

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 620.197.6:691.175
В. Д. БАЛАНЧУК, канд. техн. наук, ст. науч. сотр., СГУПС
ПОРОШКОВЫЕ ПОЛИМЕРНЫЕ ПОКРЫТИЯ ДЛЯ ЗАЩИТЫ ОТ КОРРОЗИИ АРМАТУРЫ ЖЕЛЕЗОБЕТОНА (ТЕХНОЛОГИЯ, СОСТАВЫ, СВОЙСТВА)
В статье приведён обзор исследований, выполненных с участием автора в Сибирском государственном университете путей сообщения (НИИЖТе) по защите арматуры железобетона и стальных металлоизделий от коррозии порошковыми полимерными покрытиями в период с 1981 г. по настоящее время. Приведены физико-механические свойства разработанных покрытий, составы, выдерживающие кратковременный нагрев с целью термонатяжения арматуры и автоклавную обработку бетона, повышающие сцепление покрытой арматуры с бетоном, описаны технологические схемы, показаны преимущества, особенности и экологическая целесообразность получения покрытий из порошков полимеров. Показано также, что покрытия стойки в среде бетона, не разрушаются при укладке и виброуплотнении бетонной смеси, при передаче нагрузки на бетон, не нарушают сцепление арматуры периодического профиля с бетоном при длительно приложенной нагрузке. Долговечность покрытий под защитным слоем бетона 20 мм в особо агрессивной среде достигает 52 лет (по результатам измерения полного электрического сопротивления покрытий ёмкостно-омическим методом).
Исследования, проведённые в Сибирском государственном университете путей сообщения (НИИЖТе) с участием автора совместно с НИИЖБом Госстроя СССР ещё в 80-х годах, показали, что среди существующих защитных обмазок и покрытий арматуры наиболее эффективны полимерные покрытия [1, 2, 3]. Представляет интерес их автоматизированное нанесение на арматуру, что может обеспечить порошковая технология.
Преимущества порошковой технологии полимерных покрытий
перед традиционной, основанной на использовании жидких
лакокрасочных составов
Тысячелетиями человечество пользовалось жидкими красками. Жидкое состояние считалось естественно необходимым для тонкослойного распределения плёнкообразователя на покрываемой поверхности. Получение покрытий из порошков-полимеров – относительно новое направление в технологии неметаллических покрытий, которое впервые было реализовано в ряде европейских стран немецкой фирмой «Кнапсак - Грисхайм» в 1952 году «вихревым» способом. В настоящее время «порошковые краски» находят всё более широкое применение, и это не случайно. При получении покрытий из жидких лакокрасочных составов к концу технологического цикла выбросы паров растворителей в атмосферу достигают 100%, то есть растворитель полностью испаряется, загрязняя окружающую среду. В воздухе его пары образуют взрывоопасные смеси. Попадая в организм человека через дыхательный аппарат, токсические вещества, содержащиеся в растворителях, накапливаются в жизненно важных органах, вызывая профессиональные заболевания и злокачественные образования. Возникает резонный вопрос к технологам: «Господа! Что же это у Вас за технология такая, когда 100% материала улетучивается в атмосферу? А нельзя ли изменить её, чтобы не загрязнять окружающую среду?»
Оказывается можно. Коэффициент использования материалов при получении покрытий из порошков полимеров составляет 0,96...0,98 (в порошках -100% твёрдых частиц). Энергия, требуемая для поджигания воздушно - порошковой смеси, в 30-50 раз выше, чем для смеси воздуха и растворителя [4]. При термообработке порошковых композитов, как правило, выделяется не более 1% летучего вещества, большую часть которого составляет влага. Кроме того, сокращается технологический цикл получения покрытий, упрощается процесс приготовления композиций, неограниченно возрастает их жизнеспособность и транспортабельность, появляется возможность полной автоматизации технологических процессов и внедрения высокоэффективного оборудования для нанесения покрытий, значительно расширяется ассортимент пленкообразующих веществ за счёт использования ряда нерастворимых, в том числе и кристаллических полимеров с повышенной химической стойкостью и механической прочностью (полиолефины, полиамиды, поливинилхлориды, пентапласты, полифениленсульфиды и пр.), так как полностью исключается применение органических растворителей и других жидких компонентов.
Основное достоинство композиционных полимерных материалов при эксплуатации заключается в том, что они имеют прочностные свойства, близкие к металлу, обладая значительно более высокой химической стойкостью. Путём специального подбора состава возможно изменять свойства материала в широких пределах.
Особенностью порошковой технологии полимерных покрытий является отсутствие стандартного оборудования и технологической оснастки.
Технологический процесс получения покрытий из полимерных
порошков
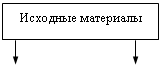
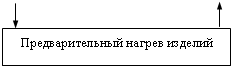
Технологический процесс получения покрытий из порошков полимеров включает: подготовку поверхности изделий, приготовление порошковых композиций, нанесение составов, термообработку композита, охлаждение изделий и контроль качества покрытий (рис. 1.). С целью повышения качества покрытий и скорости их нанесения применяют предварительный нагрев изделий перед нанесением составов [1].
