

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Внесен в Национальный реестр профессиональных стандартов
(рег. №_______________)
Протокол № ___________ Дата __________________
_____________________________________________
ФИО и подпись ответственного лица
Приложение 1
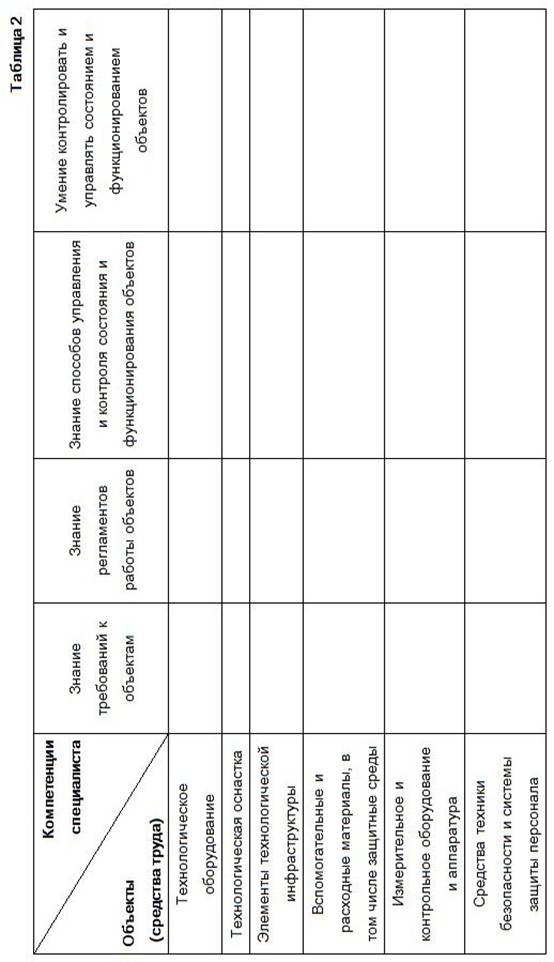
Знания и умения инженера-технолога в области производства объёмных нанометаллов, сплавов, композитов на их основе и изделий из них, касающиеся средств труда (трудовые действия)
Компетенции специалиста Объекты (средства труда) | Знание требований к объектам | Знание регламентов работы объектов | Знание способов управления и контроля состояния и функционирования объектов | Умение контролировать состояние и управлять состоянием и функционированием объектов |
Технологическое оборудование | Конкретные требования к знаниям и умениям специалиста, касающимся средств труда, формулируются главным технологом предприятия в соответствии с предлагаемой формой. Пример заполнения формы для инженера-технолога в области производства объёмных нанометаллов, получаемых методом равноканального углового прессования, приведён в Приложении 2. | |||
Технологическая оснастка | ||||
Элементы технологической инфраструктуры | ||||
Вспомогательные и расходные материалы, в том числе защитные среды | ||||
Измерительное и контрольное оборудование и аппаратура | ||||
Средства техники безопасности и системы защиты персонала |
Знания и умения инженера-технолога в области производства объёмных нанометаллов, сплавов, композитов на их основе и изделий из них, касающиеся предмета труда
Компетенции специалиста Фазы производственного цикла обработки предмета труда | Знание параметров | Умение управлять параметрами и контролировать их | Знание физических, химических и механических процессов на микро и наноуровнях, влияющих на параметры | Умение управлять процессами, влияющими на параметры |
Исходное состояние материала | Конкретные требования к знаниям и умениям специалиста, касающимся предмета труда, формулируются главным технологом предприятия в соответствии с предлагаемой формой. Пример заполнения формы для инженера-технолога в области производства объёмных нанометаллов, получаемых методом равноканального углового прессования, приведён в Приложении 2. | |||
Процесс технологической обработки материала | ||||
Конечное состояние материала |
Приложение 2
Пример заполнения матриц квалификационных требований к инженеру-технологу в области производства объёмных нанометаллов, сплавов, композитов на их основе и изделий из них
Знания и умения инженера-технолога в области производства объёмных нанометаллов, получаемых методом равноканального углового прессования, касающиеся средств труда (трудовые действия)
Компетенции специалиста Объекты (средства труда) | Знание требований к объектам | Знание регламентов работы объектов | Знание способов управления и контроля состояния и функционирования объектов | Умение контролировать состояние и управлять состоянием и функционированием объектов |
Технологическое оборудование | ||||
1.2. Печь для термической обработки заготовок | 1.2. Знание назначения, принципов действия и общих технических характеристик печей. | 1.2. Знание регламентов работы и алгоритмов проведения технологических процессов в объёме сведений «Руководства по эксплуатации печи» для термической обработки. | 1.2. а. Знание интерфейса пользователя печей для термической обработки заготовок б. Знание способов программирования различных режимов предварительной термообработки. в. Знание характерных температурно-временных интервалов протекания процессов изменения фазового состава при отжиге. г. Знание влияния внешних факторов на протекание процесса отжига. | 1.2. а. Умение подбирать, задавать и оптимизировать программы различных режимов предварительного отжига б. Умение рассчитывать режимы отжига заготовки в зависимости от её свойств. в. Умение поддерживать технологическое оборудование в рабочем состоянии. |
1.2.1. Печь атмосферная | ||||
1.2.2. Печь вакуумная | ||||
1.4. Пресс для сборки технологической штамповой оснастки и выпрессовки образцов | 1.4. Знание назначения, принципов действия и общих технических характеристик прессов технологической штамповой оснастки и выпрессовки образцов. | 1.4. Знание регламентов работы и алгоритмов проведения технологических процессов в объёме сведений «Руководства по эксплуатации прессов», используемых для сборки технологической штамповой оснастки. | 1.4. Знание способов и режимов сборки технологической штамповой оснастки и выпрессовки образцов | 1.4. а. Умение проводить операции сборки технологической штамповой оснастки и выпрессовки образцов б. Умение поддерживать технологическое оборудование в рабочем состоянии. |
1.5. Пресс для осуществления равноканального углового прессования | 1.5. Знание назначения, принципов действия и общих технических характеристик установок для равноканального углового прессования | 1.5. Знание регламентов работы и алгоритмов проведения технологических процессов в объёме сведений «Руководства по эксплуатации» технологических прессов | 1.5. а. Знание интерфейса пользователя технологических прессов, используемых для равноканального углового прессования. б. Знание способов программирования различных режимов деформирования. в. Знание способов изменения параметров деформирования (усилие пресса, скорость нагрева, ПИД-параметры (параметры пропорционально-интегрально-дифференциального регулятора), скорость напуска газов, атмосфера спекания, глубина вакуума и т. д.) | 1.5. а. Умение рассчитывать, задавать и оптимизировать рабочие параметры равноканального углового прессования. б. Умение контролировать параметры установки (усилие пресса, скорость нагрева, ПИД-параметров (параметров пропорционально-интегрально-дифференциального регулятора, скорость напуска газов, атмосфера спекания, глубина вакуума) в. Умение сопоставлять практические данные с теоретическими (технологические карты) и составлять на основе практических данных карты технологических процессов обработки различных металлов и сплавов г. Участвовать в отработке технологических режимов равноканального углового прессования. д. Умение поддерживать технологическое оборудование в рабочем состоянии |
Технологическая оснастка | ||||
2.1. Технологическая штамповая оснастка для равноканального углового прессования | 2.1. Знание назначения и основных характеристик необходимой оснастки для равноканального углового прессования. | 2.1. Знание требований к материалам, из которых изготавливается оснастка, а также требований к точности обработки и качеству поверхности рабочих каналов | 2.1. Умение оценивать состояние оснастки на предмет соответствия её параметров критериям отбраковки. | |
