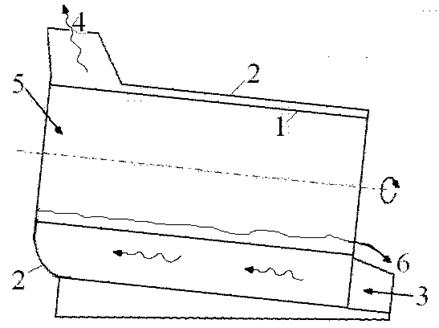
Рис. 8.1. Схема вращающейся печи для металлизации порошка концентрата:
1 – стальной внутренний вращающийся корпус; 2 – внешний неподвижный корпус; 3 – факел с угольной пылью; 4 – отходящие дымовые газы; 5 – загрузка порошка концентрата с угольной пылью; 6 – выгрузка металлизированного концентрата
Топливо сжигается либо в факеле угольной пыли, как на (см. рис. 8.1), либо в угольной топке. Горячие продукты горения обогревают вращающийся корпус снаружи. Реализуется принцип противотока горячих газов (снаружи) и потока порошка внутри корпуса печи 1. В смеси 5 целесообразно использование угля с достаточной примесью углеводородов, чтобы в восстановлении участвовало больше водорода, ускоряющего процесс. Газообразные продукты металлизации, содержащие СО и Н2, выводятся из печи через торец 7 и сжигаются в факеле 6. Последний отрезок печи, в котором реакции восстановления уже практически прекращаются, может работать как накопитель, усреднитель порошка и смеситель его с вводимыми добавками.
Если полученный порошок металлизованного концентрата сразу горячим идет на прессование и спекание, то получение изделия займет один цикл нагрева – охлаждения.
8.6. Психологические сложности по отношению к данным порошковым процессам
Получение металлоизделий из концентрата по схеме металли-зация-спекание имеет очевидные преимущества перед обычным способом. При использовании металлизованных окатышей процесс содержит 2 цикла нагрева-охлаждения без расплавлений, тогда как обычный процесс содержит 4-8 циклов нагрева-охлаждения с двумя энергоемкими расплавлениями. Металлоизделия получаются из рядового металлизованного концентрата теми же операциями, как из железного порошка, но металлизованный концентрат, например, в 3-5 раз дешевле стандартного порошка железа.
Растворимость примесей в жидком металле в десятки (или даже в сотни) раз больше, чем в твердом. Основную массу вредных примесей (S, P и др.) металл поглощает в результате расплавления.
Когда обсуждаются коррективы к доменному процессу, агрегат «угольный Мидрекс» и др., то обычное возражение состоит в том, что это все рассуждения, теории, не проверенные на деле. При спекании металлизованных концентратов предлагаемые процессы поддаются проверке на деле, в лаборатории, на малых образцах. В лаборатории получены образцы металла таким способом, а также простые изделия, например, мелющие тела. Имеется много изделий, к которым предъявляются еще меньшие требования, такие изделия производятся миллионами тонн. Предельным случаем подобных изделий с минимальными требованиями по прочности и точности формы являются различные грузы – противовесы.
Вполне ясно, что спеканием металлизованного концентрата такие изделия можно получать за 1-2 цикла нагрева–охлаждения, намного дешевле, чем традиционными методами, например, вырубкой из проката с последующей обработкой давлением или же литьем. Но при попытках внедрения таких способов возникают те же психологические проблемы, как и при попытках внедрения элементов последовательной продувки. Становится ясно, что главным препятствием для внедрения является не возможность проверки процесса «на деле», но психологические и идеологические сложности.
В данном вопросе идеологические сложности состоят еще и в том, что приемы порошковой металлургии по традиции не идут в крупнотоннажное массовое производство из дешевых порошков. Это не делается сейчас в основном по психологическим и историческим причинам, не делается просто потому, что «так сложилось». Большая металлургия давно уже мыслится почти исключительно как металлургия расплавов.
Порошковая металлургия по традиции тяготеет к чистым дорогим порошкам, небольшим изделиям сложной формы, для которых достаточны небольшие лабораторные прессы, а экономия получается не на материале, а на обработке. Одна из первых задач, решенных порошковой металлургией, состояла в спекании платиновой пыли в монеты. К малым точным и сравнительно дорогим изделиям тяготеет порошковая металлургия и сейчас. Стандартный порошок железа проходит обычно довосстановление водородом, а также ряд дополнительных обработок по улучшению его физических свойств: текучести, прессуемости, спекаемости и др. Для многих массовых металлоизделий эти улучшения порошка необязательны, достаточен рядовой металлизованный концентрат. Если преодолеть эти психологические сложности, выйти за пределы отмеченных традиций, то можно применить в крупнотоннажном массовом производстве металла и металлоизделий богатый опыт, накопленный порошковой металлургией; многие отработанные здесь приемы можно применить к рядовым металлизованным концентратам. Такие предложения также часто воспринимаются как «слишком революционные», «авантюристические, странные» и др.
