

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Схемы возможного импортозамещения
контроллеров в системах АСУ ТП
компрессорных станций газопроводов
(Аналитическое исследование)
Москва 2002
ОГЛАВЛЕНИЕ
Введение_________________________________________ 3
1. Анализ действующих схем использования контроллеров в системах АСУ ТП компрессорных станций газопроводов_______ 3
1.1. Компрессорная станция газопровода, как объект автоматизации. 3
1.2. Обзор и анализ действующих контроллеров в системах АСУ ТП компрессорных станций газопроводов.____________ 12
1.3. Обзор и анализ программного обеспечения, используемого в АСУ ТП компрессорных станций газопроводов____________ 24
2. Исследование возможностей и условий замены импортных контроллеров в АСУ ТП компрессорных станций газопроводов на контроллеры отечественного производства на импортной элементной базе.____________________________________________ 24
2.1. Российский опыт импортозамещения контроллеров в АСУ ТП 27
3. Исследование возможностей и условий замены программного обеспечения АСУ ТП компрессорных станций газопроводов при использовании контроллеров отечественного производства на импортной элементной базе._____________________ 51
3.1. Российский опыт импортозамещения программных средств автоматизации._________________________________ 55
4. Исследование производственных мощностей отечественных производителей, способных участвовать в импортозамещении контроллеров и их программного обеспечения._____ 58
5. Предварительный расчет надежности и эффективности импортозамещения контроллеров в АСУ ТП компрессорных станций газопроводов.___________________________________ 61
Заключение________________________________________ 65
ПРИЛОЖЕНИЕ №1________________________________ 66
ПРИЛОЖЕНИЕ №2________________________________ 70
ПРИЛОЖЕНИЕ №3________________________________ 88
ПРИЛОЖЕНИЕ №4_______________________________ 111
Введение
Использование программируемых контроллеров и SCADA-систем известных западных фирм (Siemens, GE Fanuc, Octagon Systems, PEP, Modicon) в автоматических системах управления газоперекачивающих станций до недавнего времени было обусловлено низким уровнем контроллеров российских производителей, особенно в части характеристик надежности.
Огромные затраты на закупку импортных средств автоматизации, их освоение и гарантийное обслуживание были неизбежны.
В связи с мировыми тенденциями к унификации инженерных технологических и программных решений, к настоящему времени некоторые российские фирмы, производящие контроллеры и программные продукты, успели «подтянуть» качественные (в том числе надежность) показатели своих изделий до уровня, соответствующего требованиям мировых стандартов.
В результате сегодня появилась реальная возможность провести массовое замещение дорогостоящего западного импортного оборудования и программного обеспечения на отечественные, цены на которые, как правило, при тех же технических характеристиках, меньше в 2 -2,5 раза.
Пришло время, когда можно совершить «безболезненный» переход на современную отечественную технику автоматизации. Такой переход возможен в связи в тем, что отечественная техника в целом не уступает импортной по техническим характеристикам.
При этом в части внедрения систем автоматизации на удаленных объектах , их оперативного гарантийного обслуживания, российские фирмы перспективнее «западных», у которых основная цель - продажа оборудования.
1. Анализ действующих схем использования контроллеров в системах АСУ ТП компрессорных станций
газопроводов.
1.1. Компрессорная станция газопровода, как объект автоматизации.
Компрессорная станция (КС) - это сложный комплекс технологических объектов.
Основные объекты автоматизации:
· компрессорный цех, включая 3-10 газоперекачивающих агрегата (ГПА);
· общестанционные краны узла подключения;
· охранные краны компрессорной станции;
· система электроснабжения (ЗРУ);
· агрегаты охлаждения газа (АВО);
· установки очистки газа;
· установка подготовки импульсного газа;
· склад горюче-смазочных материалов (ГСМ).
