


Именно организация основного производства должна обеспечить рациональное сочетание элементов производственного процесса, наилучшим образом соединить труд рабочих с работой машин, механизмов и обеспечить наиболее эффективные приемы переработки сырья и материалов для получения готовой продукции высокого качества при минимальных затратах трудовых и материальных ресурсов.
Необходимо рационально, в соответствии с технологией, расставить оборудование, обеспечить его бесперебойную, высокопроизводительную работу и постоянно поддерживать заданный ритм производства.
Нужно так организовать процесс производства, чтобы слаженная работа коллектива производственного объединения, предприятия, подразделения, бригады обеспечивала максимальный выпуск продукции нужного качества при наименьших затратах.
Рациональная организация производственного процесса должна предусматривать: непрерывность изготовления продукции; пропорциональность в работе отдельных переделов и участков производства и их взаимоувязку; максимальную параллельность в работе всех переделов производства; прямоточыость движения обрабатываемых материалов и изделий, т. е. наиболее короткий путь их прохождения через все стадии процесса производства; ритмичность производства, т. е. изготовление в равные промежутки времени равного количества продукции или выполнения в равные промежутки времени одинаковых объемов работ; автоматизацию производства, т. е. управление технологическим процессом с помощью специальных устройств, обеспечивающих изменение состояния и регулирование режимов работы оборудования в установленном оптимальном режиме.
Организация основного производства начинается с организации производства на рабочем месте. Она должна строго регламентироваться соответствующими инструкциями, обеспечивать интенсификацию процесса производства и максимально возможную экономию всех ресурсов.
Каждая подотрасль промышленности строительных материалов имеет свои специфические особенности в части организации основного производства. Рассмотрим главные принципы организации основного производства в цементной и керамической промышленности. Источник: http://onhf. info
http://onhf. info/index. php? newsid=115
22. Производственный цикл, его структура и влияние на эффективность производства.
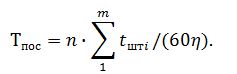
Одной из важнейших задач при построении производственного процесса во времени является достижение минимально возможной длительности производственного цикла.
Производственным циклом называется промежуток времени от момента запуска в производство изделия до момента полного его изготовления, комплектации, приемки и сдачи на склад. Длительность производственного цикла является одной из важнейших характеристик уровня организации процесса производства. Производственным циклом изготовления партии деталей считается время от поступления материала в производство до окончания изготовления деталей.
Производственный цикл изготовления любого изделия может включать:
1. Время, затрачиваемое на выполнение всех технологических операций по изготовлению изделия (технологический цикл).
2. Время на выполнение вспомогательных операций, т. е. время на транспортировку деталей и узлов, на учет и укладку продукции, на контроль качества продукции, и др.
3. Время естественных перерывов, если они предусмотрены технологическим процессом, когда процесс труда отсутствует, но предмет труда изменяется, например, остывание деталей в формах, сушка окрашенных деталей.
4. Время перерывов в протекании производственного процесса, когда труд как таковой отсутствует, но процесс производства еще не закончен. Различают регламентированные перерывы, вызванные режимом работы предприятия, и перерывы организационно-технического порядка, вызванные особенностями организации производства на данном предприятии.
Три первые составляющие производственного цикла называются рабочим периодом производственного цикла. В общем виде продолжительность производственного цикла партии деталей (Дпц) определяется по формуле:
Дпц=[(Впз+Втех)*Кпар +Вест+Ввсп+Впер]*Ккал (9.6)
где Впз — подготовительно-заключительное время, ч; Втех — время технологического цикла при последовательном виде движения предметов труда, ч; Кпар — коэффициент параллельности, т. е. отношение длительности технологического цикла при параллельном или параллельно-последовательном виде движения предметов труда к длительности последовательного вида движения; Вест — время естественных перерывов, ч; Ввсп — время вспомогательных операций, ч; Впер — время перерывов организационно-технического порядка, ч; Ккал — коэффициент календарности.
Коэффициент календарности необходим в тех случаях, когда надо определить длительность производственного цикла в календарных днях. Он представляет собой отношение числа календарных дней в течение года к числу дней работы цеха по установленному режиму в отчетном или плановом периодах.
Соотношение затрат времени на различные виды работ и перерывов в процессе производства называется структурой производственного цикла, которая определяется характером производимой продукции, особенностями технологического процесса ее изготовления, типом производства. Поэтому структура производственного цикла не одинакова на предприятиях различных отраслей.