Элементы технологической инфраструктуры | 3. Знания способов оценки состояния и функционирования элементов инфраструктуры, в объёме, указанном в «руководствах по эксплуатации» и регламентах работы с объектами | |||
3.1. Элементы системы напуска газа (газобалонное оборудование) | 3.1. Знание назначения, принципов действия и общих технических характеристик газобалонного оборудования | 3.1. Знание регламентов работы и алгоритмов проведения технологических процессов в объёме сведений «Регламентов по работе с сосудами высокого давления» | 3.1. Технические требования по обеспечению установок газом | 3.1. Умение контролировать работу элементов системы напуска газов |
3.2. Система обеспечения климатических условий и чистоты технологических участков | – | – | 3.4. Знание технических требований к климатическим условиям и чистоте технологических участков | 3.4. Умение контролировать выполнение требований к климатическим условиям и чистоте технологического участка. |
Вспомогательные и расходные материалы, в том числе защитные среды | ||||
4.2. Расходные материалы и защитные среды, используемые на стадии предварительной термической обработки исходных заготовок (газы) | 4.2. Знание видов, назначения и общих технических характеристик расходных материалов, используемых на стадии на стадии отжига исходных заготовок | – | 4.2. Знание требований к расходным материалам с точки зрения их технического состояния (химической частоты и др.) | 4.2. Умение определять соответствие характеристик расходных материалов требованиям к ним. |
4.5. Расходные материалы и защитные среды, используемые на стадии равноканального углового прессования (газы, смазочные материалы и др.) | 4.5. Знание видов, назначения и общих технических характеристик расходных материалов, используемых на стадии равноканального углового прессования. | – | 4.5. Знание требований к расходным материалам с точки зрения их технического состояния (химической частоты и др.) | 4.5. Умение определять соответствие характеристик расходных материалов требованиям к ним. |
Измерительное и контрольное оборудование и аппаратура | ||||
5.1. Оборудование для входного контроля структуры и свойств заготовок | 5.1. Знание назначения и технических характеристик оборудования для входного контроля структуры и свойств заготовок. | – | 5.1. Знание методов аттестации структуры и свойств заготовок | – |
5.2. Оборудование для контроля параметров процесса равноканального углового прессования | 5.2. Знание назначения и технических характеристик оборудования для контроля параметров процесса равноканального углового прессования и состояния заготовки во время её обработки. | – | 5.2. Знание процедур калибровки и юстировки оборудования для контроля параметров спекания. | 5.2. Умение калибровать и юстировать оборудование для контроля параметров спекания. |
Средства техники безопасности и системы защиты персонала | Перечень и назначение средств ТБ и СЗ персонала в соответствии с проектной, технической документацией и нормами, распространяющимися на них. | Регламенты функционирования средств ТБ и СЗ персонала в соответствии с технической документацией, инструкциями по эксплуатации, охране труда и пожарной безопасности. | Способы контроля средств ТБ и СЗ персонала, находящиеся в пределах компетенции персонала. | Умение управлять и контролировать состояние и функционирование, средств ТБ и СЗ персонала, находящиеся в пределах его компетенции, в соответствии с правилами и нормами ведения работ и знаниями требований инструкций по охране труда и пожарной безопасности. |
Знания и умения инженера-технолога в области производства объёмных нанометаллов, получаемых методом равноканального углового прессования, касающиеся предмета труда
Компетенции специалиста Фазы производ-ственного цикла обработки предмета труда | Знание параметров[7] | Умение управлять параметрами и контролировать их | Знание физических, химических и механических процессов на микро и наноуровнях, влияющих на параметры | Умение управлять процессами, влияющими на параметры | |
Параметры исходного состояния материала: | Порошковые материалы: | ||||
Исходное состояние материала | марка материала (н-р, сталь-3) | умение определить химический состав материала по его марке | знание физических и химических основ процессов получения исходного вещества (веществ, входящих в состав материала) Знание физических и химических основ процессов предварительной термической, термомеханической и химической обработки материала | умение выбирать режимы термической, термомеханической и химической обработки материала для корректировки параметров его химического состава и плотности | |
дополнительные характеристики состояния поставки (н-р, пруток, полоса) | |||||
химический состав | |||||
плотность | умение интерпретировать информацию о дополнительных характеристиках и определить степень их влияния на свойства | ||||
фазовый состав | умение оценить степень влияния вариации химического состава на изменение его технологических свойств | знание основ теории фазовых превращений | умение выбирать режимы термической, термомеханической и химической обработки материала для корректировки параметров его фазового состава | ||
размер и форма структурных элементов основной фазы | размер зёрен | умение оценить степень влияния вариации плотности на изменение его технологических свойств | знание основ теории рекристаллизации | умение выбирать режимы термической, термомеханической и химической обработки материала для корректировки параметров его зёренной структуры | |
распределение размеров структурных элементов основной фазы | умение оценить степень влияния вариации фазового состава на изменение его технологических свойств | ||||
размер и форма структурных элементов (частиц) неосновных фаз распределение размеров частиц неосновных фаз | знание основ теории распада твёрдых растворов, выделения и роста частиц фаз | умение выбирать режимы термической, термомеханической и химической обработки материала для корректировки параметров его состава, размера и распределения частиц фаз | |||
характеристики пространственного распределения частиц неосновных фаз | |||||
характеристики макро(мезо) неоднородности структуры | умение оценить степень влияния вариации макро (мезо) неоднородности структуры на изменение его технологических свойств | знание основ теории кристаллизации и затвердевания слитка | умение выбирать режимы термической, термомеханической и химической обработки материала для гомогенизации исходного материала | ||