Функциональными задачами АСУ ТП газокомпрессорных станций являются:
· управление технологическим оборудованием (магистральные и подпорные насосные агрегаты, станционные задвижки, системы вентиляции и т. д.);
· регулирование давления на входе/выходе перекачивающих систем;
· управление и контроль вспомогательных систем и вспомогательных сооружений;
· контроль и сигнализация пожара, автоматическое пожаротушение;
· отображение информации и документирование;
· прием и передача информации в систему телемеханики.
Автоматизированная система управления компрессорной станции строится как централизованная система управления с децентрализацией управления отдельными технологическими объектами на уровне Станций Локальных Технологических (СЛТ). Система состоит из следующих функциональных компонентов:
· диспетчерский комплекс;
· локальные станции технологические;
· коммуникационные средства, каналы связи и локальная вычислительная сеть.
Система обеспечивает выполнение следующих задач:
1) подача установленного объема газа в магистральный газопровод (бесперебойность и производительность);
2) поддержание требуемых параметров газа (давление, температура), подаваемого в газопровод;
3) обеспечение высокой эксплуатационной надежности КС в нормальных и аварийных ситуациях;
4) контроль и управление технологическим оборудованием;
5) сбор и передача технологической информации на верхний уровень управления и дистанционное управление отдельными технологическими системами с верхнего уровня.
Диспетчерский комплекс управления КС
На диспетчерский комплекс возлагается выполнение следующих задач:
· сбор параметров технологического процесса;
· визуальная информация и сопровождение ее звуковыми сигналами;
· привязка технологических событий к реальному времени;
· дистанционное управление охранными кранами, пуском и остановом агрегатов;
· ведение баз данных;
· сбор данных по учету газо - и энергопотребления;
· подготовка справочных и учетных документов;
· ведение и обслуживание архива ретроспективных данных о ходе процесса;
· печать сводок и рапортов;
· выполнение расчетов объемной производительности агрегатов, удаленности от зоны помпажа и оптимизационных расчетов.
Состав диспетчерского комплекса:
· пульт диспетчера (ДП);
· пульт инженера (ИП).
ДП является автоматизированным рабочим местом (АРМ) диспетчера компрессорного цеха компрессорной станции. Он содержит комплекс технических средств, в который входят:
- три ПЭВМ специального исполнения, используемые в качестве рабочих мест диспетчера;
- микро-ЭВМ промышленного исполнения, используемая в качестве коммуникационного сервера, который обеспечивает связь с СЛТ;
- коммуникационные устройства:
· многоканальные разделители интерфейса; |
· модемы и преобразователи интерфейса;
· концентратор локальной сети Ethernet-HUB;
· коммутационная панель
- источники бесперебойного питания (ИБП).
СЛТ - станция локальная технологическая
СЛТ обеспечивает выполнение задач сбора и предварительной обработки данных, логического управления, передачу данных на ДП, а также прием командных сообщений от ДП и управление исполнительными механизмами.
СЛТ выполняются на базе универсальных программируемых контроллеров, размещаемых в типовых конструктивах - шкафах. В одном шкафу может быть размещено до шести контроллеров.
Контроллер реализован как проектно-компонуемый программно-технический комплекс, позволяющий создавать простые (одноуровневые) и сложные (многоуровневые) системы автоматизации.
Проектная компоновка контроллера состоит в создании базы данных объекта автоматизации на основе описания таблицы подключения входных и выходных сигналов, составляемой при пpoектировании системы автоматизации технологического процесса.
Таблица подключения является основой для выбора состава модулей связи с объектом автоматизации, их числа и компонент Контроллера.
Алгоритмы контроля и управления технологического процесса служат основой для программного обеспечения (ПО) контроллера в конкретной выбранной компоновке. ПО создается с помощью Системы прикладного Технологического Программирования (СПТП).
