


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Предметно-цепной способ группировки рабочих мест основан на размещении оборудования по ходу технологического процесса изготовления основных, ведущих деталей — по цепочке. При таком расположении оборудования в качестве ведущих деталей выбирают наиболее трудоемкие или унифицированные. Прочие детали, обрабатываемые на участке, могут иметь при общности технологического процесса с ведущими деталями некоторые отличия в последовательности операций, а следовательно, и некоторые возвратные движения в процессе их обработки. Однако основная группа деталей участка передается со станка на станок в порядке расположения оборудования. Формы сочетания рабочих мест на основе этого способа могут быть различными.
Предметно-поточная группировка характеризуется расположением рабочих мест по ходу технологического процесса обрабатываемой детали или собираемого изделия, причем количество рабочих мест на каждой операции рассчитано таким образом, чтобы их производительность была по возможности строго согласована. Такая группировка применяется для изготовления деталей, а также сборки изделий одного либо нескольких типоразмеров. В зависимости от степени согласования производительности рабочих мест и непрерывности работы существует несколько вариантов предметно-поточной группировки, в том числе два основных — прямоточные и непрерывно-поточные линии. http://*****/economika/microeconom/606-33.html
13. Бригады как первичные ячейки трудового коллектива, принципы их формирования.
Разделение и кооперация труда. Общественный труд предполагает общее, частное и единичное разделение труда. На предприятиях имеет место технологическое, функциональное и профессионально-квалификационное разделение труда. Совместный труд требует кооперации: межцеховой, внутрицеховой, внутриучастковой, внутрибригадной. Наиболее полное проявление кооперация труда находит в бригадной форме организации труда. Бригада — это первичное звено в системе управления и в то же время — первичная ячейка трудового коллектива. Этими особенностями, социально-производственной сущностью бригады определяется специфика организации труда в бригаде. Производственная бригада самостоятельно осуществляет производственный процесс и управление им в своей рабочей зоне, несет коллективную ответственность за результаты своей работы и осуществление возложенных на нее задач *. Комплексная бригада организуется из рабочих различных профессий для выполнения комплекса технологически разнородных, но взаимосвязанных работ, охватывающих полный цикл производства продукции или ее законченную часть. Специализированная бригада объединяет, как правило, рабочих одной профессии, занятых на однородных технологических операциях. Комплексные и специализированные бригады могут быть сменными, если все входящие в их состав рабочие работают в одну смену, или сквозными, если в них включены рабочие всех смен. В бригаде обычно присутствует и должен решаться весь комплекс проблем, связанных с групповыми процессами, в том числе проблемы формального руководства и лидерства, совместимости, сотрудничества, выявления, использования и развития индивидуального и группового потенциала и т. п. http://www. *****/upravlenie-personalom-2/39.htm
14. Общие и частные показатели оценки качества реализации функции управления.
Необходимо отметить, что эффективность управленческого труда работников зависит от субъективного фактора. Если производительность труда рабочего сравнительно легко измеряется продукцией, изготовленной в единицу времени, то итог работы инженера нельзя, определить путем самого точного подсчета количества выполненных им листов графического материала. Успех работы специалиста фиксируется вещественно и достоверно в труде других. Поэтому эффективность труда руководителя, специалиста, служащего обнаруживается в последующих результатах: росте выпуска продукции производственными подразделениями предприятия, снижении себестоимости продукции, росте производительности труда, прибыли, рентабельности, повышении платежеспособности предприятия, иными словами, определяется уровнем воздействия на процесс производства.
Каждая система управления предприятием специфична и характеризуется особым сочетанием структурных элементов, применяемых форм, методов управления. Таким образом, не существует универсальных правил, говорящих о том, какие именно виды управленческого труда заведомо бесполезны. Достоверная оценка возможна лишь в результате конкретного анализа, знания множества обстоятельств, правильная оценка которых становится доступной лишь после подробного их изучения на предприятии. Поэтому в решении проблемы улучшения и удешевления системы управления недопустимы шаблонность, отказ от учета особенностей производства и управления им. Вместе с тем не следует исключать возможность и целесообразность использования типовых разработок и рекомендаций по совершенствованию систем управления, но при обязательном условии приспособления их к конкретным целям управления.