ГЛАВА 9. СВЕДЕНИЯ ИЗ ИСТОРИИ
МЕТАЛЛУРГИИ
(Совместно с )
Две последние главы 9 и 10 имеют целью обсудить психологические и идеологические трудности, возникающие при обсуждении отмеченных новых методов в металлургии. В данной главе 9 рассматриваются соответствующие сведения из истории металлургии, помогающие понять как сложились те традиции, которые затрудняют восприятие новых методов. В следующей главе 10 обсуждаются закономерности ломки идеологии. Для внедрения предлагаемых методов необходима такая ломка.
9.1. Древность
Согласно данным археологических раскопок, железо, видимо, впервые было получено сыродутным процессом в державе древних хеттов, в центральной Малой Азии, в горах Антитавра [5]. Появившееся новое железное оружие оказалось намного более эффективным, и железо стало тогда ценным и дефицитным военно-стратегическим сырьем, примерно как ядерные материалы в настоящее время. Сохранились послания, в которых могущественные фараоны Египта и владыки великой Ассирии просили царя хеттов дать им железа. В парижском музее Лувр хранятся крицы хеттского железа, найденные при раскопках ассирийской столицы Ниневии.
Начало металлургии железа (как и начало металлургии меди) было, конечно, не одним актом, но заняло целую эпоху. После появления железа потребовалось еще целых пять столетий для того, чтобы его получение было усовершенствовано, хорошо отлажено и широко распространилось, чтобы железо стало основным металлом древнего мира. Бронзовый век истории человечества сменился веком железа в передовых странах примерно за тысячу лет до нашей эры. К этому времени не только держава древних хеттов, но и сам этот народ давно уже «рассыпался розно» и исчез. Однако установленный ими основной принцип черной металлургии – принцип продувки рудотопливной смеси – оказался очень живучим, и остается основным способом и сейчас.
В металлургии меди обсуждаемый принцип продувки рудо-топливной смеси был реализован примерно 6 тысяч лет назад, еще пещерными людьми в конце каменного века истории человечества [4]. Предполагают, что эта металлургия, возможно, начиналась с обычного обжига кусков руды на костре [1, 2]. Костер можно организовать так, что где-то под слоем углей в нем будет горячая восстановительная зона, где возможно восстановление медной руды. В горне деревенской кузницы под слоем угля также удается организовать подобную восстановительную зону.
Есть сведения, что медную руду в смеси с древесным углем восстанавливали также в закрытых керамических сосудах, которые нагревали на костре. Сейчас примерно по этому принципу восстанавливают окалину для получения порошка железа по способу «Хоганес». В этом случае рудотопливная смесь продувается лишь теми газами, которые она сама выделяет.
Отметим, что эпоху зарождения металлургии (примерно 6 тысяч лет назад) Библия считает временем сотворения мира. Действительно, лишь с переходом от каменного века к бронзовому возникают города, государства, появляются дома, дворцы, храмы, пирамиды, возникают начатки письменности. Появление металлов привело к неолитической революции и было одним из важнейших событий истории человечества [4].
Авторы Библии не могли что-либо знать о периоде до появления металла, так как тогда не было письменности и письменной исторической памяти. Предыдущую эпоху Библия характеризует как первобытный хаос. Археологи находят от этой эпохи (то есть от каменного века, от жизни бродячих охотников и собирателей) лишь стоянки с жилищами преимущественно в виде пещер, землянок, шалашей и др. Для нашей темы важен тот факт, что обсуждаемый принцип продувки смеси в металлургии существует в этом смысле от сотворения мира, и найден еще пещерными людьми.
9.2. Переход от горна к доменной печи
Типичный металлургический агрегат (сыродутный горн-яма) на заре черной металлургии, видимо, часто представлял собою просто яму в земле, на дно которой через керамическую трубку подавалось дутье ручными мехами. Яму заполняли смесью руды и топлива и присыпали сверху землей, что защищало шихту от окисления внешним воздухом. После периода продувки яму вскрывали и извлекали крицу – спекшиеся куски металлизованного железа.
В последующем горн становился выше, а затем был поставлен на пень-фундамент. Сыродутный горн-яма превратился в горн-печь, затем в домницу, в которую можно было периодически (или даже почти непрерывно) загружать сверху смесь кусков руды с топливом, а снизу через специальное окно извлекать куски железа (крицы), полученные восстановлением и спеканием кусков руды. Скорость таких процессов восстановления увеличивается в присутствии водородсодержащих продуктов пиролиза древесины. Можно предполагать, что максимальная температура в таких горнах составляла около 850 0С, как и в современных агрегатах «Мидрекс» при металлизации руды (окатышей) в твердом состоянии. Горение топлива в холодном воздухе не может дать намного более высокую температуру.
Образующуюся массу сваривающихся кусков металла сейчас называют сварочным железом, губчатым железом, крицей. Эту массу извлекали из горна и затем часто интенсивно ковали в полосу вручную для окончательной сварки, а также для отжатия шлаковых включений. Ковку нередко тут же продолжали до получения готового изделия, то есть не разделялась работа металлурга и кузнеца. При этом заготовку или полосу при необходимости возвращали в горн для подогрева или для дополнительной выдержки в горячем состоянии, для науглероживания – цементации. Так получали довольно качественные изделия, инструменты, оружие и др., которые сейчас мы можем видеть в музеях. В некоторых отношениях, например, дамасские стали или булаты остаются непревзойденными.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 |