Программное обеспечение (ПО) системы автоматизации
Специальное ПО строится на основе комплекса программных средств диспетчерского управления и обработки данных. Комплекс построен на основе единых принципов и технологий MS WINDOWS с использованием возможностей средств Открытой архитектуры (WOSA) и пользовательских интерфейсов WINDOWS.
Комплекс представляет собой взаимоувязанный набор приложений и библиотек WINDOWS, обеспечивающий решение круга задач диспетчерского управления и информационного обслуживания.
Приложения, входящие в комплекс, могут размещаться на одной ЭВМ или быть распределены в сети компьютеров. Приложения могут выполняться в среде операционных систем семейства Windows.
Компоненты комплекса ПО функционируют на ЭВМ архитектуры IBM PC.
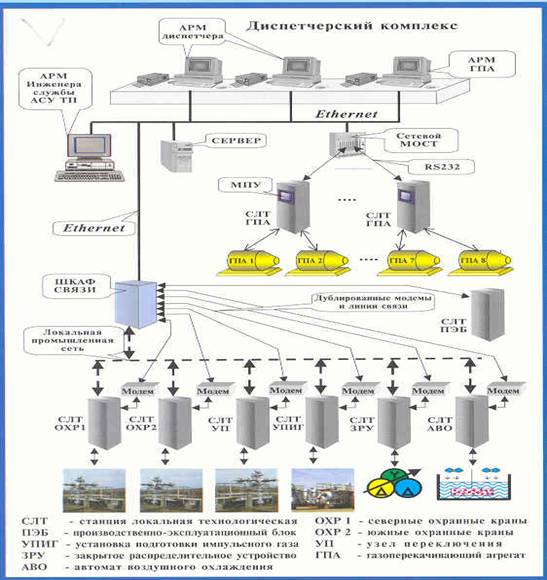
Рис. №1
Газоперекачивающий агрегат (ГПА), повышающий давление газа путем его сжатия, является основным элементом магистральных газопроводов. Он состоит из центробежного компрессора и двигателя (газотурбинного или электроприводного от 4 до 25 МВт), который приводит его во вращение.
Для обеспечения нужной степени сжатия и объемной производительности в компрессорном цехе обычно работают сразу несколько ГПА (от 3-х до 10-ти) на общую нагрузку.
Система автоматизированного управления (САУ) ГПА предназначена для автоматизации функций контроля и управления электроприводными газоперекачивающими агрегатами компрессорных станций.
Непосредственными объектами контроля и управления ГПА являются подсистемы:
· нагнетатель с приводным электродвигателем и редуктором;
· крановая обвязка;
· электропитание двигателя.
САУ ГПА спроектирована на современных принципах и программно-технических средствах диспетчерского управления, включающих:
· программную систему контроля и управления SCADA;
· АРМ оператора;
· программируемые логические контроллеры - ПЛК.
САУ ГПА обеспечивает выполнение функций контроля и управления в следующих основных режимах работы ГПА:
ГПА остановлен - пуск ГПА - работа - нормальный останов - аварийный останов - экстренный останов – опробование.
САУ ГПА реализует следующие функции
· автоматическое управление пуском и остановом ГПА;
· автоматическая защита ГПА;
· оперативное отображение на дисплеях АРМ основных параметров процесса, а также аварийных и предупредительных сообщений;
· создание, обработка и хранение массивов оперативной и ретроспективной информации;
· взаимодействие оператора с САУ ГПА средствами человеко-машинного интерфейса;
· взаимосвязь со смежными подсистемами;
· проверка исправности и правильности функционирования основных узлов и механизмов, а также системы в целом (опробование) после проведения ремонтных работ или в ходе проведения регламентных мероприятий;
· выполнение вспомогательных действий, таких как:
· инициализация САУ ГПА;
· корректировка баз данных при изменениях в конфигурации системы и/или в структурах слайдов;
· самодиагностика САУ ГПА;
· резервирование функций контроля и аварийной защиты.