Повышение результативности труда в сфере управления осуществляется гораздо медленнее, чем в сфере основного производства. Управленческий труд имеет ряд специфических особенностей как по предметам, средствам, результатам труда, так и по способам оценки его эффективности. Необходимость гибкого реагирования на запросы рынка
требует качественных изменений в действующих системах оперативного управления производством. Для оценки качества реализации функций управления, использования методов управления, техники и информации в отдельных структурных элементах системы управления на различных ее уровнях выделяют частные и обобщающие показатели.
Частными показателями, характеризующими качество реализации функции управления, являются: использование укрупненных плановоучетных единиц при формировании планов; взаимоувязка бизнес-планирования и оперативно-календарного планирования; использование величин опережения при формировании плановых заданий цехам, участкам; использование оптимизационных методов в планировании; анализа выполнения утвержденных заданий для прогнозирования хода производства; использование нормативного метода регулирования текущего хода производства; использование поточного, партионного и единичного методов организации производства; использование расчетно-аналитического метода нормирования при установлении норм времени; организация объекта управления с учетом предметной специализации производства.
Эффективность управления измеряется, в конечном счете, общими оценочными показателями результатов производственно-хозяйственной деятельности предприятия. Однако эти показатели не выявляют однозначной связи и разделения фактического повышения эффективности управления с совершенствованием других сторон экономической деятельности на предприятии. К числу обобщающих показателей, характеризующих качество реализации функции управления, относится удельный вес административно-управленческого персонала в общей численности промышленно-производственного персонала предприятия, удельный вес расходов на управление в объеме реализованной продукции. Косвенно эффективность системы управления производством может быть измерена такими обобщающими показателями, как уровень прибыли, уровень выполнения договорных обязательств и соблюдение ритмичности производства, размер незавершенного производства, уровень загрузки оборудования, уменьшение длительности производственного цикла.
http://www. /shpargalka-po-planirovaniyu-na-predpriyatii/675-pokazateli-effektivnosti-upravleniya. html
15. Направления повышения эффективности управленческого труда работников, уже занятых в сфере управления.
Повышение эффективности управленческого труда может происходить за счет: устранения потерь рабочего времени, совмещения профессий, совершенствования кадровой политики и систем оплаты труда, создания маркетинговой службы, механизации управленческого труда.
Устранение потерь рабочего времени может происходить за счет ликвидации ненужной работы, т, е. работы, которая не влияет на ход производства; лучшей организации исполнения отдельных операций управления, которые бесспорно воздействуют на ход производства; повышения эффективности отдельных операций управления производством на предприятии. На каждом предприятии существует еще много операций управления, которые никакого воздействия на ход производства не оказывают. Примером низкого уровня организаций исполнения управленческой операции может служить повторное заполнение стандартных частей нарядов и других документов, которые можно было бы включить в содержание бланка. Примером потерь рабочего времени в результате низкой эффективности операций по управлению являются так называемые «заботы» об обеспечении предприятия материальными и финансовыми ресурсами, отвлекающие от дела представителей всех управленческих специальностей.
Совмещения профессий. Повышение эффективности управленческого труда за счет совмещения функций управления достигается путем расширения области обслуживания в пределах одинакового вида работ или совмещения видов работ в пределах данного управленческого участка. Изучение фактической загрузки рабочего дня управленца, специалиста, служащего указывает на значительные возможности совмещения профессий. Так, фотографии рабочего дня этих категорий работников свидетельствуют, что потери рабочего времени составляют от 20 до 40%. Однако совмещение функции управления как формы повышения производительности труда работников управления не получило должного распространения.
Cовершенствования кадровой политики. Эффективность, результативность управленческого труда, общественное положение предприятия во многом определяются направлениями и потенциалом кадровой политики. Кадровая политика тесно связана с различными областями хозяйственной деятельности предприятия. Практически ею обусловлены все принимаемые на предприятии решения, поэтому нет четких границ между кадровой политикой и менеджментом предприятия. Старая истина – все дело в людях – реализуется на практике каждого эффективно работающего предприятия во всем мире. Работники предприятия (носители капитала, руководители, сотрудники) имеют общие и групповые интересы. Предприятие также тесно связано с внешними участниками, имеющими многообразные интересы, – покупателями, поставщиками, кредиторами, государством. Именно гармонизация интересов всех работников предприятия, внешних участников производства должна составлять основу кадровой политики. Определенный интерес представляет опыт проведения кадровой политики передовыми фирмами Японии, в основу которой положены следующие принципы: а) готовность руководства фирмы вкладывать капитал в развитие людских ресурсов, не рассчитывая на быструю материальную отдачу; б) управленческий персонал должен бороться за хорошее отношение к себе со стороны трудовых кадров; в) реализация принципа «пожизненного найма» для достаточно хорошо выполняющих работу в течение заранее установленного срока; г) среднее управленческое звено должно использовать в работе не только профессиональное мастерство своих подчиненных, но и их заинтересованность в результатах своего труда.
