

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Марка по прочности кирпича, предназначенного для возведения дымовых труб, должна быть не ниже М200.
5.3.4 Водопоглощение рядовых изделий должно быть не менее 6,0 %, лицевых изделий — не менее 6,0 % и не более 14,0 %.
Для изделий, изготовленных из трепелов и диатомитов, допускается водопоглощение не более 28 %.
5.3.5 Кирпич и камень должны быть морозостойкими и в зависимости от марки по морозостойкости в насыщенном водой состоянии должны выдерживать без каких-либо видимых признаков повреждений или разрушений (растрескивание, шелушение, выкрашивание, отколы) не менее 25; 35; 50; 75 и 100 циклов переменного замораживания и оттаивания.
Виды повреждений изделий после испытания на морозостойкость приведены в приложении Б.
Марка по морозостойкости лицевых изделий должна быть не ниже F50. Допускается по согласованию с потребителем поставлять лицевые изделия марки по морозостойкости F35.
Марка по морозостойкости изделий, используемых для возведения дымовых труб, цоколей и стен подвалов, должна быть не ниже F50.
5.3.6 Керамические кирпич и камень относятся к негорючим строительным материалам в соответствии с ГОСТ 30244.
5.3.7 Удельная эффективная активность естественных радионуклидов /Аэфф в изделиях должна быть не более 370 Бк/кг.
5.4 Требования к сырью и материалам
5.4.1 Глинистое сырье, кремнеземистые породы (трепел, диатомит), лессы, промышленные отходы (углеотходы, золы и др.), минеральные и органические добавки, а также упаковочные материалы и средства транспортирования изделий (поддоны) должны соответствовать требованиям действующих нормативных и технических документов на них.
5.5 Маркировка
5.5.1 На нелицевую поверхность изделия в процессе их изготовления наносят несмываемой краской при помощи трафарета (штампа) или оттиска клейма товарный знак предприятия-изготовителя.
5.5.2 Маркировку наносят на каждую упаковочную единицу. В одной упаковочной единице должно быть не менее 5 % изделий, маркированных по 5.5.1. Маркировка может быть нанесена непосредственно на упаковку или на этикетку, которую наклеивают на упаковку, или на ярлык, прикрепляемый к упаковке способом, обеспечивающим его сохранность при транспортировании.
Маркировка должна содержать:
- наименование предприятия-изготовителя (и/или его товарный знак) и адрес;
- условное обозначение изделия;
- номер партии и дату изготовления;
- число (массу) изделий в упаковочной единице, шт. (кг);
- группу по теплотехнической эффективности;
- знак соответствия при поставке сертифицированной продукции (если предусмотрено системой сертификации).
В маркировку может быть включена информация о способе изготовления изделий.
5.5.3 Предприятие-изготовитель имеет право наносить на упаковку дополнительную информацию, не противоречащую требованиям настоящего стандарта и позволяющую идентифицировать продукцию и ее изготовителя.
5.5.4 Каждое грузовое место (транспортный пакет) должно иметь транспортную маркировку в соответствии с ГОСТ 14192.
5.6 Упаковка
5.6.1 Кирпич или камень должны быть уложены на поддон в «елочку» или на постель, или на ложок с перекрестной перевязкой. Допускается укладка изделий без перевязки при условии их автоматического упаковывания, обеспечивающего сохранность упаковочной единицы при хранении и транспортировании.
5.6.2 Уложенные с перекрестной перевязкой изделия должны быть упакованы в термоусадочную или растягивающуюся пленку или другие материалы, обеспечивающие сохранность продукции.
5.6.3 В одной упаковочной единице должны быть изделия одного условного обозначения.
5.6.4 По согласованию с потребителем допускаются другие виды упаковки, обеспечивающие сохранность изделий при транспортировании.
6 Правила приемки
6.1 Изделия должны быть приняты техническим контролем предприятия-изготовителя.
6.2 Изделия принимают партиями. Объем партии устанавливают в количестве не более суточной выработки одной печи.
При приемке изделий потребителем партией считают изделия, отгружаемые по конкретному договору (заказу) или изделия в объеме одного транспортного средства, оформленном одним документом о качестве.
6.3 Партия должна состоять из изделий одного условного обозначения.
6.4 Качество изделий обеспечивают:
- входным контролем сырья и материалов;
-операционным производственным (технологическим) контролем.