Верхний уровень САУ работает под управлением операционной системы Windows. Прикладное программное обеспечение разрабатывается на базе отечественной SCADA-системы TraceMode.
Система выполняет две основные задачи:
· сбор данных о контролируемом технологическом процессе;
· управление технологическим процессом на основе собранных данных и критериев, выполнение которых обеспечивает наибольшую эффективность и безотказность.
SCADA-система:
1) Основана на распределенной общей модели объектов - DCOM, лежащей в основе Windows.
2) Поддерживает языки визуального программирования, соответствующие международным стандартам I ЕС-1131/3.
3) Имеет открытый коммуникационный интерфейс - поэтому легко настраивается на любые контроллеры, как отечественного, так и зарубежного производства.
4) Позволяет создавать резервированные многоуровневые АСУ ТП масштаба предприятия на базе ведущих сетевых ОС с обменом по протоколу NetBios, NetBEUI, IPX/SPX, TCP/IP.
Подсистема виброконтроля ГПА
Входит в состав САУ ГПА и использует алгоритмы анализа изменений виброакустических сигналов, возникающих на поверхности оборудования при одновременном контроле технологических параметров установок: температуры, давления, расхода и т. д., что позволяет выявлять и идентифицировать аномалии в работе двигателя, компрессора ГПА и их составных частей на ранней стадии их развития, еще до того момента времени, когда произойдут необратимые изменения. Внедрение такой системы повышает безопасность работы оборудования ГПА, позволяет персоналу своевременно проводить регламентные работы, прогнозировать остаточный ресурс оборудования.
Блок спецзащит (БСЗ)
САУ ГПА имеет в своем составе микропроцессорный блок специальных защит электродвигателя. БСЗ отслеживает и частично архивирует основные параметры работы приводного электродвигателя, обеспечивая возможность просмотра на встроенном дисплее текущих параметров двигателя, запоминание статистики эксплуатации (количество пусков и отключений, количество срабатываний защит и т. д.), запоминание с последующим отображением информации о развитии трех последних аварийных остановов. БСЗ может передавать накопленную информацию в общую систему управления через стыки RS-232 или RS-485.
ВС БСЗ обеспечивает:
1. Опережающее отключение электродвигателя при потере устойчивости (асинхронный режим с возбуждением) при аварийных возмущениях в питающей сети (функция опережающего отключения).
2. Отключение электродвигателя при возникновении несимметрии тока фаз статора (повреждение или обрыв фаз питающей сети).
3. Защиту приводного электродвигателя от колебаний нагрузки на валу при помпаже агрегата.
Основой системы автоматического управления (САУ) для компрессорных станций (КС) является семейство программируемых контроллеров, объединенных в промышленную сеть.
Важнейшими из многочисленных функций, которые они выполняют, являются:
· управление режимом работы ГПА;
· автоматическое управление исполнительными механизмами и кранами газовой обвязки ГПА по заданным алгоритмам;
· антипомпажное регулирование и антипомпажная защита ГПА при параллельно - последовательном подключении, автоматизированный съем помпажных характеристик;
· управление агрегатами двигателя; представление на экране мнемосхем агрегата с указанием значений измеряемых параметров и состояний исполнительных механизмов, отображением аварийной и предупредительной сигнализации;
· непрерывная самодиагностика оборудования САУ;
· обеспечение функций пожаробезопасности и контроля загазованности в защищаемых объектах.
Программное обеспечение САУ ГПА
Информационные функции в САУ ГПА обеспечивают выполнение широкого набора задач, необходимых для управления объектом, в том числе:
· формирование и передачу информации в систему отображения, регистрации и хранения;
· представление на экране измеренных значений технологических параметров, в том числе и в графической форме, с отображением значений установок аварийной и предупредительной сигнализации;
· представление на экране вычисленных значений результатов косвенных измерений;
· представление на экране мнемосхем агрегата с указанием значений измеренных параметров и состояний исполнительных механизмов;
· автоматическое обнаружение, отображение и звуковая сигнализация отклонений технологических параметров от аварийных и предупредительных значений;
· представление информации о невыполненных предпусковых условиях;
· представление информации об основных режимах работы агрегата.