1. Подготовка поверхности изделий перед нанесением составов является одним из важнейших условий повышения срока службы покрытия. Установлено, что даже плохой состав, нанесённый на хорошо подготовленную по-
|
|
|
|
|
 |
 |
Рис. 1. Технологическая схема получения покрытий из порошков полимеров:
ЗПТО - зона предварительной технологической обработки; ЗОТО - зона основной технологической обработки; ЗТДиК - зона технологической дообработки
и контроля
верхность, служит лучше, чем хороший на некачественно подготовленной поверхности. Цель подготовки поверхности - очистка от загрязнений и создание развитой структуры, активной по отношению к применяемому полимерному материалу. В зависимости от характера и степени загрязнения изделия используют: механические, физические, химические, физико-химические, термические и другие методы очистки поверхности металла, например, в строительстве иногда применяют грунтование прокорродировавшей поверхности различными преобразователями ржавчины, обеспечивающими одновременную очистку и подготовку поверхности. Однако химическое травление несущей арматуры, особенно её высокопрочных видов, исключается из-за возможного изменения структуры стали [1] во избежание обрыва арматурных элементов и разрушения конструкций. Проведённые исследования показали, что предпочтительны механические способы очистки и термическое оксидирование [3, 5].
2. Приготовление порошковых композиций заключается в сушке и просеивании порошка для устранения посторонних примесей, а также с целью устранения комкования и агрегации частиц. Сушка необходима для удаления влаги, так как все порошковые полимерные составы гигроскопичны. Оптимальная температура сушки 50...60 0С. Порошки сушат в специальных сушильных шкафах с вытяжкой за счёт естественной циркуляции воздуха. Время их сушки до постоянной массы составляет 6...8 часов. При несоответствии гранулометрического состава порошки дополнительно измельчают в шаровых мельницах (до 36 часов). Продолжительность хранения порошковых полимерных композиций по сравнению с лакокрасочными составами на жидких плёнкообразующих веществах велика и может составлять несколько лет.
3. Предварительный нагрев изделий и термообработка композита осуществляется в печах или на специальных термических установках (рис. 2).
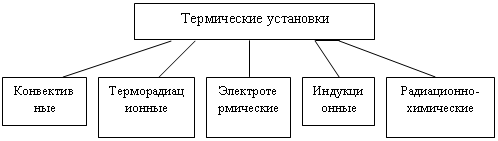
Рис. 2. Классификация термических установок по способу передачи энергии
По виду потребляемой энергии их подразделяют на электрические, газовые, паровые, водяные, а по конструктивному исполнению - на тупиковые, проходные, непрерывного и периодического действия. Для арматуры железобетона предпочтительны электротермические и газовые установки. Основное требование к нагревательным устройствам - обеспечение стабильности заданной температуры, так как полимерные композиты весьма чувствительны к перегреву [6, 1].
Предварительный нагрев изделий перед нанесением составов желателен всегда, за исключением некоторых отдельных случаев, например, при необходимости получать тонкие и равнотолщинные покрытия. Чтобы обеспечить максимальную скорость плёнкообразования без образования газовых включений, температура изделия и скорость нанесения порошка должны обеспечивать свободное удаление продуктов физико-химических процессов без термодеструкции в покрытии. Максимальная температура предварительного нагрева изделия ТLmax зависит от скорости нанесения состава [6]  ,
,
где δ - толщина покрытия, τ - время нанесения. При этом обычно используют зависимость :
 (1)
(1)
Коэффициенты а3, а4 зависят от материала покрытия и определяются экспериментально. Термообработка заключается в выдержке композита при определённой температуре и времени, необходимом для завершения физико-химических процессов формирования покрытия с комплексом необходимых свойств (для термореактивных материалов). Степень завершённости реакции плёнкообразования (отношение числа прореагировавших групп к максимальному числу групп для конкретной химической реакции)
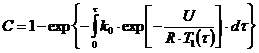 (2)
(2)
к концу процесса термообработки должна быть в пределах 0,6...0,8.
4. Нанесение порошковых составов существенно отличается от нанесения жидких красок и требует специальных технологических приёмов и оборудования [1, 3]. Классификация способов нанесения порошков представлена на рис. 3. Для металлических изделий предпочтительны электростатические способы, где транспортировка порошка осуществляется за счёт электростатических сил. Определённый интерес представляют трибоэлектростатические распылители, в которых порошок заряжается путём трения о стенки каналов распылителя, которые конструктивно выполняются таким образом, чтобы получить максимальный эффект зарядки (а. с. № 000). Такие распылители не требуют высоковольтных источников питания и позволяют получить эффект электростатического рассеивания и равномерного осаждения порошка на металлические изделия. Для устранения агрегации частиц (комкования порошков) предложен новый способ (а. с. № 000), позволяющий полностью автоматизировать процесс нанесения покрытий на арматурные стержни. Для нанесения порошков на арматурные сетки и каркасы предложена установка с замкнутым циклом напыления [5].