характеристики микрооднородности структуры | умение оценить степень влияния вариации микрооднородности структуры на изменение его технологических свойств | знание основ теории сегрегации | умение выбирать режимы термической, термомеханической и химической обработки материала для корректировки параметров сегрегации | ||
параметры, характеризующие анизотропию структуры | кристаллографическая и морфологическая текстура | умение оценить степень влияния вариации анизотропии структуры на изменение его технологических свойств | знание основ теории образования текстуры | умение выбирать режимы термической, термомеханической и химической обработки материала для корректировки параметров его текстуры | |
параметры, характеризующие параметры химической макро (мезо) неоднородности структуры | ликвация | умение оценить степень влияния вариации химической макро (мезо) неоднородности структуры на изменение его технологических свойств | знание основ теории кристаллизации и затвердевания слитка | умение выбирать режимы термической, термомеханической и химической обработки материала для корректировки параметров его макронеоднородности | |
параметры, характеризующие параметры химической микро неоднородности структуры | сегрегация примесей и легирующих элементов | умение оценить степень влияния вариации химической микро неоднородности структуры на изменение его технологических свойств | знание основ теории сегрегации | умение выбирать режимы термической, термомеханической и химической обработки материала для корректировки параметров сегрегации | |
параметры, характеризующие состояние поверхности | умение оценить степень влияния вариации параметров, характеризующих состояние поверхности, на изменение его технологических свойств | знание основ теории процессов на поверхности материалов, основ теории окисления | умение выбирать режимы термической, термомеханической и химической обработки материала для корректировки состояния поверхности | ||
параметры, характеризующие состояние внутренних поверхностей раздела | зернограничная сегрегация уровень неравновесности границ | умение оценить степень влияния вариации параметров, характеризующих состояние внутренних поверхностей раздела, на изменение его технологических свойств | знание основ теории зернограничных процессов | умение выбирать режимы термической, термомеханической и химической обработки материала для корректировки состояния внутренних поверхностей | |
параметры, характеризующие плотность дефектов решётки | умение оценить степень влияния вариации параметров, характеризующих плотность дефектов решётки, на изменение его технологических свойств | знание основ теории эволюции дефектов решётки | умение выбирать режимы термической, термомеханической и химической обработки материала для управления плотностью дефектов решётки | ||
Процесс технологической обработки материала | параметры внешних условий | ||||
температура | умение оценить влияние абсолютного значения температуры и вариации его значения в ходе процесса обработки на ход процесса и свойства получаемого материала | знание механизмов реологического (деформационного) поведения материалов при термомеханической обработке знание механизмов пластической деформации и разрушения при температурах обработки материалов знание микромеханизмов процессов нагрева, теплопередачи и теплообмена при нагревании и деформировании в процессе обработки знание механизмов диффузии, контролируемой массопереносом по свободным поверхностям, внутренним границам раздела, дефектам решётки и объёму материала знание механизмов эволюции дефектной структуры, включая процессы структурообразования в условиях обработки материала | управление температурой, скоростью нагрева, скоростью охлаждения и температурой изотермической выдержки для получения необходимых свойств материала | ||
скорость нагрева | умение оценить влияние скорости нагрева и вариации её значения в ходе процесса обработки на ход процесса и свойства получаемого материала | ||||
скорость охлаждения | умение оценить влияние скорости охлаждения и вариации её значения в ходе процесса обработки на ход процесса и свойства получаемого материала | ||||
температура изотермической выдержки | умение оценить влияние температуры изотермической выдержки и вариации её значения в ходе процесса обработки на ход процесса и свойства получаемого материала | ||||
давление (нагрузка) | умение оценить влияние величины давления (нагрузки) и вариации его значения в ходе процесса обработки на ход процесса и свойства получаемого материала | управление давлением (нагрузкой), скоростью приложения давления, скоростью разгрузки и максимальным давлением для получения необходимых свойств материала | |||
скорость приложения давления (скорость деформирования) | умение оценить влияние скорости приложения давления и вариации её значения в ходе процесса обработки на ход процесса и свойства получаемого материала | ||||
скорость разгрузки | умение оценить влияние скорости разгрузки и вариации её значения в ходе процесса обработки на ход процесса и свойства получаемого материала | ||||
максимальное давление | умение оценить влияние абсолютного значения давления и вариации его значения в ходе процесса обработки на ход процесса и свойства получаемого материала | ||||
параметры среды | умение оценить влияние параметров среды и её изменений в ходе процесса обработки на ход процесса и свойства получаемого материала | управление параметрами среды, типом среды, уровнем вакуума, давлением защитной атмосферы и параметрами, характеризующими изменение давления атмосферы для получения необходимых свойств материала | |||
тип среды | умение оценить влияние типа среды и его изменений в ходе процесса обработки на ход процесса и свойства получаемого материала | ||||
уровень вакуума | умение оценить влияние уровня выкуума и вариации его значения в ходе процесса обработки на ход процесса и свойства получаемого материала | ||||
давление защитной атмосферы | умение оценить влияние давления защитной атмосферы и вариации его значения в ходе процесса обработки на ход процесса и свойства получаемого материала | ||||
параметры, характеризующие изменение давления атмосферы | умение оценить влияние параметров, характеризующих изменение защитной атмосферы, и вариации их значений в ходе процесса обработки на ход процесса и свойства получаемого материала | ||||
параметры материала | |||||
параметры материала, оказывающие влияние на процесс спекания | умение оценить влияние исходных параметров материала на ход процесса и свойства получаемого материала | управление параметрами исходного состояния материала для получения необходимых свойств материала | |||