При создании АРМа сменного инженера (СИ) используются персональные компьютеры платформы IBM в связи с простотой их приобретения, наличием у заказчиков специалистов, знакомых с системным программным обеспечением.
Пульт оператора обладает высокой отказоустойчивостью. Кроме того, он многотерминален в связи с тем, что на одном экране невозможно представить наглядно всю информацию по цеху. Кроме того, время от времени возникает необходимость использовать это АРМом у инженера КИПиА, начальника цеха.
Обычно ставятся несколько резервируемых компьютеров.
В состав АРМа включают также индикаторные панели с кнопками основных функций, заведенными на физические входы технологических контроллеров на случай общего отказа сети, связывающей контроллеры с АРМом.
Системы автоматического управления (САУ) газоперекачивающими агрегатами (ГПА), компрессорными цехами (КЦ) и другими технологическими объектами компрессорной станции строятся на единых аппаратно-программных средствах.

Рис. №2
1.2. Обзор и анализ действующих контроллеров в системах АСУ ТП компрессорных станций газопроводов.
В настоящее время системы управления газоперекачивающими агрегатами (ГПА), компрессорными цехами (КЦ) и компрессорными станциями (КС) укомплектованы следующими импортными контроллерами:
- Контроллеры GE Fanuc Automation (серии 90-30,90-70, Versa Max)
Имеют коммутационные процессоры для связи по сетям Ethernet и Genius. Программный пакет - (Scada - система) - Cimplicity Software.
Имеют сертификат Госстандарта РФ № 000 от 11.07.98г. и использовались в САУ ГПА на основе газовых турбин, имеющих мощность до 10 МВт.
САУ ГПА на базе GE - Fanuc 90-70 прошли межведомственные испытания и рекомендованы к применению. Выпускаются САУ ГПА и системы централизованного контроля и управления компрессорным цехом для «Газпрома» и «Укргазпрома».
- Контроллеры Series 3 Plus, Series 4 и Series 5, выпускаемые фирмой ССС (Компрессор Контроллер Корпорейшн – США)
Реализуют специальные функции регулирования за счет наличия запатентованных алгоритмов, позволяющих компенсировать отрицательное взаимовлияние между контурами, контролирующими давление и расход. Имеются высокоскоростные каналы цифровой последовательной связи для обмена информацией, по которым реализуются алгоритмы координации работы всей системы и передаются сигналы компенсирующих связей между контурами регулирования.
Контроллеры, помимо противопомпажного регулирования компрессоров, осуществляют логическое управление целой группой турбоагрегатов, образующих сложную, многоагрегатную параллельно - последовательную сеть. Предоставляется возможность автоматизированного многократного пуска и останова агрегатов.
ПТК Series 3 Plus представляет собой блочные конструкции с постоянным составом компонентов с фиксированным функциональным наполнением, постоянным набором входных/выходных сигналов для каждого типа блоков.
ПТК Series 4 выполнены как модульные, проектно-компонуемые конструкции, имеющие гибкие, перепрограммируемые функциональные возможности, переменный состав модулей, варьируемое число и различные виды входных/выходных сигналов.
ПТК Series 5 представляет собой интегрированное семейство модульных информационных и управляющих программируемых устройств. Этот комплекс является продолжением и дальнейшим развитием линии систем автоматического управления и регулирования, начиная с Series 3+ и Series 4. ПТК Series 5 отличается использованием самой современной надежной элементной базы, оригинальными передовыми решениями в части компоновки, расширенными функциональными возможностями, повышенной скоростью информационного обмена и выдачи решений, усовершенствованным интерфейсом оператора. Программное обеспечение Series 5, реализующее алгоритмы управления и регулирования, полностью отвечает нормам и требованиям Стандарта IEC 1131-3.