Качество изделий подтверждают приемочным контролем готовых изделий. Приемочный контроль включает в себя приемосдаточные и периодические испытания.
6.5 Для проведения испытаний методом случайного отбора из разных мест партии отбирают число изделий (образцов) в соответствии с таблицей 7.
Таблица 7 — Число отбираемых изделий (образцов) для проведения испытаний
Наименование показателя | Число отбираемых изделий (образцов), шт. | Вид испытаний | Периодичность контроля | Метод испытания | |
Приемосдаточные | Периодические | ||||
Внешний вид, размеры | Камень — 25, кирпич — 35 | + | — | Каждая партия | По 7.3 |
Отклонения от номинальных размеров и формы | + | — | Каждая партия | По 7.3—7.5 | |
Наличие известковых включений | 5 | — | + | Один раз в две недели | По 7.6 |
Наличие высолов | 5 | — | + | Один раз в месяц | По 7.7 |
Средняя плотность | 5 | + | — | Каждая партия | По ГОСТ 7025 |
Водопоглощение | — | + | Один раз в месяц | По ГОСТ 7025 | |
Предел прочности при сжатии кирпича | 10 (или 10 парных половинок) | + | Каждая партия | По ГОСТ 8462 | |
Предел прочности при сжатии камня | 5 | + | — | Каждая партия | По ГОСТ 8462 |
Предел прочности при сжатии крупноформатного камня | 5 | + | — | Каждая партия | По 7.8 |
Предел прочности при изгибе кирпича | 5 | + | — | Каждая партия | По ГОСТ 8462 |
Морозостойкость | 5 | — | + | Один раз в квартал | По ГОСТ 7025 |
Отобранные изделия проверяют на соответствие требованиям настоящего стандарта по размерам, внешнему виду и правильности формы, а затем испытывают.
Периодические испытания по показателям водопоглощения, наличию высолов и морозостойкости изделий проводят также при изменении сырья и технологии; по наличию известковых включений — при изменении содержания включений в глинистом сырье. Результаты периодических испытаний распространяют на все поставляемые партии изделий до проведения следующих периодических испытаний.
6.6 Удельную эффективную активность естественных радионуклидов Аэфф контролируют при входном контроле по данным документов о качестве предприятия — поставщика сырьевых материалов. В случае отсутствия данных предприятия-поставщика об удельной эффективной активности естественных радионуклидов испытания изделий по этому показателю следует проводить не реже одного раза в год в аккредитованных испытательных лабораториях, а также при смене поставщика сырьевых материалов.
6.7 Теплотехнические характеристики сплошной кладки определяют при постановке продукции на производство, при изменении технологии, сырья, материалов и предоставляют по требованию потребителя.
6.8 Партию принимают, если при проверке размеров и правильности формы отобранных от партии изделий только одно изделие не соответствует требованиям настоящего стандарта. Партия приемке не подлежит, если два из отобранных от партии изделий не соответствуют требованиям настоящего стандарта,
6.9 Если при испытаниях изделий по показателям, приведенным в таблице 7 (кроме показателей внешнего вида, размеров, правильности формы и морозостойкости), получены неудовлетворительные результаты, проводят повторные испытания изделий по этому показателю на удвоенном числе образцов, отобранных от этой партии.
Партию принимают, если результаты повторных испытаний соответствуют всем требованиям настоящего стандарта; если не соответствуют — партию не принимают.
6.10 При проведении испытаний изделий потребителем, инспекционном контроле и сертификационных испытаниях отбор выборки и оценку результатов контроля проводят в соответствии с требованиями настоящего раздела, применяя методы контроля в соответствии с разделом 7.
В спорных случаях контрольную проверку проводят в присутствии представителя предприятия-изготовителя. Перечень контролируемых параметров устанавливают по согласованию между участниками проверки.
6.11 Каждая партия поставляемых изделий должна сопровождаться документом о качестве, в котором указывают:
- наименование предприятия-изготовителя и (или) его товарный знак;
- наименование и условное обозначение изделия;
- номер и дату выдачи документа;
- номер партии;
- число (массу) изделий в партии, шт. (кг);
- марку по прочности, класс средней плотности, марку по морозостойкости;
- водопоглощение;
- группу по теплотехнической эффективности;
- удельную эффективную активность естественных радионуклидов Аэфф;
- способ изготовления изделий.