Cовершенствования системы оплаты труда. Особую актуальность в управлении человеческими ресурсами приобретает проблема справедливости оплаты труда. Решение ее должно идти путем достижения баланса между оплатой труда и индивидуальным вкладом каждого в достижение целей предприятия.
Cоздания маркетинговой службы. В условиях перехода к рыночным отношениям для предприятия увеличиваются риск и неопределенность хозяйственной деятельности. Маркетинговая концепция управления производством в значительной степени снижает их как в процессе производства, так и в процессе реализации. Она предполагает изучение рыночной ситуации для предприятия, выбор наиболее выгодного рынка, разработку систем продвижения товара, ценовой политики, стимулирования сбыта, послепродажного обслуживания товаров. Крупные предприятия создают специальные службы маркетинга, занимающиеся всем спектром этой деятельности, средние и небольшие предприятия редко организуют такие подразделения.
Механизации управленческого труда. Повышение эффективности управленческого труда за счет его механизации пока ограничивается механизацией счетно-вычислительных процессов. В современных условиях информационного общества основу технического обновления управленческого труда должна составить компьютерная технология предназначенная главным образом для замещения или для повышения производительности умственного труда. http://www. /shpargalka-po-planirovaniyu-na-predpriyatii/676-puti-povysheniya-effektivnosti-upravlencheskogo. html
16. Направления сокращения объема работ по управлению на предприятии.
Пути экономии труда в управлении за счет сокращения объема работ по управлению производством
Сокращение объема работ по управлению может происходить за счет:
- совершенствования производственной структуры предприятия; рационализации планирования его хозяйственной деятельности;
- повышения уровня специализации производства; упрощения документооборота, контроля и рационализации учета.
Совершенствование производственной структуры предприятия находит свое выражение: а) в укрупнении цехов, участков; б) во внедрении предметного принципа построения цехов, участков; в) в расширении области применения поточного метода организации производства; г) в сокращении числа звеньев в аппарате управления цехов, участков.
Итоги обследования машиностроительных заводов показали, что на предприятиях с числом рабочих менее 500 удельный вес работников управления в общей численности работающих, без учета аппарата подготовки производства, примерно на 30–40% больше, чем на предприятиях с числом рабочих свыше 3000 человек.
Существует определенная зависимость между объемом выпуска продукции на машиностроительном заводе и удельным весом управленческого персонала в общей численности работающих. При увеличении выпуска продукции в 2 раза удельный вес управленческого персонала сокращается на 1,2 пункта, в 4 раза – на 2,3 пункта. В целях сопоставимости из численности управленческого персонала были исключены конструкторы и технологи в связи с различной организацией подготовки производства на средних и крупных заводах.
Значительно влияние размеров выпуска продукции на функциональные службы предприятия. Так, при увеличении выпуска продукции в 10 раз удельный вес планово-экономической службы сокращается на 2,8 пункта; службы материально-технического обеспечения — на 5,4 пункта; службы делопроизводства и хозяйственного обслуживания — на 2,3 пункта. Повышение уровня специализации производства на машиностроительном предприятии ведет к снижению удельного веса управленческого персонала в общей численности работающих. Так, в массовом или крупносерийном типе производства удельный вес управленческого персонала составляет 19,6%, при серийном — 20, при мелкосерийном или единичном — 31,6%.
Рационализация планирования хозяйственной деятельности предприятия обеспечивает сокращение объемов работ по управлению в связи с полной самостоятельностью предприятий в постприватизационном периоде и возрастание роли прогнозирования в условиях перехода к рыночным отношениям.
Упрощение документооборота существенно сокращает работы по управлению прежде всего за счет сокращения числа инстанций, оформляющих документы. Целесообразно запретить подписывать многие документы более чем двумя управленцами. Например, большие затраты труда связаны с оформлением документов по учету заработной платы. На предприятиях и стройках России ежегодно оформляется примерно 3,6 млрд нарядов на оплату труда, в каждом из которых от трех до пяти подписей. В организации документооборота нет единства далее в тех случаях, когда технологические различия производства не имеют никакого значения. Так, больничный лист на одном заводе проходит пять инстанций, на другом – три. http://www. /shpargalka-po-planirovaniyu-na-predpriyatii/677-puti-ekonomii-truda-v-upravlenii-za-schet. html
17. Техническая подготовка производства как основная часть НТП.