Конечное состояние материала | химический состав | умение оценить причины изменения (вариаций) химического состава в процессе обработки материала (по отношению к исходному состоянию и по отношению к требуемому значению) и умение дать рекомендации по изменению (корректировки) технологических режимов обработки материала или рекомендации по изменению требований к его исходным параметрам | – | – | |
плотность | умение оценить причины изменения (вариаций) плотности в процессе обработки материала (по отношению к исходному состоянию и по отношению к требуемому значению) и умение дать рекомендации по изменению (корректировки) технологических режимов обработки материала или рекомендации по изменению требований к его исходным параметрам | – | – | ||
пористость, размер и форма пор, распределение пор по размерам, пространственное распределение пор | умение оценить причины изменения (вариаций) пористости и её параметров в процессе обработки материала (по отношению к исходному состоянию и по отношению к требуемому значению) и умение дать рекомендации по изменению (корректировки) технологических режимов обработки материала или рекомендации по изменению требований к его исходным параметрам | – | – | ||
фазовый состав размер и форма структурных элементов основной фазы распределение размеров структурных элементов основной фазы размер и форма структурных элементов (частиц) неосновных фаз распределение размеров частиц неосновных фаз характеристики пространственного распределения частиц неосновных фаз | умение оценить причины изменения (вариаций) фазового состава в процессе обработки материала (по отношению к исходному состоянию и по отношению к требуемому значению) и умение дать рекомендации по изменению (корректировки) технологических режимов обработки материала или рекомендации по изменению требований к его исходным параметрам | – | – | ||
характеристики макро(мезо) неоднородности структуры | умение оценить причины изменения (вариаций) характеристик макро (мезо) неоднородности структуры в процессе обработки материала (по отношению к исходному состоянию и по отношению к требуемому значению) и умение дать рекомендации по изменению (корректировки) технологических режимов обработки материала или рекомендации по изменению требований к его исходным параметрам | – | – | ||
характеристики микрооднородности структуры | умение оценить причины изменения (вариаций) характеристик микронеоднородности структуры в процессе обработки материала (по отношению к исходному состоянию и по отношению к требуемому значению) и умение дать рекомендации по изменению (корректировки) технологических режимов обработки материала или рекомендации по изменению требований к его исходным параметрам | – | – | ||
параметры, характеризующие анизотропию структуры | умение оценить причины изменения (вариаций) параметров, характеризующих анизотропию структуры, в процессе обработки материала (по отношению к исходному состоянию и по отношению к требуемому значению) и умение дать рекомендации по изменению (корректировки) технологических режимов обработки материала или рекомендации по изменению требований к его исходным параметрам | – | – | ||
параметры химической макро (мезо) неоднородности структуры | умение оценить причины изменения (вариаций) параметров химической макро (мезо) неоднородности структуры, характеризующих в процессе обработки материала (по отношению к исходному состоянию и по отношению к требуемому значению) и умение дать рекомендации по изменению (корректировки) технологических режимов обработки материала или рекомендации по изменению требований к его исходным параметрам | – | – | ||
параметры химической микро неоднородности структуры | умение оценить причины изменения (вариаций) параметров химической микро неоднородности структуры в процессе обработки материала (по отношению к исходному состоянию и по отношению к требуемому значению) и умение дать рекомендации по изменению (корректировки) технологических режимов обработки материала или рекомендации по изменению требований к его исходным параметрам | – | – | ||
параметры, характеризующие состояние поверхности | умение оценить причины изменения (вариаций) параметров, характеризующих состояние поверхности, в процессе обработки материала (по отношению к исходному состоянию и по отношению к требуемому значению) и умение дать рекомендации по изменению (корректировки) технологических режимов обработки материала или рекомендации по изменению требований к его исходным параметрам | – | – | ||
параметры, характеризующие состояние внутренних поверхностей раздела | умение оценить причины изменения (вариаций) параметров, характеризующих состояние внутренних поверхностей раздела, в процессе обработки материала (по отношению к исходному состоянию и по отношению к требуемому значению) и умение дать рекомендации по изменению (корректировки) технологических режимов обработки материала или рекомендации по изменению требований к его исходным параметрам | – | – | ||
параметры, характеризующие плотность дефектов решётки | умение оценить причины изменения (вариаций) параметров, характеризующих плотность дефектов решётки, в процессе обработки материала (по отношению к исходному состоянию и по отношению к требуемому значению) и умение дать рекомендации по изменению (корректировки) технологических режимов обработки материала или рекомендации по изменению требований к его исходным параметрам | – | – |
Приложение 3
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА[8]
Концепция формирования квалификационных требований к компетенциям специалистов (конструкторов, технологов и материаловедов) в области нанотехнологий и наноматериалов
§1. Квалификационные требования, согласно постановлению Национального агентства развития квалификаций (НАРК) (Рисунок 1), имеют 4 уровня:
1. Обобщённые трудовые функции
2. Специальные трудовые функции
3. Трудовые действия
4. Необходимые знания и умения
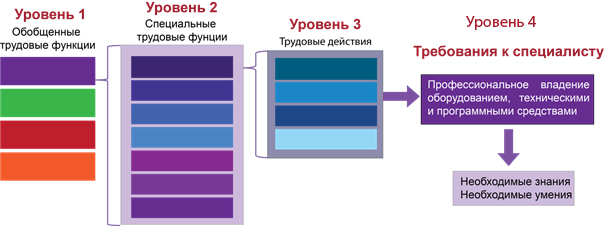
Рисунок 1. Общая структура квалификационных требований профессионального стандарта, согласно постановлению НАРКа
§2. В основу требований к компетенциям на уровнях 1-2 (обобщённые трудовые функции и специальные трудовые функции) предлагается положить основные идеи и понятия стандарта ISO-9001, структурирующего основные процессы производственного цикла (Таблица 1). В этом случае возникает системная, опирающаяся на хорошо развитую традицию, основа формирования общих требований к знаниям и умениям специалистов (знания и умения, связанные с работой с документами, с персоналом, с оборудованием, с материалами и т. д.). Таким образом, требования на 1 и 2 уровнях (обобщённые трудовые функции и специальные трудовые функции) оказываются одинаковыми для всех специалистов и не зависят от специфики их деятельности.