Длительность структурных составляющих производственного цикла зависит также от факторов конструктивно-технологических и организационно-экономических.
Сложность конструкции, габариты, вес изделия предопределяют число используемых производственных процессов, их взаимосвязи, общую трудоемкость работ, а значит и длительность производственного цикла. Длительность производственного цикла зависит от оснащенности техпроцесса разнообразными видами инструментов и приспособлений, что влияет на время обработки или сборки изделия.
Организационно-экономические факторы связаны с методами движения предметов труда в производственном процессе (последовательный или параллельный), с уровнем организации рабочих мест (удобно ли рабочему осуществлять трудовые движения), с системами материального стимулирования (формами оплаты труда и показателями премирования). Организационно-экономические условия оказывают решающее влияние на продолжительность вспомогательных операций, обслуживающих процессов, а также на продолжительность различного рода перерывов в движении предметов труда.
Экономическое значение сокращения длительности производственного цикла заключается в том, что его продолжительность определяет размер незавершенного производства, стоимость которого является одной из наиболее весомых частей оборотных средств предприятия. Так, на предприятиях машиностроения, имеющих относительно длительный производственный цикл, незавершенное производство составляет 30—50% оборотных средств в запасах товарно-материальных ценностей предприятий.
Сокращение длительности производственного цикла приводит к уменьшению потребности в оборотных средствах, ибо чем больше длительность производственного цикла, тем больше оборотных средств требуется предприятию, тем длительнее период их оборота, тем на больший срок они «омертвляются» в производстве, т. е. остаются без движения.
Сокращение длительности производственного цикла ведет к уменьшению потребной площади складских помещений для хранения незавершенного производства, запасов сырья и материалов, к улучшению использования основных фондов, снижению себестоимости продукции. http://www. /shpargalka-po-planirovaniyu-na-predpriyatii/680-proizvodstvennyj-cikl-i-ego-vliyanie-na. html
23. Расчет длительности рабочего времени цикла при последовательном виде движения предметов труда в производственном процессе, его влияние на эффективность производства.
24. Расчет длительности рабочего времени цикла при параллельном виде движения предметов труда в производственном процессе, его влияние на эффективность производства.
25. Расчет длительности рабочего времени цикла при параллельном виде движения предметов труда в производственном процессе, его влияние на эффективность производства.
23, 24, 25 вопросы вместе.
В производственном процессе детали (изделия) передаются с одного рабочего места на другое, с операции на операцию; эта передача может быть осуществлена по-разному, т. е. могут быть использованы различные виды движения предметов труда. Существует три вида движения предметов труда в процессе производства: последовательное, параллельное и последовательно-параллельное (смешанное).
Последовательным видом движения называют такой способ передачи деталей (изделий), при котором обработка производится партиями, передача партии с операции на операцию происходит только после того, как все детали партии прошли обработку на предыдущей операции. При применении последовательного вида движения отдельные детали (изделия) длительное время пролеживают на каждой операции в ожидании окончания обработки всей партии.
Для определения длительности обработки партии деталей при этом способе движения можно построить график (рисунок 1). Согласно графику, длительность обработки партии при последовательном виде движения определяется так:

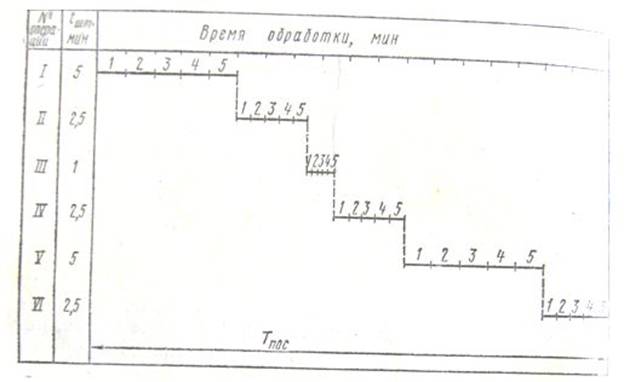
Рисунок 1 – График последовательного вида движения:
1-5 – номера деталей
С учетом коэффициента выполнения норм длительность обработки при последовательном способе движения определяется по формуле, ч:
Последовательный вид движения обычно применяется в единичном и мелкосерийном производстве.
Параллельным видом движения называется такой способ передачи деталей (изделий), при котором с операции на операцию детали (изделия) передаются поштучно или небольшими транспортными партиями. При таком способе передачи каждая деталь (или транспортная партия) после обработки передается сразу на следующую операцию до окончания обработки остальных деталей в партии. Это сокращает или полностью устраняет время пролеживания отдельных деталей, что делает длительность обработки партии самой короткой.