Подготовка проекта нового изделия и новых технологий - техническая подготовка производства - это комплекс научных, проектно-конструкторских, технологических и производственно-хозяйственных работ по созданию и освоению новых изделий и внедрению новых технологий. В системе «наука - техника - производство - потребление» техническая подготовка выполняет роль связующего звена, так как объединяет отдельные научно-исследовательские, проектно-конструкторские, опытно-экспериментальные и организационно-технические работы, в результате чего продукты науки превращаются в продукты производства.
В зависимости от отраслевой принадлежности предприятия, его масштаба, профиля производства структура и объемы технической подготовки производства могут существенно изменяться, в связи с чем изменяются продолжительность технической подготовки и объем используемых для этих целей ресурсов. Различают следующие формы технической подготовки производства:
полная форма, которая используется для организации подготовки выпуска новой или модернизируемой продукции технически сложного профиля массового и крупносерийного производства и включает полный цикл работ по системе «наука - техника - производство - потребление»;
малая форма, которая широко применяется при организации и подготовке выпуска несложной по конструкции и технологии продукции, при внедрении стандартного оборудования и проведении других организационно-технических мероприятий;
технологическая форма, которая применяется при подготовке к внедрению сложного оборудования, технологических линий, систем управления.
Четких границ между названными формами технической подготовки не существует. Все виды работ по технической подготовке производства состоят из следующих этапов:
научные исследования, проектно-конструкторские и опытно-экспериментальные работы по созданию и доводке образцов новой продукции (конструкторская подготовка);
технологическая подготовка, включая разработку технологии, проектирование размещения оборудования, производственных потоков, конструирование и изготовление специального оборудования, инструмента, оснастки, их испытание, наладку оборудования и др.; постановка продукции на производство.
Отметим, что некоторые авторы называют техническую подготовку производства научно-технологической подготовкой производства, проектно-технологической подготовкой производства и т. д., вкладывая в их содержание одинаковый смысл. Техническая подготовка производства осуществляется при выпуске новой продукции, а также перевооружении, реконструкции и расширении предприятия или его отдельных производственных участков. Таким образом, конструкторская и технологическая подготовка, а также мероприятия по постановке продукции на производство являются основой научно-технической организации производства на предприятии.
Процесс технической подготовки производства регулируется соответствующими нормами, правилами, требованиями и стандартами.
В настоящее время используется около 27 систем межотраслевой документации, оформленной в виде стандартов:
Государственная система стандартизации (ТСС);
Единая система конструкторской документации (ЕСКД);
Единая система технологической документации (ЕСТД);
Единая система технологической подготовки производства (ЕСТПП);
Государственная система обеспечения единства измерений (ГСИ);
Система стандартов безопасности труда (ССБТ);
Система разработки и постановки продукции на производство (СРПП);
Система государственных испытаний продукции (СГИП) и др.
Все вышеперечисленные стандарты в совокупности создают условия обеспечения технической подготовки производства на высоком уровне, способной гарантировать конкурентоспособность и качество выпускаемых изделий и сбыт их не только на внутреннем, но и на международном рынке.
Уровень технической подготовки производства зависит от многих факторов (технических, экономических, организационных и социальных).
К техническим факторам относятся разработка и внедрение типовых и стандартных технологических процессов, использование стандартизированных и унифицированных средств технологического оснащения.
Экономические факторы включают поэтапное опережающее финансирование работ по технической подготовке производства, предоставление льготных кредитов, создание фонда стимулирования освоения (постановки на производство) новой продукции.
К организационным факторам относятся развитие и углубление специализации производства, аттестация качества технологических процессов и средств технологического оснащения, нестандартного оборудования по результатам оценки качества опытного образца или первой промышленной партии изделий основного производства, улучшение организации вспомогательного производства.
Социальными факторами являются повышение квалификации исполнителей, механизация и автоматизация производственных и вспомогательных операций с целью улучшения условий труда, развитие социальной сферы, улучшение психологической атмосферы в коллективе.