П-0 Процесс управления системой менеджмента качества: | Управление процессами жизненного цикла продукции П-4 |
1. Управление документацией СМК П-1 2. Ответственность руководства П-2 3. Менеджмент ресурсов П-3 4.Процессы жизненного цикла продукции П-4 5. Измерение, анализ, улучшение П-5 | П-4.1. Процессы, связанные с потребителем |
П-4.2. Планирование разработки | |
П-4.3. Процесс проектирования и разработки | |
П-4.4. Процесс закупки | |
П-4.5. Процесс производства и обслуживания | |
П-4.6. Процессы контроля, мониторинга и измерений | |
П-4.7. Управление несоответствующей продукцией |
Таблица 1. Структура и основные понятия стандарта ISO-9001.
§3. На третьем уровне – уровне трудовых действий (операций, совершаемых работником для выполнения трудовой функции) – находит отражение специфика средств труда. Для того чтобы сформулировать требования к специалистам на этом уровне, необходимо описать особенности деятельности технологов, материаловедов и конструкторов.
Области специализации конструкторов, технологов и материаловедов схематически показаны на Рисунке 2, иллюстрирующем особенности их «взгляда» на материалы и изделия. Из рисунка видно, что технолог сосредоточен на проблемах синтеза материалов и их формообразования, конструктор работает, главным образом, с формой и свойствами. Материаловед, в основном, занимается проблемами связи строения (состава и структуры) материалов и их свойств. Исходя из такого понимания, остановимся подробнее на описании компетенций указанных специалистов.
|
Рисунок 2 |
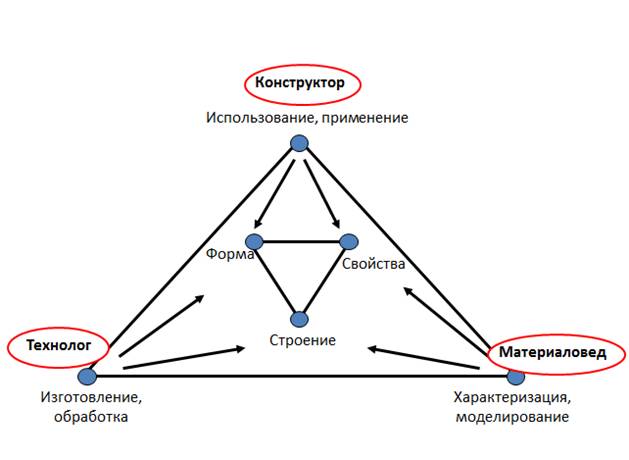
Технолог решает задачу выбора и оптимизации процессов создания (изготовления и обработки) материалов и изделий.
Эти процессы подразделяются на процессы синтеза материалов, процессы структурообразования и процессы формообразования. Каждый из указанных процессов, в свою очередь, имеет своё деление на подпроцессы. Например, процесс формообразования подразделяется на процессы соединения, разъединения и деформационного формообразования. В свою очередь, каждый из этих процессов имеет своё подразделение, например, процессы формообразования подразделяются на процессы соединения (разъёмного и неразъёмного), разъединения и деформационного формообразования. Процессы неразъёмного соединения подразделяются на процессы сварки, пайки, склеивания. Процессы сварки, в свою очередь, подразделяются на более чем 10 конкретных видов сварки и т. д.
Указанное иерархическое перечисление может быть представлено в виде специального графа – «дерева технологических процессов», имеющего несколько уровней описания (обозначенных на рисунке цифрами 1-4) (Рисунок 3).
|
Рисунок 3. Дерево технологических процессов |
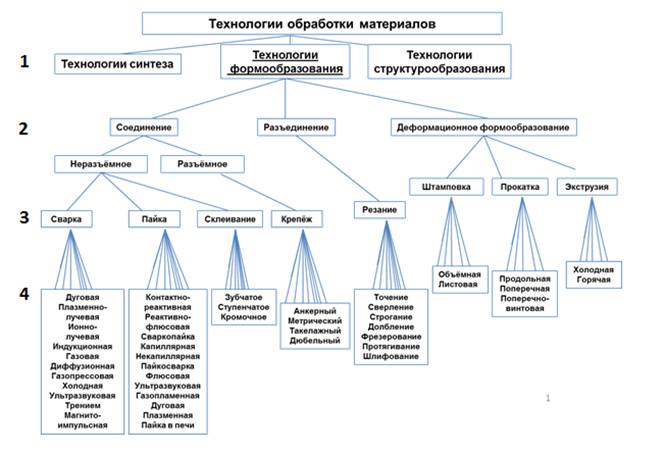
При формировании требований к компетенциям технолога работодателю следует выбрать уровень, знания на котором он будет считать достаточными для принимаемого на работу специалиста. Как правило, конкретные трудовые действия осуществляются на 4 (5) уровне в иерархии технологических процессов, и работодатель может выбрать, следует ли требовать от технолога знаний о смежных (находящихся на одном уровне) технологиях, а также знаний о технологиях более высокого уровня обобщения, или ограничиться одной конкретной технологией.
