
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Периодичность исследований по Р 2.2.2006-05
2.5. В процессе производства должен быть предусмотрен комплекс профилактических мероприятий по СанПиН 1по пыли древесной твердых пород, которая является по указанному СанПиН канцерогеном)
2.6. Работающие в производстве должны быть обеспечены спецодеждой и средствами индивидуальной защиты согласно «Правилам обеспечения рабочих специальной одеждой, специальной обувью и другими средствами индивидуальной защиты», утвержденных постановлением Минтруда РФ № 51 от 18.12.98г. по ГОСТ 12, ГОСТ 12.4.010-75, ГОСТ 12.4.016-83, ГОСТ 12.4.127-83, ГОСТ 12.4.041-89.
2.7. Работающие в производстве должны проходить медицинские осмотры в соответствии с приказом МЗМП РФ № 90 от 14.03.96г. и МЗ и СР РФ № 83 от 01.01.2001г.
2.8. Пожарная безопасность должна удовлетворять требованиям:
ППБ 01-93 «Правила пожарной безопасности в Российской Федерации»,
ПБ «Правила пожарной безопасности в газовом хозяйстве»;
 |
3. ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
По ГОСТ «Материалы и изделия строительные. Определение удельной эффективной активности радионуклидов» – ГСП относятся к 1 классу материалов и могут
применяться без ограничений во всех видах строительства.
3.1. В процессе производства должен быть предусмотрен комплекс мероприятий по соблюдению требований природоохранного законодательства, в т. ч. по ГОСТ 17.2.3.02 «Охрана природы. Атмосфера. Правила установления допустимых выбросов вредных веществ промышленными предприятиями» и требований СанПиН 2.1и СП 2.1по сбору, накоплению, удалению и утилизации отходов производства.
3.2. В процессе производства должны быть предусмотрены мероприятия по выполнению требований СП 1.1.1058-01 с СП 1.1.2193-07 по производственному контролю.
4. ПРАВИЛА ПРИЕМКИ
4.1. Приемку ГСП производят партиями. Партия должна состоять из плит одной марки,
размера, сорта, степени обработки поверхности, изготовленных по одному технологическому режиму и оформленных одним документом о качестве. Объем партии устанавливают в количестве не более сменной выработки технологической линии.
4.2. Для оценки качества ГСП применяется приемочный и периодический контроль.
4.2.1. Приемочный контроль осуществляют проведением приемосдаточных испытаний по показателям, приведенным в п. п. 1.1.2.-1.1.8. (за исключением прочности при растяжении).
4.2.1.1. Для проведения приемосдаточных испытаний от партии отбирают четыре плиты.
4.2.1.2.Отобранные плиты проверяют на соответствие требованиям настоящих технических условий по показателям прямолинейности, перпендикулярности, качества поверхности и размеров.
4.2.1.3. В случае положительных результатов контроля две плиты из четырех проверенных используют для контроля физико-механических свойств.
4.2.1.4. Допускается распространять результаты испытаний физико-механических показателей плит, изготовленных по одному технологическому режиму в течении одной смены, на весь сменный объем выработки не зависимо от сортности плит.
4.2.2. Периодический контроль осуществляется проведением испытаний ГСП по показателю прочности при растяжении перпендикулярно плоскости плиты, а так же разбуханию по толщине и водопоглощению.
4.2.2.1. Периодичность испытаний не реже одного раза в квартал.
4.2.2.2. Для испытаний отбирают две плиты, допускается совмещение периодических испытаний с приемосдаточными.
4.2.2.3. В случае получения неудовлетворительных результатов периодических испытаний, проводят мероприятия по обеспечению соблюдения требований настоящих технических условий и переходят на контроль прочности при растяжении, разбуханию по толщине и водопоглощению каждой партии ГСП. При получении положительных результатов испытаний пяти следующих друг за другом партий вновь переходят к периодическим испытаниям.
4.2.2.4. Результаты периодических испытаний распространяются на все поставляемые партии ГСП до проведения следующих периодических испытаний.
4.3. Партию принимают, если все плиты, отобранные для контроля:
-соответствуют требованиям п. п. 1.1.3.-1.1.5., 1.1.7.-1.1.8. по отклонениям от прямоугольности, прямолинейности, плоскостности и качеству поверхности;
- отклонения значений длины, ширины и толщины не более указанных в п. 1.1.2.;
- среднее арифметическое значение показателей физико-механических свойств испытанных образцов по каждой плите соответствует требованиям п. 1.1.6.