Все этапы технической подготовки взаимосвязаны.
Этап 1. Проектирование изделия (конструкторская подготовка). Стандартные этапы проектирования изделия предусматривают проведение следующих последовательных работ:
разработка эскизного проекта;
изготовление опытного образца;
испытание опытного образца;
разработка технического проекта;
разработка рабочего проекта;
изготовление опытной партии или опытного образца изделия;
испытание изделий опытной партии;
доводка образцов по результатам испытаний;
уточнение рабочего проекта и его оформление;
передача рабочего проекта органам технологической подготовки производства.
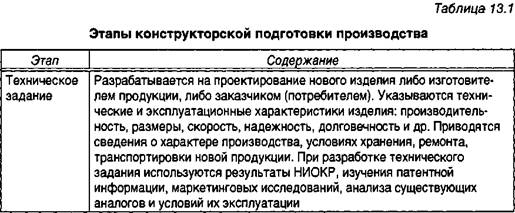
Исходным для проектирования нового изделия является техническое (проектное) задание, которое составляется заказчиком проекта или (по договору) научной либо проектной организацией. В проектном задании содержатся подробные требования к новому изделию, предусматривающие технические параметры, определяющие новизну и необходимые потребительские свойства изделий, себестоимость по элементам затрат (статьям калькуляции), экономическую эффективность по сравнению со старой заменяемой техникой, объем выпуска, основных потребителей изделия и поставщиков сырья, материалов, комплектующих изделий.
Этап 2. Проектирование технологии производства (технологическая подготовка). При освоении выпуска новой продукции проектирование технологии является продолжением этапа проектирования изделия. На этапе проектирования продукции определяется, каким должно быть новое (модернизируемое) изделие, а на этапе технологической подготовки - каким способом, с помощью каких технических средств и методов оно должно изготавливаться, а также окончательно определяются себестоимость изделия и его эффективность. Цель технологического проектирования и подготовки производства - разработка проекта технологического процесса (технологии) изготовления изделия и реализация этого проекта в конкретных условиях предприятия.
Технология производства - это методы, технические средства и система взаимосвязанных способов изготовления продукции или выполнения установленного вида работ (например, транспортировка). Технология включает весь перечень последовательных операций по превращению исходного материала в готовый продукт с указанием типа и характера оборудования, инструмента и приспособлений, которыми рабочий пользуется на каждой стадии производства.
Технологическая подготовка состоит из следующих этапов:
разработка маршрутной технологии, в которой содержится проект размещения последовательности выполнения технологических операций (от первой до последней) по маршруту прохождения узлов и деталей изделия по цехам и участкам предприятия, вплоть до получения готового изделия;
разработка типовых технологий производства, предусматривающих ограничение числа проектов и применяемых технологических операций, устанавливающих однообразие способа обработки однотипных изделий и применяемой технологической оснастки;
изготовление и наладка специального технологического оборудования, станков, технологической оснастки, необходимых для производства нового (модернизированного) изделия, - наиболее трудоемкий и дорогостоящий этап технологической подготовки на предприятиях крупносерийного и массового производства, выпускающих технологически сложную продукцию. В связи с этим в указанных отраслях переход на изготовление нового изделия, как правило, совмещается с реконструкцией и техническим перевооружением предприятий.
Результаты проектирования технологии производства оформляются специальной документацией. Во многих отраслях (в том числе машиностроении) такими документами являются технологические карты, в которых приведено полное описание технологического процесса - от поступления исходных материалов и комплектующих изделий на склад предприятия до выпуска готового изделия и передачи его в отдел сбыта продукции.
Управление проектом технической подготовки производства включает следующие этапы:
планирование разработки проекта;
контроль за выполнением плана;
корректировку плана и оперативное регулирование работ.
Исходными данными для планирования являются:
1) объем и продолжительность общего плана технического развития предприятия;
2) проектировочные нормы и нормативы для определения состава и объема проектных работ по всем этапам технической подготовки;
3) объем финансирования.
Разрабатываются как общеотраслевые, так и специальные нормативы для проектов технической подготовки производства. На основе нормативов, типовых этапов и перечня видов работ по каждому этапу составляется план-график технической подготовки производства, который последовательно устанавливает:
этапы подготовки;
исполнителей по этапам;
сроки начала и окончания каждого этапа работ.