Длительность обработки при параллельном виде движения можно рассчитывать с помощью графика (рисунок 2). На основании графика можно определить длительность обработки партии при параллельном способе движения:
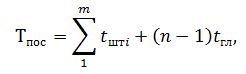
где tгл - время наиболее длительной операции.
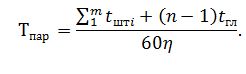
С учетом коэффициента выполнения норм длительность обработки партии рассчитывается по формуле, ч:
При сопоставлении графиков двух видов движения одной и той же партии видно, что при параллельном виде движения длительность обработки при том же технологическом процессе значительно меньше, чем при последовательном. Вместе с тем, как видно из графика (рисунок 2), работа над партией деталей (изделий) на некоторых операциях идет с перерывами. Для устранения этого недостатка на операциях с длительным временем обработки (I и V) следует поставить дополнительное оборудование или на операциях с коротким временем иметь запасы деталей, уже прошедших обработку на всех предыдущих операциях.
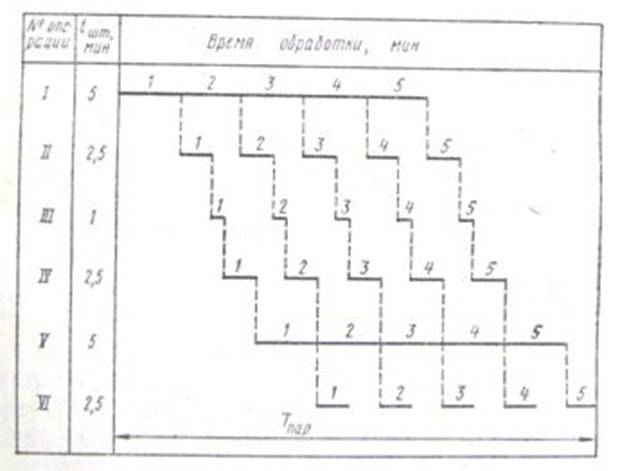
Рисунок 2 — График параллельного вида движения:
1-5 – номера деталей
Параллельный способ передачи деталей (изделий) применяется в массовом и крупносерийном производстве, ©и лежит в основе организации поточного производства.
Параллельно-последовательным (смешанным) видом движения называется такой способ передачи деталей (изделий), при котором отдельные детали в партии частично одновременно обрабатываются на двух или нескольких операциях технологического процесса и работа на всех операциях идет без перерыва. Одновременная (параллельная) обработка части партии на нескольких операциях уменьшает пролеживание отдельных деталей и приводит к сокращению длительности обработки по сравнению с последовательным способом.
Для определения длительности обработки партии при смешанном виде движения построим график (рисунок 3) для той же партии и с тем же технологическим процессом, который использовался нами при разборе последовательного и параллельного видов движения.
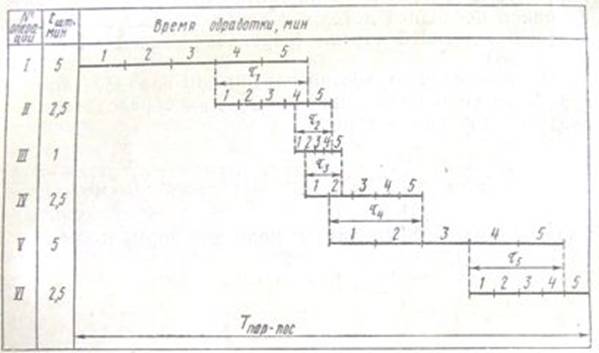
Рисунок 3 – График параллельно-последовательного вида движения:
1-5 – номера деталей; τ – время одновременной работы на смежных операциях, например τ1 – время одновременной работы на I и II операциях, τ2 – время одновременной работы на II и III операциях
При использовании параллельно-последовательного способа могут встречаться два случая сочетания операций. Первый случай, когда время обработки одной детали на последующей операции больше, чем на предыдущей, например < . В этом случае передавать первую деталь можно сразу же после ее обработки на предыдущей операции. При построении графика, при передаче деталей с короткой операции на более длительную от конца обработки первой детали следует опустить перпендикуляр и вправо от него отложить время обработки всех деталей партии (на графике см. передачу с III на IV операцию).