4.4. При получении неудовлетворительных результатов контроля хотя бы по одному из показателей, проводят повторные испытания по этому показателю, для чего отбирают удвоенное число плит из той же партии.
4.5. Если результаты повторных испытаний будут удовлетворять требованиям настоящих технических условий, то партию принимают. Если не будут удовлетворять, то партия приемке не подлежит.
4.6. В случае несоответствия партии ГСП требованиям настоящих технических условий по показателям прямолинейности, перпендикулярности, качества поверхности и размерам допускается повторное ее предъявление для контроля после разбраковки.
4.7. Плиты не соответствующие требованиям настоящих технических условий по п. п. 1.1.2.-1.1.5., 1.1.7.-1.1.8. могут быть приняты как партия некондиционной ГСП, при условии соответствия физико-механических свойств требованиям п. п.1.1.6. При этом должна быть произведена перемаркировка продукции, о чем делается пометка в сопроводительном документе.
4.8. Бракованная плита используется при упаковке готовой продукции.
 5. МЕТОДЫ ИСПЫТАНИЙ
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Аппаратура и материалы
5.1.1. Испытательная машина по ГОСТ с предельным значением измерения силы (2-3) кН, с погрешностью измерения нагрузки не более 1 %.
5.1.2. Испытательное устройство, для определения прочности плит при изгибе, состоит
из двух параллельных опор с цилиндрической поверхностью, которые перемещаются в
горизонтальной плоскости, и ножа с цилиндрической поверхностью, расположенного параллельно опорам на равном расстоянии от них. Нож через самоцентрирующее устройство (типа карданного шарнира) соединен с неподвижным захватом, а опоры жестко соединены с подвижным захватом испытательной машины (черт.2).
Длина опор и ножа - не менее 80 мм.
Диаметр цилиндрической части опор и ножа должен быть равен:
(30+0,5) мм - для образцов толщиной до 20 мм;
(50+0,5) мм - для образцов толщиной 20 мм и более.
5.1.3. Испытательное устройство для определения прочности при растяжении перпендикулярно плоскости плиты, состоит из двух захватов для передачи растягивающего усилия образцу, связанных через самоцентрирующие устройства (типа карданного шарнира)
с захватами испытательной машины (черт.1).
Допускается применение других видов захватов, обеспечивающих направление нагрузки перпендикулярно к плоскости образца.
Колодки из металла или фторопласта длиной (65,0+0,5) мм, шириной (50,0+0,5) мм и высотой не менее 16 мм.
Колодки наклеиваются на плоскости образца
Прочность приклейки колодок к образцу должна обеспечивать разрушение по образцу.
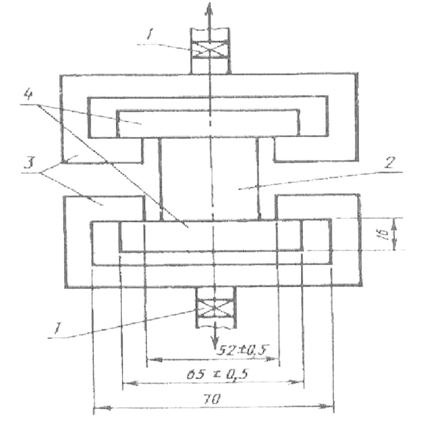
1-карданный шарнир; 2-образец; 3-захват; 4- колодки
Черт. 1
5.1.4. Приспособление для определения глубины дефектов на поверхности плит, состоит из индикатора часового типа ИЧ-10 ГОСТ 577-68, закрепленного на металлической скобе с двумя плоскими опорными поверхностями.
Установку шкалы индикатора в нулевое положение, соответствующее плоскости опорных поверхностей, осуществляют при помощи поверочной линейки по ГОСТ 8026-92 или стеклянной пластинки по ТУ 3-3.2122.-88 Ход штока индикатора в обе стороны от опорной плоскости должен быть не менее 3 мм.