Одной из важнейших функций систем регулирования является функция прямого цифрового регулирования частоты вращения турбоагрегата. С этой целью фирмой разработаны сервоприводы с прямым цифровым управлением, которые используются для перемещения топливных клапанов газовых турбин и органов парораспределения паротурбинных установок.
Системы автоматического управления и противопомпажного регулирования турбоагрегатов фирмы ССС введены в эксплуатацию на многих объектах «Газпрома», наиболее крупные из них:
- КС «Павловка» «Самаратрансгаз» РАО ГАЗПРОМ, 1994 г.:
· 8 агрегатов типа ГТК-10
· суммарная мощность агрегатов 80,000 кВТ.
- КС «Сызрань» «Самаратрансгаз» РАО ГАЗПРОМ, 1994 г.:
· 22 агрегата типа ГТК-10 и ГПА-Ц-16
· суммарная мощность агрегатов 276,000 кВТ.
- КС «Вуктыл» «Севергазпром» РАО ГАЗПРОМ, 1994 г.:
· 8 агрегатов типа ГТК-10-4
· суммарная мощность агрегатов 80,000 кВТ.
- КС «Острогожская» «Мострансгаз» РАО ГАЗПРОМ, 1993/94 г. г.:
· 12 агрегатов типа ГТ-750-6
· 1 агрегат типа Дон-2
· суммарная мощность агрегатов 78,000 кВТ.
- КС «Курская» «Мострансгаз» РАО ГАЗПРОМ, 1994 г.:
· 3 агрегата типа ГТ-750-6
· 5 агрегатов типа ГПА-Ц-16
· суммарная мощность агрегатов 155,000 кВТ.
- КС «Ныдинская» «Тюментрансгаз» РАО ГАЗПРОМ 1995 г.:
· 5 агрегатов типа ГПА-Ц-16
· суммарная мощность агрегатов 96,000 кВТ.
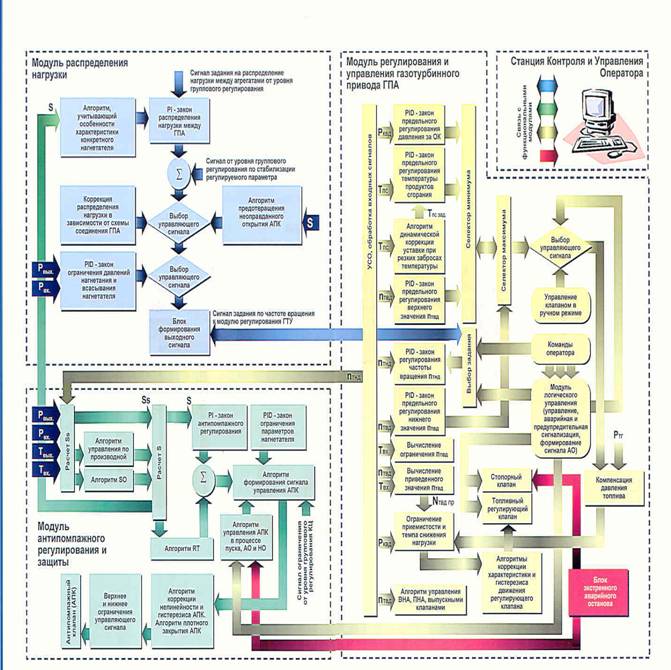
Рис. №3
Известна разработка и программно-технического комплекса (ПТК) цеховой системы контроля и управления технологическим оборудованием газоперекачивающих компрессорных станций «Поток».