При отсутствии проектировочных нормативов используются аналоги по выполненным инженерно-техническим и пуско-наладочным работам сходного профиля. Введение стандартов позволяет систематизировать оформление конструкторской и технологической документации в соответствии с требованиями ЕСКД и ЕСТД и обеспечить единый подход для каждого предприятия к выбору и применению методов технологической подготовки производства в соответствии с Единой системой технологической подготовки производства (ЕСТПП). http://knowledge. *****/economy/2c0a65635b2bc68b5d53ad27_0.html
18. Организация конструкторской подготовки производства, ее влияние на повышение эффективности производства.
Конструкторская подготовка производства представляет собой совокупность процессов, целью которых является подготовка предприятия к промышленному выпуску новой продукции с обеспечением заложенных при конструировании технико-экономических параметров этой продукции.
Конструкторская подготовка производства является продолжением опытноконструкторской разработки нового изделия. Данное положение справедливо однако лишь для серийного и массового производства. Что касается единичного производства, то подготовка технической документации на новую продукцию в этом случае полностью завершается на стадии опытноконструкторской разработки.
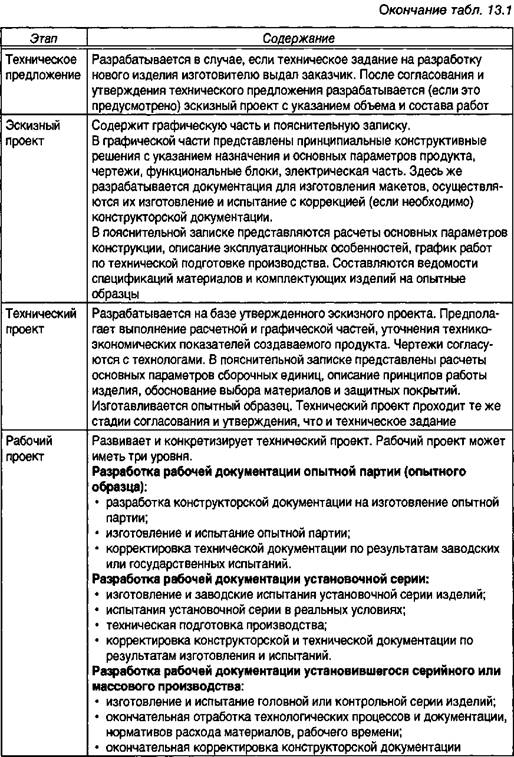
Конструкторская подготовка применительно к условиям серийного и массового производства включает в себя несколько этапов (табл. 13.1).
Достаточно громоздкий порядок конструкторской подготовки производства в массовом или крупносерийном производстве дает большой экономический эффект. За счет тщательной отработки конструкции изделия и его отдельных частей обеспечиваются максимальная технологичность в производстве, надежность и ремонтопригодность в эксплуатации.
Круг работ, выполняемых на разных стадиях, может отличаться от рассмотренного выше в зависимости от типа производства, сложности изделия, степени унификации, уровня кооперирования и ряда других факторов [27].
В процессе конструкторской подготовки производства решают две важные задачи: повышение степени унификации и стандартизации конструкции и обеспечение технологичности изделия.
Конструкторская унификация представляет собой комплекс мероприятий, направленных на устранение неоправданного многообразия типов и конструкций изделий и их составных частей. Этот процесс позволяет компоновать изделие из ограниченного количества унифицированных элементов, снижая тем самым трудоемкость конструкторских работ, их сроки и стоимость. http://*****/index51.html
19. Организация технической подготовки производства, ее влияние на повышение эффективности производства.
1. Организация научных исследований
2. Проектно-конструкторская подготовка производства
3. Технологическая подготовка производства
4. Организационно-экономическая подготовка производства
5. Направления совершенствования технической подготовки производства
http://revolution. *****/manufacture/_0.html
Все виды работ по технической подготовке производства состоят из следующих этапов:
1. Научные исследования, проектно-конструкторские и опытно-экспериментальные работы по созданию и доводке образцов новой продукции (конструкторская подготовка);
2. Проектирование изделия (конструкторская подготовка). Стандартные этапы проектирования изделия предусматривают проведение следующих последовательных работ: разработка эскизного проекта; изготовление опытного образца; испытание опытного образца; разработка технического проекта; разработка рабочего проекта; изготовление опытной партии или опытного образца изделия; испытание изделий опытной партии;
доводка образцов по результатам испытаний;
уточнение рабочего проекта и его оформление;
передача рабочего проекта органам технологической подготовки производства.