5.1.5. Весы по ГОСТ , с погрешностью взвешивания не более 0.1 г
5.1.6. Приборы для определения толщины образцов с ценой деления 0,01мм: микрометр
по ГОСТ 6507-90 или индикаторный толщиномер по ГОСТ .
Допускается применять для измерений штангенциркуль с погрешностью не более 0,01 мм по ГОСТ 166-89.
5.17. Штангенциркуль по ГОСТ 166-89 с ценой деления не более 0,1 мм, набор щупов №4 по ТУ 7.
5.1.8. Измерительная металлическая линейка по ГОСТ 427-75 с ценой деления 1 мм, поверочная линейка по ГОСТ 8026-92 длиной 1000 мм.
5.1.9. Измерительная металлическая рулетка ГОСТ 7502-98 с ценой деления 1 мм.
5.1.10. Сушильный шкаф, обеспечивающий поддержание температуры (45+5)0С.
5.1.11. Эксикатор по ГОСТ .
5.1.12. Гигроскопическое вещество: хлористый кальций по ТУ 1.
Периодичность смены гигроскопического вещества - не реже одного раза в неделю
5.1.13. Сосуд для воды с термостатом, обеспечивающим постоянную температуру (20+1)ºС, и с устройством в виде решетки из проволоки, позволяющим удерживать образцы под водой в вертикальном положении.
5.1.14. Вода по СанПиН 2.1.4.1175-02.
5.1.15. Фильтровальная бумага по ГОСТ .
5.1.16. Секундомер по ГОСТ 5072-79.
5.2. Отбор образцов и подготовка к испытаниям
5.2.1. Для испытания физико-механических свойств из каждой отобранной плиты вырезают образцы, размеры и число которых соответствует указанным в таблице 5
Таблица 5
Наименование показателя | Число образцов, не менее | Номинальные размеры (длина х ширина), мм |
Плотность | 8 | 100х100 |
Отпускная влажность | 3 | 50х50 или другие площадью не менее 25см² |
Водопоглощение и разбухание по толщине | 8 | 100х100 |
Прочность при изгибе | 8 | Ширина 75, длина 25h+50, но не более 450 (h-толщина плиты) |
Прочность при растяжении перпендикулярно к пласти плиты | 8 | 50х50 |
5.2.2. Для нарезки образцов применяются:
-стационарная дисковая пила с подвижным столом и параллельными упорами, точность нарезки 0,1 мм.;
-ручная дисковая пила, диаметр полотна 200 мм.
5.2.3. Для отбора образцов из плиты на расстоянии 150 мм от поперечной кромки вырезают заготовку шириной 650 мм и длиной, равной ширине плиты, используемую в качестве образца для определения отклонения от плоскостности, из которого в дальнейшем вырезают полосы в зависимости от размеров образцов.
Из полос вырезают образцы, равномерно расположенные по ширине плиты с минимальными расстояниями 40 мм между образцами, предназначенными для определения одного
показателя (см. приложение 3).
 5.2.4. Образцы должны иметь прямые параллельные кромки и углы.
5.2.4. Образцы должны иметь прямые параллельные кромки и углы.
Предельные отклонения от номинальных размеров образца по длине и ширине +0,5 мм.
Предельные отклонения по длине образца для определения предела прочности при изгибе +2 мм.
На образцах не допускаются сколы кромок, выкрашивание углов и вмятины.
 5.2.5. Все образцы кроме образцов для определения влажности, перед испытаниями выдерживают при температуре (20+2) ºС и относительной влажности воздуха (65+5) % до момента достижения постоянной массы (равновесной влажности).
5.2.5. Все образцы кроме образцов для определения влажности, перед испытаниями выдерживают при температуре (20+2) ºС и относительной влажности воздуха (65+5) % до момента достижения постоянной массы (равновесной влажности).
Массу образца считают постоянной, если при двух очередных взвешиваниях, расхождения между результатами двух последовательных взвешиваний не будут превышать 0,1%.
Время выдерживания до первого взвешивания не менее 24 часов, между всеми последующими не менее 2 часов.
5.2.6. За толщину образца принимают среднее арифметическое значение результатов измерения в четырех точках, расположенных по углам образца на расстоянии 25 мм от кромок.
Измерения проводят микрометром или толщиномером с погрешностью не более 0,01 мм.