Применительно к каждой из конкретных технологий специалист на уровне трудовых действий должен владеть средствами труда, уметь ими управлять и их контролировать. Опишем матрицу требований к компетенциям технолога. По вертикальной оси расположим перечень средств труда, а по горизонтальной оси – требования к знаниям и умениям по контролю и управлению этими объектами (средствами труда).
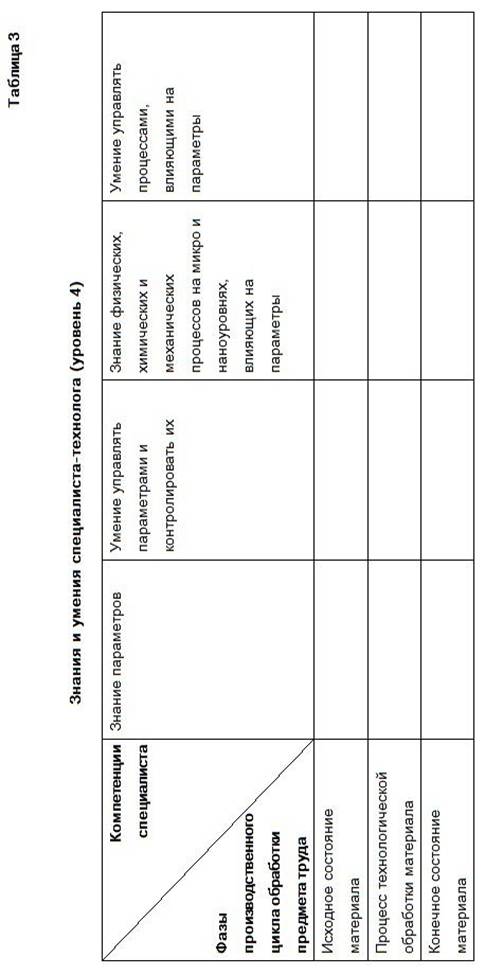
При заполнении специалистом этой матрицы в полной мере проявится и специфика предмета труда (объёмного наноматериала или нанопокрытия), и, таким образом, проявятся компетенции специалиста-технолога в заданной предметной области. Однако знания и умения, касающиеся предмета труда – создаваемого материала (изделия) – будут полностью выявлены на четвёртом уровне – уровне специальных знаний и умений.
§4. Перейдём теперь к описанию требований к компетенциям технолога в области предмета труда. Технолог обеспечивает процесс преобразования состава, структуры и/или формы исходного материала в материал (изделие) с наноструктурой. Для обеспечения этого процесса технолог должен знать физические, химические и механические процессы, связанные с этим преобразованием, и уметь эти процессы контролировать и этими процессами управлять. Деятельность технолога по созданию материалов (изделий) может быть разделена на три фазы:
1. Подготовительная фаза. На этой фазе осуществляется контроль состояния материала (сырья, компонентов и т. д.). Здесь необходимо знать параметры исходных состояний, влияющие на возможность осуществления процесса, уметь их контролировать и ими управлять.
2. Фаза производства. В этой фазе происходит преобразование исходного материала в «наноматериал». Для обеспечения этой деятельности технолог должен знать параметры процесса преобразования и уметь их контролировать и управлять ими (корректируя при необходимости технологические режимы).
3. Фаза выходного контроля и обеспечения условий хранения. В этой фазе осуществляется контроль состояния полученного материала и управление обеспечением условий его сохранения. Для осуществления этой деятельности необходимо знать параметры конечного (нано) состояния и уметь контролировать их обеспечение.
Таким образом, требования к компетенциям технолога на четвёртом уровне – уровне специальных знаний и умений – могут быть описаны следующей матрицей:
§5. Материаловед решает задачу выбора и оптимизации эксплуатационных, технологических и инженерных свойств[9] с учётом строения (состава и структуры) материала (изделия) и с учётом процессов изменений структуры и свойств при обработке и эксплуатации.
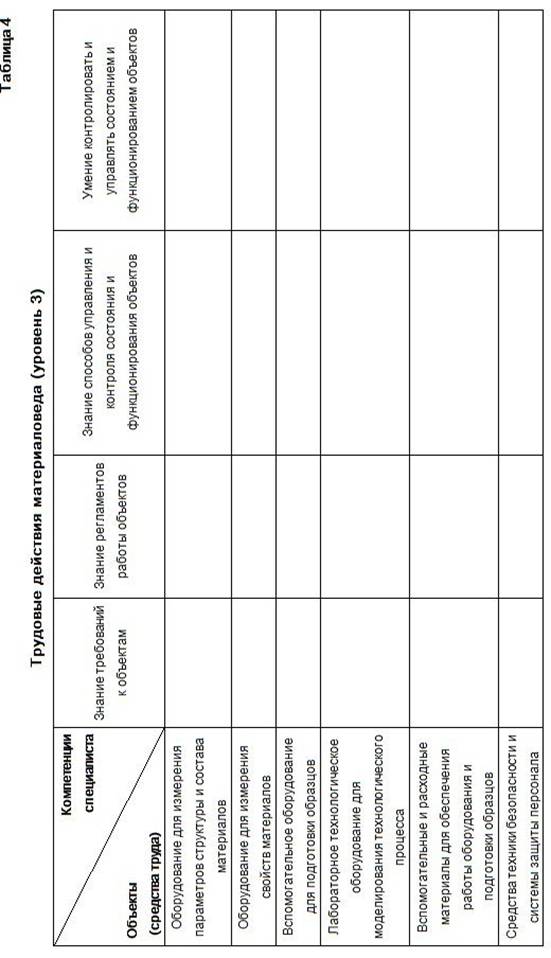
Требования к трудовым действиям (уровень 3) материаловеда определяются требованиями к его компетенциям, касающимся средств труда. На третьем уровне – уровне трудовых действий – материаловед должен владеть средствами труда, уметь ими управлять и их контролировать. Компетенции материаловеда на третьем уровне описаны в таблице 4:
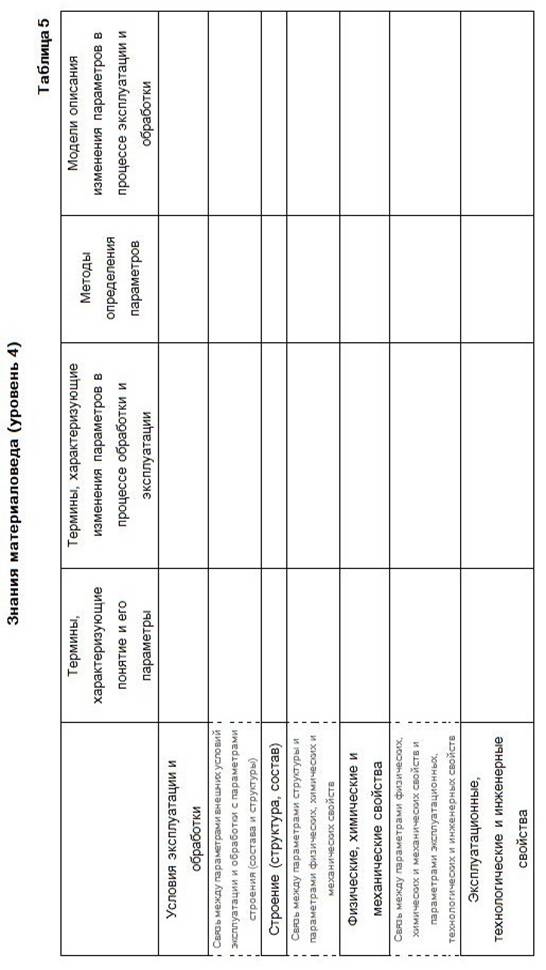
§6. Перейдём теперь к описанию предмета труда материаловеда. Предметом его труда являются свойства материалов в их связи со структурой и составом. Материаловед оптимизирует свойства материалов на основе знаний о его структуре.