Второй случай, когда время обработки одной детали на последующей операции меньше, чем на предыдущей ( > ). В этом случае нельзя передавать первую Деталь на последующую операцию сразу после ее обработки на предыдущей операции, так как будет иметь место простой. Во избежание простоя надо накопить необходимый запас деталей.
Величину запаса и время, когда можно начать передачу первой детали на последующую операцию, находят так: от конца времени обработки последней детали на предыдущей операции необходимо опустить перпендикуляр, вправо от перпендикуляра отложить время обработки одной последней детали, а влево — время обработки остальных деталей партии (передача деталей с I на II операцию).
Длительность обработки партии при параллельно-последовательном виде движения определяется по следующей формуле, мин:
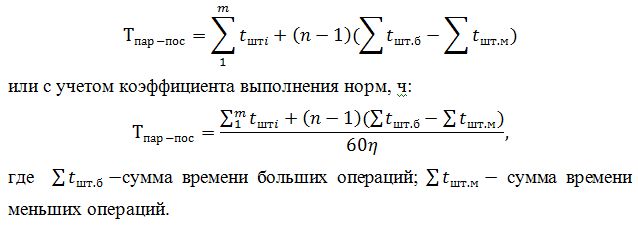
Большей считается операция, которая в технологическом процессе стоит между двумя по времени меньшими операциями. Меньшей считается такая операция, которая в технологическом процессе стоит между двумя по времени большими операциями. Если операция находится, с одной стороны, между большей по времени операцией, а с другой — между меньшей, она не будет считаться ни большей, ни меньшей.
Для определения большей и меньшей операций в начале и в конце технологического процесса условно следует поставить цифру 0.
В нашем примере используется следующий технологический процесс:
0
I операция …………….….. = 5 мин. – большая
II операция …………..…… = 2,5 мин.
III операция …….…….…… = 1 мин. – меньшая
IV операция ……………….. = 2,5 мин.
V операция …………….…. = 5 мин. – большая
VI операция ……………… = 2,52 мин
0
Операция I ( = 5 мин.) стоит между нулем и операцией II ( = 2,5 мин.), поэтому она большая. Операция II (2,5 мин.) стоит между операциями I и III ( = 5 мин.; = 1 мин.), поэтому она ни большая, ни меньшая. Операция III (1 мин.) стоит между операциями II и IV ( = 2,5 мин.; = 2,5 мин.), поэтому она меньшая.

Как видно из графиков и приведенных расчетов, наиболее короткое время обработки партии деталей при параллельном виде движения, но его применение, так же как и смешанного вида, будет эффективно только при
расположении оборудования в порядке последовательности операций технологического процесса, а также при наличии станков-дублеров на операциях с длительным временем обработки или производственных запасов на операциях с коротким временем обработки. Если эти условия невыполнимы, то применение этих видов движения нецелесообразно.
В условиях единичного и мелкосерийного производства, когда оборудование располагается по группам, а не в порядке последовательности технологического процесса, использование параллельного или параллельно-последовательного вида движения производства невозможно. http://www. *****/index. php/theory/operativnoe-planirovanie-opp/vidyi-dvizheniya-predmetov-truda-v-protse/
26. Виды перерывов в производственном процессе, их влияние на эффективность производства.
Перерывы в производственном цикле (последовательный, параллельный, смешанный)
Все виды движения предметов труда не учитывают длительности различного рода перерывов, возникающих на производстве. Перерывы можно разделить на три группы: межоперационные (внутрицикловые), межцикловые перерывы из-за некомплектности незавершенного производства, перерывы из-за задержки выполнения части вспомогательных операций и режимные перерывы. К межоперационным перерывам относятся перерывы из-за партионности и перерывы из-за серийности загрузки оборудования, так называемые перерывы ожидания.
Перерывы из-за партионности обусловлены самой природой работы партиями деталей. Каждая деталь, поступая на рабочее место в составе партии, пролеживает дважды: один раз до начала обработки, ожидая наступления очереди, другой раз — после, по окончании обработки, ожидая окончания обработки последней детали в партии. Например, начинается обработка партии деталей в количестве 100 штук на токарном станке, трудоемкость обработки детали — 5 мин. Восьмая деталь ждала начала обработки (пролеживала) в течение 35 мин (7 дет.*5 мин). После выполнения операции восьмая деталь будет ждать окончания обработки последней, сотой детали в течение 460 мин (5 мин*92 дет.).