5.3. Проведение испытаний
5.3.1. Длину и ширину плиты измеряют по четырем сторонам параллельно кромкам на расстоянии от них 50-100 мм металлической измерительной рулеткой с погрешностью не более 1 мм. Каждый результат должен соответствовать требованиям п. 1.2.
За длину или ширину принимают среднее арифметическое значение результатов измерений по двум сторонам.
5.3.2. Длины диагоналей плиты измеряют металлической измерительной рулеткой с погрешностью не более 1 мм.
Разность длин диагоналей вычисляют с точностью 1 мм.
5.3.3. Отклонение от прямолинейности определяют металлической поверочной линейкой и набором щупов на каждой кромки плиты.
5.3.4.Отклонение от плоскостности определяют при помощи набора щупов замером наибольшего зазора на образце размером 1250х650 мм, установленном на эталонной поверхности. Допускается в качестве эталонной поверхности использовать платформу зажимной клети.
5.3.5. Толщину плиты измеряют в шести точках, расположенных на расстоянии 50 мм от кромок: по одной в середине коротких сторон и по две на расстоянии друг от друга, равном одной трети длины плиты по длинным сторонам.
Измерения проводят индикаторным толщиномером или штангенциркулем с погрешностью не более 0,1 мм. Каждый результат измерений должен соответствовать п. п. 1.1.2.
За толщину плиты принимают среднее арифметическое значение результатов измерений в шести точках.
5.3.6. Внешний вид плит контролируют визуально.
5.3.7. Линейные размеры дефектов поверхности плит измеряют металлической линейкой с погрешностью не более 1 мм.
Глубину дефектов измеряют с помощью приспособления (п.5.1.4.) с погрешностью не более 0,1 мм.
5.3.8. Определение плотности
5.3.8.1. Образцы после выдерживания не позднее чем через 30 минут взвешивают с погрешностью не более 0,1 г и определяют их длину, ширину и толщину. Каждый результат измерения должен соответствовать требованиям п. 5.2.4.настоящих технических условий.
5.3.8.2. За длину и ширину образца принимают среднее арифметическое значение результатов измерений по двум параллельным сторонам.
Измерения проводят штангенциркулем с погрешностью не более 0,1 мм.
5.3.8.3. Плотность образца (р), кг/м³, вычисляют с точностью не менее 10 кг/м³ по формуле:
Р= m х 1000, (1)
Lbh
где: m - масса образца, г;
l - длина образца, см;
b - ширина образца, см;
h - толщина образца, см.
5.3.9. Определение водопоглощения и разбухания по толщине
5.3.9.1. Образцы после выдерживания не позднее чем через 30 минут взвешивают и определяют их толщину по п.5.2.6. настоящих технических условий.
5.3.9.2. Образцы погружают в вертикальном положении в сосуд с водой, при этом
образцы не должны соприкасаться друг с другом, а также с дном и боковыми стенками сосуда.
Образцы должны находиться на расстоянии (20+2) мм ниже уровня поверхности воды.
Температура воды должна быть (20+1)0С.
Время выдержки образцов в воде 2ч+5 мин.
 5.3.9.3. После выдержки образцы извлекают из воды и складывают в стопы в горизонтальном положении, прокладывая их фильтровальной бумагой для удаления избытка воды. На стопку образцов накладывают квадратную плиту - груз массой (500+50) г. Через 30 секунд груз снимают и удаляют фильтровальную бумагу.
5.3.9.3. После выдержки образцы извлекают из воды и складывают в стопы в горизонтальном положении, прокладывая их фильтровальной бумагой для удаления избытка воды. На стопку образцов накладывают квадратную плиту - груз массой (500+50) г. Через 30 секунд груз снимают и удаляют фильтровальную бумагу.
5.3.9.4. Образцы не позднее чем через 10 минут после извлечения из воды взвешивают и определяют их толщину в соответствии с п.5.2.6. настоящих технических условий.
5.3.9.5. Разбухание по толщине образца ∆h вычисляют с точностью не менее 0,1 % по формуле:
∆h = (h1-h) х 100, (2) h
где: h - толщина образца до увлажнения, мм;
h1 - толщина образца после увлажнения, мм.
5.3.9.6. Водопоглощение образца Δwвд в процентах вычисляют с точностью не менее 0,1% по формуле:
Δwвд = (m1-m) х 100, (3) m
где: m – масса образца до увлажнения, г;
m1 – масса образца после увлажнения.