Таким образом, материаловед должен владеть знаниями об эксплуатационных, технологических и инженерных свойствах материалов, их связи со структурой и знаниями о процессах эволюции структуры и свойств при обработке и эксплуатации.
Проблема здесь состоит в том, что в настоящее время в научной и инженерной практике не разработаны эффективные инструменты (способы), обеспечивающие эффективный переход от результатов изучения состава и структуры к прогнозу эксплуатационных и технологических свойств. Известны методы, позволяющие в некоторых случаях связывать результаты исследований состава и структуры с параметрами физических, химических и механических свойств материалов, однако связь этих параметров с эксплуатационными и технологическими свойствами также не является однозначной.
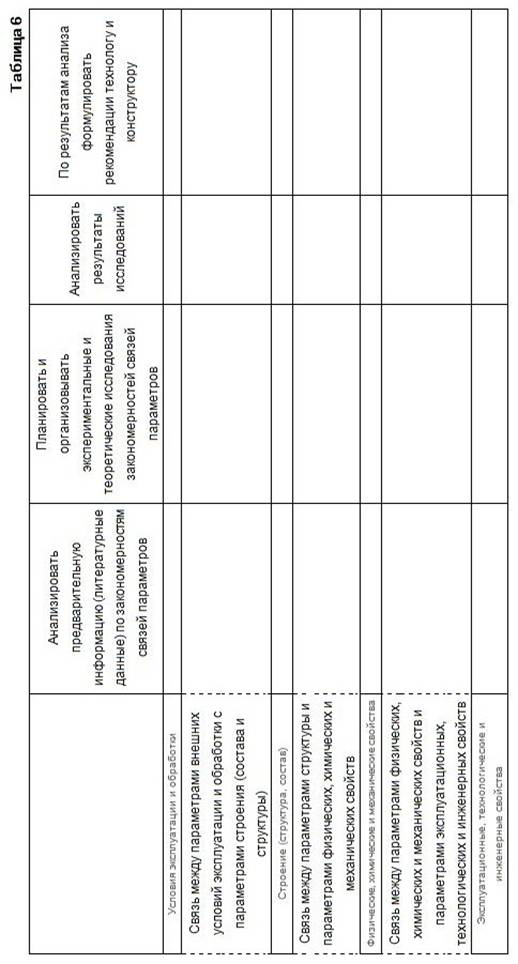
Второй важный аспект деятельности материаловеда связан с его возможностями описания и предсказания изменения свойств материала в процессе эксплуатации и обработки. Здесь в настоящее время также отсутствуют алгоритмизиррованные подходы. Для решения этого круга задач материаловед должен уметь устанавливать связь влияния внешних факторов (действующих при обработке и эксплуатации: время, температура, среда, механические и физические поля) с эволюцией структуры; устанавливать связь эволюции структуры с изменениями параметров физических, химических и механических свойств и устанавливать связь эволюции параметров физических, химических и механических свойств с изменениями эксплуатационных и технологических свойств в процессе эксплуатации и обработки.
Таким образом, требования к содержанию знаний и умений материаловеда могут быть описаны в следующих двух таблицах:
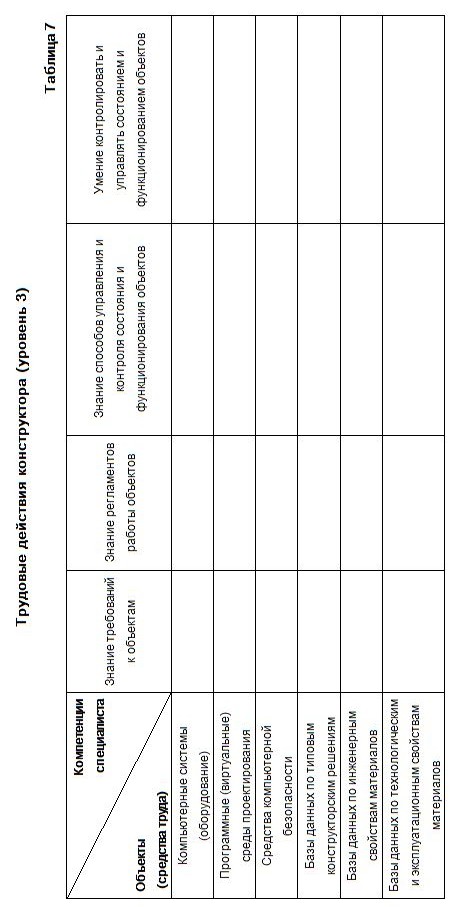
§7. Конструктор решает задачу обеспечения функции изделия путём оптимизации его формы с учётом инженерных и эксплуатационных свойств материалов (и изделия) и оптимизации состояния его поверхностей.