При экспортно-импортных операциях содержание сопроводительного документа о качестве уточняется в конкретном договоре на поставку изделий.
7 Методы испытаний
7.1 Методы испытаний при входном контроле качества сырья и материалов указывают в технологической документации на изготовление изделий с учетом требований нормативных документов на это сырье и материалы.
7.2 Методы испытаний при проведении производственного операционного контроля устанавливают в технологической документации на изготовление изделий.
7.3 Размеры изделий, толщину наружных стенок, диаметр цилиндрических пустот, размеры квадратных и ширину щелевидных пустот, длину посечек, площадь отколов и длину отбитостей ребер изделий измеряют металлической линейкой по ГОСТ 427 или штангенглубиномером по ГОСТ 162. Погрешность измерения— ±1 мм.
7.3.1 Длину и ширину каждого изделия измеряют в трех местах изделия: на двух ребрах и середине постели, толщину — на двух ребрах и середине тычка.
За результат измерений принимают среднеарифметическое значение результатов единичных измерений.
7.3.2 Ширину раскрытия трещин измеряют при помощи измерительной лупы по ГОСТ 25706, после чего изделие проверяют на соответствие требованиям 5.2.4. Погрешность измерения — ±0,1 мм.
7.3.3 Глубину отбитости углов и ребер измеряют при помощи штангенглубиномера по ГОСТ 162 или угольника по ГОСТ 3749 и линейки по ГОСТ 427 по перпендикуляру от вершины угла или ребра, образованного угольником, до поврежденной поверхности. Погрешность измерения — ±1 мм.
7.4 Отклонение от перпендикулярности граней определяют, прикладывая угольник к смежным граням изделия и измеряя металлической линейкой наибольший зазор между угольником и гранью. Погрешность измерения — ± 1 мм.
За результат измерений принимают наибольший из всех полученных результатов.
7.5 Отклонение от плоскостности изделия определяют, прикладывая одну сторону металлического угольника к ребру изделия, а другую — вдоль каждой диагонали грани и измеряя щупом по действующему нормативному документу или линейкой по ГОСТ 427 наибольший зазор между поверхностью и ребром угольника. Погрешность измерения — ±1 мм.
За результат измерения принимают наибольший из всех полученных результатов.
7.6 Наличие известковых включений определяют после пропаривания изделий в сосуде. Образцы, не подвергавшиеся ранее воздействию влаги, укладывают на решетку, помещенную в сосуд с крышкой. Налитую под решетку воду нагревают до кипения. Кипячение продолжают в течение 1 ч. Затем образцы охлаждают в закрытом сосуде в течение 4 ч, после чего их проверяют на соответствие требованиям 5.2.2.
7.7 Для определения наличия высолов половинку изделия погружают отбитым торцом в сосуд, заполненный дистиллированной водой, на глубину 1—2 см и выдерживают в течение 7 сут (уровень воды в сосуде должен оставаться постоянным). По истечении 7 сут образцы высушивают в сушильном шкафу при температуре 100°С до постоянной массы, а затем сравнивают со второй половинкой образца, не подвергавшейся испытанию, проверяя на соответствие 5.2.3.
7.8 Предел прочности при сжатии кирпича и камня и кирпича при изгибе определяют в соответствии с ГОСТ 8462.
Предел прочности при сжатии крупноформатного камня определяют на целом изделии. Выравнивание опорных поверхностей камня производят шлифованием и применением пластины из технического войлока или из конвейерных резинотканевых лент.
Образец крупноформатного камня устанавливают в центре испытательной машины и прижимают верхней плитой машины. При испытаниях нагрузка на образец должна возрастать непрерывно и равномерно со скоростью 5—10 кН/с. Предел прочности при сжатии Rсж, МПа (кгс/см2), вычисляют по формуле
Rсж=PIF, (1)
где Р — максимальная нагрузка, при которой разрушается образец, МН (кгс);
F — среднеарифметическое значение площадей верхней и нижней граней образца, м2 (см2).
Предел прочности при сжатии образцов вычисляют с точностью до 0,1 МПа (1 кгс/см2) результатов испытания всех образцов.