Перерывы из-за серийности загрузки оборудования при обработке партии деталей возникают в тех случаях, когда обработка их закончена на одном рабочем месте и детали подвезены к другому рабочему месту для дальнейшей обработки. Однако это рабочее место занято в данный момент обработкой партии деталей для другого серийного изделия. Например, после обработки на токарном станке партия транспортируется на рабочее место для фрезерования. Однако фрезерный станок занят обработкой партий деталей в 200 штук для другого изделия. При этом идет обработка сотой детали и продолжительность операции — 4 мин. Подвезенная партия деталей будет пролеживать у фрезерного станка 400 мин.
Средняя величина межоперационного пролеживания определяется опытным путем и колеблется в значительных пределах. Эта величина зависит от количества операций, выполняемых на рабочем месте, т. е. от его коэффициента серийности (уровня специализации).
Перерывы из-за некомплектности незавершенного производства происходят при комплексно-узловой системе планирования, когда готовые детали, узлы пролеживают в связи с отсутствием других заготовок, деталей, входящих совместно с первыми в один комплект.
Плохая организация рабочих мест, несвоевременная подача материалов и инструмента, плохое качество технической документации или задержка в ее подготовке, недостатки ремонта — все это может привести к вынужденным перерывам, а, следовательно, к увеличению продолжительности производственного цикла. Режимные перерывы регламентированы режимом работы предприятия (перерывы на обед, между сменами, нерабочие смены, нерабочие дни). Эти перерывы будут наименьшими при непрерывной рабочей неделе. Перерывы, связанные с режимом работы предприятия, обычно учитывают путем перевода производственного цикла, рассчитанного по затратам рабочего времени, в календарное время, соблюдая при этом соразмерность всех слагаемых цикла.
Необходимо иметь в виду, что длительность производственного цикла всего изделия не является арифметической суммой времени циклов изготовления деталей и сборочных узлов, так как многие из них обрабатываются или собираются одновременно, иными словами, параллельно. http://www. /shpargalka-po-planirovaniyu-na-predpriyatii/682-pereryvy-v-proizvodstvennom-cikle-posledovatelnyj. html
27. Пути сокращения длительности производственного цикла.
Одной из актуальных задач всех служб предприятия является разработка мероприятий, связанных с сокращением длительности производственного цикла. Ее сокращают одновременно по двум направлениям: уменьшают рабочий период цикла и полностью ликвидируют или сводят к минимуму различные перерывы. Все практические мероприятия по сокращению производственного цикла вытекают из принципов построения производственного процесса, в первую очередь из принципов пропорциональности, параллельности и непрерывности.
Путями сокращения длительности производственного цикла являются научно-технический прогресс и совершенствование организации труда, производства и управления.
Технический прогресс вызывает сокращение длительности производственного процесса в результате внедрения более совершенных технологических процессов, например точного литья, позволяющего получить заготовки, по своим размерам очень близкие к готовым деталям, что снижает затем время механической обработки их; полного исключения некоторых операций или замены одних другими, более производительными, например, совмещение в одном рабочем цикле нескольких различных технологических операций; интенсификации производственных процессов, например, в металлургической промышленности широко применяются скоростные методы плавок, позволяющие сокращать время плавки на 25–30% и более.
Длительность естественных процессов значительно сокращается в результате замены их соответствующими технологическими операциями. Например, естественная сушка окрашенных деталей может быть заменена сушкой в поле токов высокой частоты со значительным ускорением этого процесса. Вместо естественного старения отливок ответственных деталей, длящегося иногда несколько суток, применяют искусственное старение в термических печах в течение нескольких часов.
Сокращение трудоемкости может быть достигнуто за счет изменения исходных материалов. Меняя материал, из которого производится заготовка, можно добиться при механической обработке экономии живого труда. Значительный эффект дает замена металлических деталей пластмассовыми, не требующими последующей механической обработки.
Сокращение подготовительно-заключительного времени достигается внедрением поточного метода организации производства, типовых и универсальных приспособлений.
Уменьшение продолжительности контроля качества выполняемых операций достигается их механизацией и автоматизацией, совмещением времени выполнения технологических и контрольных операций.
Технический прогресс находит свое выражение в повышении технологичности конструкции, которая проявляется в максимальном приближении конструкции к требованиям технологического процесса. Так, рациональная конструкция изделия является необходимым условием для параллельной сборки отдельных частей изделия, а следовательно и для сокращения продолжительности сборочных работ.
Совершенствование организации производства оказывает часто решающее влияние на длительность производственного цикла, так как величина межоперационных перерывов на предприятиях с партионным или единичным методами организации производства, как уже отмечалось, может быть в несколько раз больше длительности технологического цикла.