Требования к трудовым действиям конструктора определяются требованиями к его компетенциям, касающимся средств труда. На третьем уровне – уровне трудовых действий – конструктор должен владеть средствами труда, уметь ими управлять и их контролировать.
Компетенции конструктора на третьем уровне описаны в таблице 7:
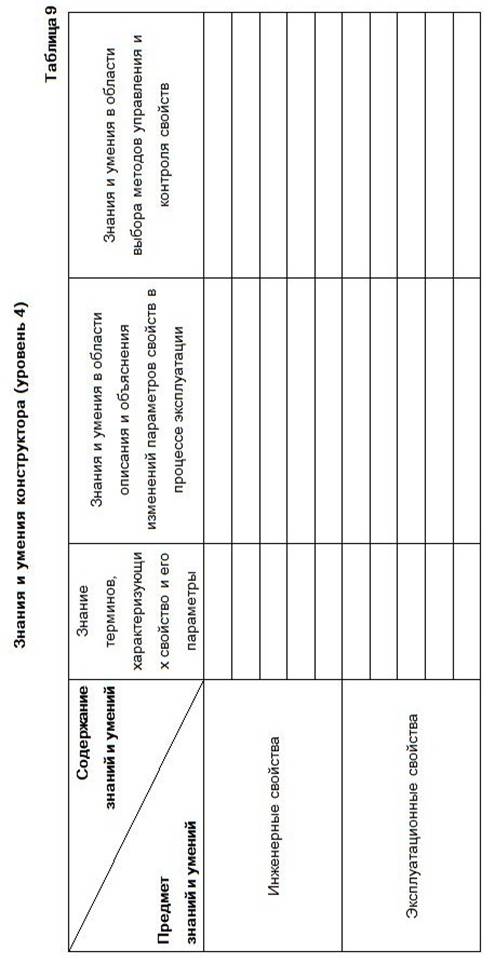
§8. Предметом труда конструктора являются формы (в широком смысле этого понятия). По сути, конструктор оптимизирует форму с учётом свойств. Таким образом, конструктор должен знать «формы», способы их согласования друг с другом и с внешней средой, способы функционирования «форм» и способы выбора форм с учётом инженерных и эксплуатационных свойств материалов (и изделий).
Требования к компетенциям конструктора на четвёртом уровне представлены в двух таблицах: первая касается знаний о «формах», вторая – об инженерных и эксплуатационных свойствах материалов.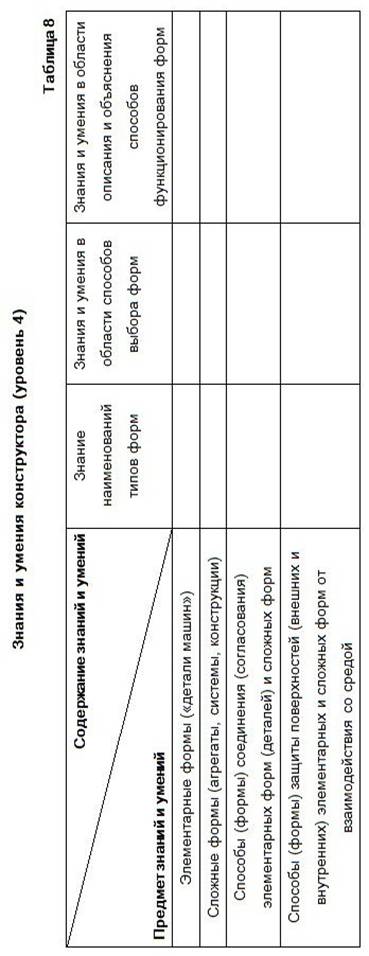
[1] Вид экономической деятельности указывается по ОКВЭД. Название области профессиональной деятельности формулируется разработчиком профессионального стандарта в случае, если деятельность, представленную в профессиональном стандарте, нельзя (трудно) отнести к одному конкретному виду экономической деятельности
[2] ОКВЭД – Общероссийский классификатор видов экономической деятельности, документ входит в состав общероссийских классификаторов технико-экономической и социальной информации. Принят постановлением Госстандарта N 454-ст от 6 ноября 2001 г., введен 1 января 2003 г.
[3] Вид экономической деятельности указывается по ОКВЭД. Название области профессиональной деятельности формулируется разработчиками профессионального стандарта в случае, если деятельность, представленную в профессиональном стандарте, нельзя (трудно) отнести к одному конкретному виду экономической деятельности.
[4] Здесь и далее курсивом выделены рекомендательные разделы, включаемые в профессиональный стандарт по усмотрению разработчиков
[5] Требования к квалификации, отраженные в Национальной или в отраслевой рамках квалификаций для соответствующего квалификационного уровня, являются неотъемлемой частью настоящего профессионального стандарта
[6] Заполняется в соответствии с установленным порядком
[7] Информация о значениях указанных параметров предоставляется материаловедом
[8] При необходимости разработчики профессионального стандарта описывают процесс разработки документа, приводят дополнительные пояснения, способствующие эффективному использованию профессионального стандарта.
[9] Эксплуатационные свойства: трибологические, выносливость, жаропрочность, жаростойкость, коррозионная стойкость, прочность, трещиностойкость (хрупкость), радиационная стойкость, релаксационная стойкость.
Инженерные свойства: плотность, модуль Юнга, предел текучести, трещиностойкость, энергия разрушения, коэффициент затухания упругих волн, теплопроводность, температуропроводность, удельная теплоёмкость, коэффициент линейного расширения, предельная температура эксплуатации.
Технологические свойства: деформируемость, свариваемость, жидкотекучесть и т. д.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