7.9 Среднюю плотность, водопоглощение и морозостойкость (метод объемного замораживания) изделий определяют в соответствии с ГОСТ 7025.
Отклонение каждого значения средней плотности допускается не более:
- для классов 0,8 и 1,0 — +50 кг/м3;
- для остальных классов— +100 кг/м3.
Водопоглощение определяют при насыщении образцов водой температурой (20 ± 5)°С при атмосферном давлении.
Морозостойкость определяют методом объемного замораживания.
7.10 Удельную эффективную активность естественных радионуклидов Аэфф определяют по ГОСТ 30108.
7.11 Коэффициент теплопроводности кладок определяют по ГОСТ 26254 со следующими дополнениями.
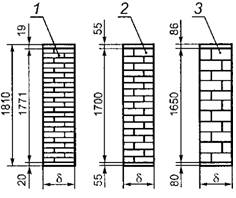 Коэффициент теплопроводности определяют экспериментально на фрагменте кладки, которую с учетом растворных швов выполняют толщиной из одного тычкового и одного ложкового рядов кирпичей или камней. Кладку из укрупненных камней выполняют в один камень. Длина и высота кладки должны быть не менее 1,5 м (см. рисунок 1). Кладку выполняют на сложном растворе марки 50, средней плотностью 1800 кг/м3, состава 1,0:0,9:8,0 (цемент: известь: песок) по объему, на портландцементе марки 400, с осадкой конуса для полнотелых изделий 12 — 13 см, для пустотелых — 9 см. Допускается выполнение фрагмента кладки, отличной от указанной выше, с применением других растворов, состав которых указывают в протоколе испытаний.
Коэффициент теплопроводности определяют экспериментально на фрагменте кладки, которую с учетом растворных швов выполняют толщиной из одного тычкового и одного ложкового рядов кирпичей или камней. Кладку из укрупненных камней выполняют в один камень. Длина и высота кладки должны быть не менее 1,5 м (см. рисунок 1). Кладку выполняют на сложном растворе марки 50, средней плотностью 1800 кг/м3, состава 1,0:0,9:8,0 (цемент: известь: песок) по объему, на портландцементе марки 400, с осадкой конуса для полнотелых изделий 12 — 13 см, для пустотелых — 9 см. Допускается выполнение фрагмента кладки, отличной от указанной выше, с применением других растворов, состав которых указывают в протоколе испытаний.
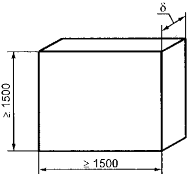 |
а) Общий вид кладки | б) Примеры кладок в поперечном сечении: 1— кладка из одинарного кирпича; 2 — кладка из утолщенного кирпича; 3 — кладка из камня; 5 — толщина кладки |
Рисунок 2 — Фрагмент кладки для определения теплопроводности
Фрагмент кладки из изделий со сквозными пустотами следует выполнять по технологии, исключающей заполнение пустот кладочным раствором или с заполнением пустот раствором, о чем делается запись в протоколе испытаний. Кладку выполняют в проеме климатической камеры с устройством по контуру теплоизоляции из плитного утеплителя; термическое сопротивление теплоизоляции должно быть не менее 1,0 м2оС/Вт. После изготовления фрагмента кладки его наружную и внутреннюю поверхности затирают штукатурным раствором толщиной не более 5 мм и плотностью, соответствующей плотности испытуемых изделий, но не более 1400 и не менее 800 кг/м3.
Фрагмент кладки испытывают в два этапа:
- этап1—кладку выдерживают и подсушивают в течение не менее двух недель до влажности не более 6 %;
- этап 2 — проводят дополнительную сушку кладки до влажности 1% — 3%.
Влажность изделий в кладке определяют приборами неразрушающего контроля. Испытания в камере проводят при перепаде температур между внутренней и наружной поверхностями кладки Δt=(tв-tн)>40°С, температуре в теплой зоне камеры tв=18°С—20°С, относительной влажности воздуха (40±5)%. Допускается сокращение времени выдержки кладки при условии обдува наружной поверхности и обогрева внутренней поверхности фрагмента трубчатыми электронагревателями (ТЭНами), софитами и др. до температуры 35°С—40°С.