5.3.10. Определение отпускной влажности (к массе сухого вещества).
5.3.10.1. Образцы взвешивают после отбора с погрешностью не более 0,01 г, после чего помещаю их в сушильный шкаф, и высушивают при температуре (45+5)0С до постоянной массы.
Массу образца считают постоянной, если разность межу двумя последовательными взвешиваниями не превышает 0,1%. Первое взвешивание проводят через 4 ч, далее через 2 ч.
5.3.10.2. Высушенные образцы охлаждают в эксикаторе с гигроскопическим веществом и взвешивают с той же погрешностью.
5.3.10.3. Влажность образца W в процентах вычисляют с точностью не менее 0,1% по формуле:
W= (m1 – m0) х100, (4)
m0
где: m1 – масса образца до сушки, г;
m0 – масса образца после сушки, г.
5.3.10.4. Допускается определение отпускной влажности при помощи анализатора влажности:
- диапазон измерения массовой доли влаги (0 – 100)%;
- предел допустимой погрешности взвешивающего устройства +0,01г;
- температура просушивания (45+5)0С.
Отобранные образцы тщательно измельчаются. От каждого измельченного образца отбирается навеска массой 5 г и помещается в анализатор влажности. За влажность принимаю среднее арифметическое значение результатов трех измерений.
5.3.11. Определение прочности при изгибе.
5.3.11.1.У образцов после выдерживания определяют ширину и толщину.
Ширину образца измеряют по его поперечной оси штангенциркулем с погрешностью не более 0,01 мм.
Толщину образца измеряют на середине его длины в двух точках, на расстоянии 25 мм от продольных кромок.
Измерения проводят микрометром или толщиномером с погрешностью не более 0,01 мм.
За толщину образца принимают среднее арифметическое значение результатов измерений в двух точках.
5.3.11.2. У испытательного устройства устанавливают опоры на расстоянии, равном 25-кратной номинальной толщине плиты, но не более 400 мм, с погрешностью не более +1мм.
5.3.11.3. Образец укладывают на опоры так, чтобы продольная ось была перпендикулярна к опорам, а поперечная ось параллельна оси ножа (черт.2) и проводят равномерное его нагружение, фиксируя разрушающую нагрузку.
Время действия равномерно возрастающей нагрузки на образец до полного его разрушения должно составлять (60+30) с.
Допускается нагружать образец со скоростью перемещения ножа (10+1) мм/мин.
5.3.12. Поверхностное водопоглощение влагостойких ГСП (ГСПВ) определяется согласно ГОСТ Р .
Черт. 2
 5.3.11.4. Прочность при изгибе образца σи, МПа, вычисляют с точностью до 0,5 МПа по формуле:
5.3.11.4. Прочность при изгибе образца σи, МПа, вычисляют с точностью до 0,5 МПа по формуле:
σи =_ 3Pl_ , (5)
2bh2
где: P – разрушающая нагрузка, Н;
l – расстояние между опорами испытательной машины, мм;
b – ширина образца, мм;
h – толщина образца, мм.
5.3.12. Определение прочности при растяжении перпендикулярно к плоскости плиты.
5.3.12.1. У образцов после выдерживания определяют длину и ширину.
Длину и ширину образца измеряют по его поперечным осям штангенциркулем с погрешностью не более 0,1 мм.
5.3.12.2. Испытательный блок устанавливают в захватах на испытательной машине так,
чтобы кромки образца были симметричны пазу захвата.
5.3.12.3. Нагрузки на образец должны возрастать равномерно в течение (60+15) с. до разрушения образца или со скоростью перемещения подвижного захвата испытательной машины, равной 10 мм/мин.
5.3.12.4. Не учитывают результаты испытаний образцов, у которых расстояние от плоскости разрушения до плоскости клеевого шва менее 1 мм, и проводят повторное испытание.
5.3.12.5. Прочность при растяжении перпендикулярно к плоскости плиты σр, МПа,
вычисляют с точностью до 0,01 МПа по формуле:
σр = P , (6)
lb
где: Р - разрушающая нагрузка, Н;
l - длина образца, мм;
b –ширина образца, мм.