ПТК «Поток» использует исключительно дорогостоящие импортные контроллеры и программное обеспечение:
· промышленные контроллеры серий VME-9000, IUC-9000, SMART I/O производства фирмы PEP Modular Computers GmBH (Германия) на базе семейства процессоров 68К фирмы Motorola в конструктивах международного стандарта «Евромеханика» (IEC297);
· модули объектного ввода/вывода ModPack фирмы PEP;
· специализированные монтажные шкафы фирмы RITTAL (Германия);
· встроенные операционные системы реального времени OS-9;
· программный комплекс отображения технологической информации InTouch фирмы Wonderware (США);
· систему программирования логических контроллеров Isa-GRAF.
ПТК «Поток» проходит опытную эксплуатацию в составе системы контроля и управления компрессорной станции «Несвиж» магистрального газопровода ЯМАЛ-ЕВРОПА (г. Несвиж, Белоруссия).
Осуществляется внедрение ПТК «Поток» на других компрессорных станциях газопровода ЯМАЛ-ЕВРОПА.
ПТК «Поток» является многоуровневой иерархической территориально - распределенной системой управления основным и вспомогательным технологическим оборудованием газоперекачивающих компрессорных станций и выполняет следующие функции:
· сбор и обработка информации о состоянии объектов управления и текущих значений параметров;
· телеуправление исполнительными органами объектов;
· регулирование газоперекачивающих агрегатов;
· обмен оперативной технологической информацией с верхними уровнями управления (рабочее место сменного инженера, диспетчерский пункт компрессорной станции);
· отображение состояния крановой обвязки на светодиодных мнемосхемах;
· тестирование и диагностика каналов связи и оборудования;
· обеспечение экстренного аварийного останова технологического оборудования с резервного пульта управления;
· ведение архивов и сохранение аварийных трендов на сменном носителе;
· обеспечение требований взрывоопасности и полное резервирование всех элементов особо ответственных узлов.
Взаимодействие программируемых контроллеров, обеспечивающих управление основным и вспомогательным технологическим оборудованием, агрегатной автоматикой, запорной арматурой, осуществляется по промышленной сети PROFIBUS (DIN 19245, EN50 170). В состав ПТК «Поток» входят:
· контроллер узла подключения, обеспечивающий выполнение функций по управлению;
· контроллер АВО газа;
· контроллер общецеховых кранов и замеров;
· контроллер ПЭБ;
· контроллер автоматики артскважин;
· контроллер автоматики водоснабжения;
· контроллер автоматики котельной;
· контроллер автоматики склада ГСН;
· контроллер автоматики склада метанола;
· контроллер автоматики площадки КОС;
· АРМ сменного инженера;
· пульт экстренного аварийного останова при возникновении аварийной ситуации;
· коммуникационный сервер для передачи данных между локальными контроллерами и общецеховой сетью Ethernet.
ПТК «Поток» (рис. 4-5) является типовым решением для проекта САУ газоперекачивающей станции с использованием лучших достижений западных производителей (поставщиков).
Рис. №4

Рис. №5
Российские разработчики систем управления и регулирования газоперекачивающих станций в последнее время все чаще используют в своих проектах контроллеры SIMATIC фирмы Сименс.
Эта известная фирма поставляет целый ряд контроллеров, различных по своим характеристикам и предполагаемому назначению.
Семейство контроллеров SIMATIC S7-200
Эти контроллеры позволяют создавать как автономные системы управления, так и системы, работающие в общей информационной сети.
Область применения простирается от простейших задач автоматизации, для решения которых в прошлом использовались простые реле и контакторы, до задач комплексной автоматизации, для которых в прошлом из соображений экономии необходимо было разрабатывать специальные электронные модули.