Исходным для проектирования нового изделия является техническое (проектное) задание, которое составляется заказчиком проекта или (по договору) научной либо проектной организацией. В проектном задании содержатся подробные требования к новому изделию, предусматривающие технические параметры, определяющие новизну и необходимые потребительские свойства изделий, себестоимость по элементам затрат (статьям калькуляции), экономическую эффективность по сравнению со старой заменяемой техникой, объем выпуска, основных потребителей изделия и поставщиков сырья, материалов, комплектующих изделий.
3. Технологическая подготовка, включая разработку технологии, проектирование размещения оборудования, производственных потоков, конструирование и изготовление специального оборудования, инструмента, оснастки, их испытание, наладку оборудования и др.; постановка продукции на производство.
20. Совершенствование организации основного производства, ее влияние на повышение эффективности производства.
Совершенствование организации производства – это проблема разработки системы мер, обеспечивающих наиболее эффективное сочетание процессов труда и материальных элементов производства в пространстве и во времени. Методы организации производства на предприятии все в большей мере определяют возможность эффективного использования существующей техники и технологии.
Чтобы обеспечить при имеющихся кадрах и материальных элементах производства максимальную производительность и наибольший экономический эффект, новая техника и технология должны сочетаться с наиболее рациональной организацией производства.
Важнейшими вопросами, связанными с совершенствованием организации производства и на этой основе повышения его эффективности, являются:
1) расчленение производственного процесса на частичные процессы и операции, закрепление частичных процессов и операций за определенными цехами, производственными участками и рабочими местами;
2) расположение на площадях цехов и производственных участков оборудования с соответствующей расстановкой рабочих;
3) установление определенного порядка перемещения предметов труда по фазам и операциям производственного процесса и расчеты ритма частичных процессов и производственного процесса в целом;
4) строгое соблюдение установленных технологических процессов и взаимосвязей между ними, намеченного порядка и ритма движения предметов в пространстве;
5) оперативное руководство и контроль за осуществлением производственного процесса на предприятии и в его отдельных производственных подразделениях;
Повысить эффективность производства можно при том же техническом уровне станков и механизмов и тех же технологических процессах за счет совершенствования организации производства путем выпуска изделий из унифицированных и нормализованных узлов и деталей, что создает условия для серийного и массового запуска их в производство даже при мелкосерийном и единичном типах производства.
Повысить эффективность производства можно путем расстановки оборудования по потоку движения предметов труда в производственном процессе, путем организации производственных участков по предметному принципу, что сократит межоперационные маршруты движения полуфабрикатов, деталей. Все эти и многие другие мероприятия по созданию рациональной организации производства не требуют крупных дополнительных инвестиций, но резко повышают производительность труда, сокращают производственной цикл, снижают себестоимость продукции и на этой основе обеспечивают рост прибыли и повышение рентабельности производства.
Всевозрастающее значение совершенствования организации производства заключается также и в том, что технический прогресс приводит ко все более частым сменам типов и моделей выпускаемых изделий. Модели изготовляемой продукции устаревают и меняются значительно раньше, чем изнашиваются орудия труда, нередко специально спроектированные для выпуска этих изделий. В промышленности велик удельный вес серийно изготавливаемой продукции, поэтому проблема гибкости производства является важной экономической проблемой технического прогресса. Промышленные предприятия принимают меры для сведения к минимуму потерь, возникающих при недостаточной приспособляемости производства к колебаниям и изменениям загрузки оборудования, к динамичным условиям современного технического прогресса. http://www. /shpargalka-po-planirovaniyu-na-predpriyatii/678-sovershenstvovanie-organizacii-osnovnogo. html
21. Принципы организации основного производства, их влияние на эффективность производства.
Организация основного производства предусматривает осуществление комплекса мероприятий, обеспечивающих ритмичную высокоэффективную работу производственного объединения (предприятия), проведение работ по внедрению новой техники и технологии, по всемерной интенсификации технологических процессов. Рациональная организация основного производства позволяет значительно улучшить использование действующих мощностей и основных производственных фондов, эффективно использовать трудовые и материальные ресурсы, сообщает портал http://onhf. info.
Постоянное совершенствование строительного производства, научно-технический прогресс и быстрые темпы развития отрасли, растущий уровень концентрации производства предъявляют все большие требования к организации основного производства в промышленности строительных материалов.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 |