Перед испытанием на наружной и внутренней поверхностях кладки в центральной зоне устанавливают не менее пяти термопар по действующему нормативному документу. Дополнительно на внутренней поверхности кладки устанавливают тепломеры по действующему нормативному документу. Термопары и тепломеры устанавливают так, чтобы они охватывали зоны поверхности ложкового и тычкового рядов кладки, а также горизонтального и вертикального растворных швов. Теплотехнические параметры фиксируют после наступления стационарного теплового состояния кладки не ранее чем через 72 ч после включения климатической камеры. Измерение параметров проводят не менее трех раз с интервалом в 2-3 ч.
Для каждого тепломера и термопары определяют среднеарифметическое значение показаний за период наблюдений qi и fi. По результатам испытаний вычисляют средневзвешенные значения температуры наружной и внутренней поверхностей кладки ![]() ,
, ![]() с учетом площади ложкового и тычкового измеряемых участков, а также вертикального и горизонтального участков растворных швов по формуле
с учетом площади ложкового и тычкового измеряемых участков, а также вертикального и горизонтального участков растворных швов по формуле
 , (1)
, (1)
где ti — температура поверхности в точке i, °С;
F, — площадь i-го участка, м2.
По результатам испытаний определяют термическое сопротивление кладки ![]() , м2-°С/Вт, с учетом фактической влажности во время испытаний по формуле
, м2-°С/Вт, с учетом фактической влажности во время испытаний по формуле
![]() =Δt/qср, (2)
=Δt/qср, (2)
где Δt=![]() -
- ![]() , °С;
, °С;
qср — среднее значение плотности теплового потока через испытываемый фрагмент кладки, Вт/м2.
По значению ![]() вычисляют эквивалентный коэффициент теплопроводности кладки λэкв, (ω), Вт/(м°С), по формуле
вычисляют эквивалентный коэффициент теплопроводности кладки λэкв, (ω), Вт/(м°С), по формуле
λэкв(ω) = δ/![]() , (3)
, (3)
где δ — толщина кладки, м.
Строят график зависимости эквивалентного коэффициента теплопроводности от влажности кладки (см. рисунок 3) и определяют изменение значения λэкв на один процент влажности Δλэкв, Вт/(м°С), по формуле
Δ λэкв = (λэкв1 — λэкв2)/(ω1 – ω2), (4)
Коэффициент теплопроводности кладки в сухом состоянии λ0, ВТ/(м°С), вычисляют по формуле
![]() = λэкв2 –ω2Δλэкв или (5)
= λэкв2 –ω2Δλэкв или (5)
![]() = λэкв1 –ω1Δλэкв (6)
= λэкв1 –ω1Δλэкв (6)
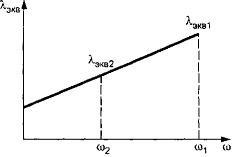
Рисунок 3 — График зависимости эквивалентного коэффициента теплопроводности от влажности кладки
За результат испытания принимают среднеарифметическое значение коэффициента теплопроводности кладки в сухом состоянии λ0, Вт/(м°С), вычисленное по формуле
λ0=(![]() +
+![]() )/2. (7)
)/2. (7)
8 Транспортирование и хранение
8.1 Изделия перевозят всеми видами транспорта в соответствии с правилами перевозки грузов, действующими на транспорте конкретного вида.
8.2 Транспортирование кирпича и камня осуществляют в пакетированном виде. Транспортные пакеты формируют на складской площадке или непосредственно на технологической
линии на поддонах по ГОСТ 18343 или поддонах размером 1х1 м (980x980 мм) или других размеров по технической документации.
8.3 Масса одного пакета не должна превышать номинальную грузоподъемность поддона.
8.4 В технологической документации на изготовление изделий приводят схему крепления изделий в транспортном пакете в зависимости от дальности перевозки и вида транспортного средства.
8.5 Сформированные транспортные пакеты должны храниться в один ярус в сплошных штабелях. Допускается установка пакета друг на друга не выше четырех ярусов при условии соблюдения требований безопасности.
8.6 Допускается хранение изделий на ровных площадках с твердым покрытием в одноярусных штабелях пакетами без поддонов.
8.7 Хранение изделий у потребителя должно осуществляться в соответствии с требованиями 8.5 и 8.6 и правилами техники безопасности.
8.8 Погрузка и выгрузка пакетов изделий должна производиться механизированным способом при помощи специальных грузозахватных устройств.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 |