Основные характеристики семейства контроллеров SIMATIC S7-200 приведены в табл.№1:
Таблица №1
Наименование | Характеристики | Цены евро (Германия) |
Процессоры CPU - 222 | 2 К слов, 8DI-DC, 6DO-DC | 221 |
Процессоры CPU - 224 | 4 К слов, 14DI-DC, 10DO-DC | 303 |
Процессоры CPU – 226 XM | 8 К слов, 24DI-DC, 16DO-DC | 612 |
Модуль цифровых входов ЕМ-221 | 8DI – 24VDC (230V AC) | 145 |
Модуль цифровых входов/выходов ЕМ-223 | 8DО – 24VDC, 16DO-24VDC, 0,75А | 272 |
Модуль цифровых выходов ЕМ-222 | 8DI – 24VDC (230V AC, 0,5А) | 165 |
Модуль аналоговых входов ЕМ231 | 4AI +/-10VDC, 12bit | 175 |
Модуль аналоговых выходов ЕМ232 | 2AO, 12bit | 190 |
Модуль аналоговых входов/выходов ЕМ235 | 4AI, 1AO, +/-10VDC, 12bit | 231 |
Модуль PROFIBUS-DP Slave | 9,6КВ – 12 МВ | 221 |
Модуль AS-i Master | AS-Interface | 275 |
Все CPU поддерживают алгоритмы ПИД-регулирования. Программируемые контроллеры SIMATIC S7-200 имеют сертификат Госстандарта России № РОСС DE. ME20.B00818 на соответствие требованиям стандартов ГОСТ Р и ГОСТ .
Большими возможностями при построении децентрализованных систем управления обладают контроллеры семейства SIMATIC S7-300.
Наличие в семействе шести различных по мощности центральных процессорных устройств и широкого спектра специализированных модулей с разнообразными функциональными возможностями позволяют выбрать именно те компоненты, которые в наибольшей степени удовлетворят требованиям задач автоматизации газоперекачивающих станций.
Модульная структура контроллеров SIMATIC S7-300 обеспечивает возможность последующего наращивания и модернизации системы управления путем добавления дополнительных модулей.
Семейство контроллеров SIMATIC S7-300 обеспечивает возможность эксплуатации без принудительного охлаждения.
В рамках семейства предлагаются ЦПУ с различными мощностными характеристиками:
CPU-313 – для автоматизации установок с повышенными требованиями к объему программы управления;
CPU-314 IFM – компактный центральный процессорный модуль со встроенными входами и выходами для автоматизации процессов, предъявляющих высокие требования к объему программы управления и скорости ее обработки.
CPU-315 – для решения сложных задач автоматизации с большим объемом программы управления и для построения систем управления с децентрализованной структурой на базе PROFIBUS.
Основные характеристики контроллеров семейства SIMATIC S7-300 приведены в табл.№2
Таблица №2
Наименование | Характеристики | Цены евро (Германия) |
CPU-313 | Программная память 12Кб. DI/DO встроенные 10/6. Расширение 8 модулей/1 ряд | 336 |
CPU-314 | Программная память 32Кб. DI/DO 20/16. AI/AO 4/1. Расширение 32 модуля/4 ряда | 808 |
CPU-315 | Программная память 64Кб. DI/DO max 1024. AI/AO max 128. Расширение 32 модуля/4 ряда PROFIBUS DP | 1273 |
Цифровой вход SM321 | 32хDC 24B | 282 |
Цифровой вход SM321 | 16xAC 230B | 255 |
Цифровой выход SM322 | 32хDC 24B, 0,5A | 391 |
Цифровой выход SM322 | 16xAC 230B, 0,5A | 298 |
Цифровой вход/выход SM323 | 16xDC24B/16xDC24B, 0,5A | 366 |
Аналоговый вход SM331 | 8 х I. U.(15 бит) | 506 |
Аналоговый выход SM332 | 4 х I. U.(15 бит) | 557 |
Аналоговый вход/выход SM3314 | 4 х I. U.(8 бит)/ 2 х I. U.(8 бит) | 332 |
Коммуникационный прцессор | СР 342-2 для AS-i | 495 |
Коммуникационный прцессор | CP 342-5 для PROFIBUS-DP | 690 |
Программируемые логические контроллеры высшего класса представлены семейством SIMATIC S7-400

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 |