5.3.13. Определение поверхностного водопоглощения плит проводят по ГОСТ Р п.8.5.
6. ХРАНЕНИЕ И ТРАНСПОРТИРОВАНИЕ
7.1. Плиты должны храниться в закрытых помещениях уложенными в пачки и рассортированными по маркам и размерам.
Пачки плит укладывают горизонтально на ровные поддоны или деревянные бруски-
прокладки прямоугольного сечения шириной не менее 80 мм, толщиной не менее 60 мм и длиной, меньшей ширины плиты не более чем на 200 мм.
Допустимая разность толщин брусков-прокладок, используемых для одной пачки не более 5мм.
Бруски-прокладки должны быть уложены поперек плиты с интервалами не более 600 мм. Расстояние крайних прокладок от торцов плиты должно быть не более 200 мм.
Пачки плит при хранении допускается укладывать в штабеля высотой не более 4,5 м. При этом бруски-прокладки, разделяющие пачки, располагают в одних вертикальных плоскостях.
7.2. Плиты перевозят в горизонтальном положении в пачках всеми видами транспорта с обязательным предохранением от атмосферных осадков, механических повреждений и
деформаций. Транспортирование плит должно осуществляться в соответствии с Правилами перевозки грузов, действующих на этих видах транспорта, утвержденными в установленном порядке.
7.3. При железнодорожных перевозках размещение и крепление пачек плит следует производить в соответствии с Техническими условиями погрузки и крепления грузов. Транспортная маркировка - по ГОСТ .
7.4. При постановке на экспорт плиты маркируют, упаковывают и транспортируют в соответствии с технической документацией внешнеторговых предприятий.
 7. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
7. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
7.1. ГСП могут применяться для строительных и отделочных работ в зданиях с сухим и нормальным влажностным режимом помещений.
7.2. Допускается применение ГСП для холодных промышленных и складских помещений при условии, что они не будут подвергаться прямому воздействию воды или снега.
7.3. При использовании ГСП в промышленных и складских помещениях система вентиляции должна обеспечивать влажностный режим помещений не выше нормального.
7.4. ГСП не пригодны для использования в помещениях, где температура постоянно превышает 450С.
8. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
8.1. Изготовитель гарантирует соответствие плит требованиям настоящих технических условий при соблюдении условий транспортирования, хранения и применения, установленных техническими условиями.
Гарантийный срок хранения плит - 1 год со дня изготовления.
Не позднее, чем за месяц до истечения гарантийного срока хранения, партия плит подлежит проверке на соответствие требованиям п. п. 1.1.2.-1.1.8. настоящих технических условий. Результаты испытаний, полученные в ходе проверки, оформляются протоколом. Плиты, соответствующие требованиям ТУ, вновь маркируются этикеткой, где дата изготовления соответствует дате проведения испытаний.
Плиты, не прошедшие испытания комиссионно, в зависимости от полученных результатов переводятся в некондицию или в брак.
 Приложение 1
Приложение 1
Справочные показатели физико-механических свойств плит.
Наименование показателя | Значения для плит марок | Метод испытания | |
ГСП-1 | ГСП-2 | ||
1. Модуль упругости при изгибе, МПа, не менее | 3000 | 2500 | По ГОСТ 10635 |
2. Удельное сопротивление выдергиванию шурупов из пласти, Н/м, не менее | 4,5 | 3,5 | По ГОСТ 10637 |
3. Линейное расширение при изменении влажностного режима от 30 до 85% и температуре окружающей среды 200С, %, не более | 0,07 | 0,1 |
 Приложение 2
Приложение 2
Схема отбора образцов из плиты для приемосдаточных
и периодических испытаний.
Ширина плиты |
| |||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||
150 | a | b |
| |||||||||||||||||||||||||||||||||
650 |
| |||||||||||||||||||||||||||||||||||
4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 |
| ||||||||||||||||||||||||||||
2 | 1 | 1 | 1 | 1 | 2 | 1 | 1 | 1 | 2 | 1 |
| |||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||
3 | 3й йй33 33 3 | 3 333 3 | 55333 3 | 33 |
| |||||||||||||||||||||||||||||||
d | 3 | 3 | c |
| ||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||
3 | 3 | |||||||||||||||||||||||||||||||||||


|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 |