Совершенствование организации труда и производства находит свое конкретное выражение:
1) в рациональной планировке рабочих мест в соответствии с последовательностью технологических операций и совершенствованием организации передачи деталей с операции на операцию внутри участка, цеха;
2) в сокращении времени перерывов, вызываемых авариями оборудования, для чего необходима четкая организация планово-предупредительного ремонта оборудования;
3) в ускорении вспомогательных процессов путем широкой их механизации и автоматизации, благодаря чему не только быстрее выполняются, но и повышается надежность обслуживания основных процессов;
4) в совершенствовании работы транспортного хозяйства с целью организации равномерного обслуживания транспортом всех цехов в течение всех смен путем организации кольцевых рейсов, внедрения твердого расписания транспортных операций, применения счетно-мерной тары, весов-автоматов, внедрения конвейеров и контейнеров;
5) в организации подготовительной смены, в течение которой производится наладка оборудования, подготовка к производству материалов, инструмента, приспособлений;
6) во внедрении сменно-суточного планирования и организации работ по часовому графику;
7) в улучшении организации производства в обслуживающих и вспомогательных хозяйствах;
8) во внедрении параллельного и параллельно-последовательного способов передачи деталей в производственном процессе;
9) в определении наиболее рационального порядка запуска партии изделий в производство, что приводит к сокращению времени пролеживания деталей у рабочих мест;
10)в применении поточного метода организации производства, который характеризуется полным отсутствием межоперационного пролеживания в случае полной синхронизации производственных операций или значительным сокращением межоперационного залеживания в условиях частичной синхронизации операций, т. е. на прерывно-поточных линиях;
11)в повышении уровня специализации рабочих мест, что позволяет ликвидировать или значительно сократить время ожидания освобождения рабочих мест, занятых выполнением операций по изготовлению партий деталей другого серийного изделия, одновременно устраняются переналадки оборудования и тем самым сокращается подготовительно-заключительное время, являющееся составной частью рабочего времени цикла.
Вскрытию резервов сокращения длительности производственного цикла способствуют фотографии рабочего дня занятых в различных стадиях производственного цикла, которые позволяют определить фактическую длительность рабочего времени цикла и время перерывов, как зависящих, так и не зависящих от рабочих. Для выявления резервов сокращения производственного цикла могут быть использованы данные специальных наблюдений либо данные планово-учетной документации.
Мероприятия по сокращению длительности производственного цикла дают комплексный экономический эффект. Они создают предпосылки улучшения использования производственных мощностей, снижения удельного веса накладных расходов в себестоимости единицы продукции. http://www. /shpargalka-po-planirovaniyu-na-predpriyatii/683-puti-sokrashheniya-dlitelnosti-proizvodstvennogo. html
28. Технико-экономическая характеристика различных типов производства.
Тип производства - совокупность его организованных, технических и экономических особенностей.
Тип производства определяется следующими факторами:
- номенклатурой выпускаемых изделий;
- объемом выпуска;
- степенью постоянства номенклатуры выпускаемых изделий;
- характером загрузки рабочих мест.
В зависимости от уровня концентрации и специализации различают три типа производств:
- единичное;
- серийное;
- массовое.
По типам производства классифицируются предприятия, участки и отдельные рабочие места.
Тип производства предприятия определяется типом производства ведущего цеха, а тип производства цеха - характеристикой участка, где выполняются наиболее ответственные операции и сосредоточена основная часть производственных фондов.
Отнесение завода к тому или иному типу производства носит условный характер, поскольку на предприятии и даже в отдельных цехах может иметь место сочетание различных типов производства.
Единичное производство характеризуется широкой номенклатурой изготовляемых изделий, малым объемом их выпуска, выполнением на каждом рабочем месте весьма разнообразных операций.
В серийном производстве изготовляется относительно ограниченная номенклатура изделий (партиями). За одним рабочим местом, как правило, закреплены несколько операций.
Массовое производство характеризуется узкой номенклатурой и большим объемом выпуска изделий, непрерывно изготовляемых в течение продолжительного времени на узкоспециализированных рабочих местах.
Тип производства оказывает решающее значение на особенности организации производства, его экономические показатели, структуру себестоимости (в единичном высока доля живого труда, а в массовом - затраты на ремонтно-эксплуатационные нужды и содержание оборудования), разный уровень оснащенности.
http://*****/nepomn_economy/ch38_i. html

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 |