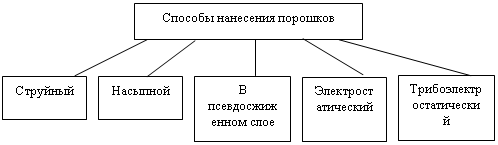
Рис. З. Классификация способов нанесения порошков
5. Охлаждение изделий. При охлаждении изделий заканчивается процесс формирования структуры покрытия. Эта технологическая операция является весьма важной, несмотря на то, что обычно её производят в естественных условиях (на открытом воздухе), не придавая ей существенного значения. Остаточные (внутренние) напряжения в полимерной плёнке покрытия существенно зависят от применяемых материалов, их композиционного состава и от скорости охлаждения изделия. По мнению автора, нахождение статистических характеристик напряжений в покрытии при его охлаждении возможно на основе классической теории тонких упругих оболочек, если предположить, что изделие подвергается тепловым воздействиям со стохастическими условиями теплообмена, а распределение температуры по толщине - линейно (аналогично гипотезе Кирхгофа - Лява). Решение строится на основе метода канонических разложений, однако сложность в том, что интегралы, входящие в формулы, определяются только численными методами.
6. Контроль качества покрытий является заключительной технологической операцией и выполняется в соответствии с требованиями государственных стандартов. При этом проверяется сплошность (лакокрасочным дефектоскопом), цвет (при перегреве цвет изменяется), измеряется толщина покрытия (толщиномером) и состояние его поверхности (визуально). При обнаружении дефектов их устраняют [1].
Порошковые полимерные составы, режимы термообработки композитов и свойства покрытий
В последние годы в России и за её рубежами наибольшее распространение получают композиции на основе эпоксиолигомеров, отличающиеся технологичностью в сочетании с высокими физико-химическими и декоративными свойствами. Для термостойких покрытий перспективно применение полифениленсульфида, отличающегося исключительной химической стойкостью и высокой термостойкостью. Путём специального подбора составов получены покрытия различного назначения, стойкие в агрессивных средах, при повышенной температуре, в атмосферных условиях при воздействии солнечной радиации, антифрикционные и абразивоустойчивые.
Разработаны составы для защиты от коррозии арматуры железобетона, повышающие (на 15-20% по сравнению с непокрытой арматурой) сцепление арматуры с бетоном и выдерживающие режим автоклавной обработки [5], (табл. 1), выдерживающие электротермическое натяжение арматуры [6], (табл. 2), стойкие в щелочной среде бетона не только в условиях возможной коррозии арматуры под напряжением, но при воздействии блуждающих токов и токов утечки, что весьма актуально в транспортном строительстве, особенно для фундаментов и опор контактной сети [7, 8].
Таблица 1
Наименование компонентов | Количество в % на 100% сырья |
Смола эпоксидная Э-49 П Фенолформальдегидная смола Дициандиамид Поливинилбутираль Уротропин Известь-пушенка Углерод технический Поливинилбутиловый эфир | 61,45 2,19 2,0 11,5 0,5 20,0 1,64 0,72 |
Таблица 2
Состав ПФС-П для защиты термонапрягаемой арматуры
Наименование компонентов | Количество в % на 100% сырья |
1. Смола полифениленсульфидная ПфС-Л 2. Сурик железный 3. Канифоль сосновая | 69,5 30,0 0,5 |
Режимы термообработки композитов приведены в табл. 3, а основные физико-механические свойства получаемых покрытий представлены в табл. 4.
Контроль сплошности (табл. 5) показал, что на технологических стадиях и при эксплуатации (около 4-х лет в бетоне, в особо агрессивной среде) нарушений сплошности покрытий арматуры не происходит.
Таблица 3
Режимы термообработки композитов
Материал | Температура, °С | Время термообработки, мин. | |
предварительный нагрев | формирование покрытий | ||
П-ЭП-А | 240-260 | 200-220 | 15-30 |
ПФС-П | 350-370 | 350-370 | 10-20 |
П-ЭП-534 | 230-250 | 200-230 | 15-30 |
Таблица 4
Основные физико-механические свойства покрытий для защиты от коррозии арматуры железобетона
Показатели свойств покрытий | ПФС-П | П-ЭП-534 | П-ЭП-А | ||||||
M | s | P | M | s | P | M | s | P | |
1. Адгезионная прочность, МПа | 19,4 | 3,2 | 96 | 22,0 | 3,9 | 97 | 21,3 | 3,5 | 95 |
2. Толщина покрытий, обеспечивающая их 100% сплошность, мкм | 120 | 16 | 96 | 90 | 13 | 96 | 125 | 15 | 97 |
3. Прочность пленки покрытия при ударе, кг/см | 16,0 | 2,9 | 95 | 24,4 | 3,7 | 97 | 16,0 | 3,4 | 96 |
4. Предел прочности при растяжении, МПа | 59,1 | 4,3 | 97 | 56,0 | 4,5 | 96 | 55,4 | 5,1 | 96 |
5. Относительное удлинение, % | 4,9 | 0,6 | 96 | 5,8 | 0,5 | 95 | 5,4 | 0,6 | 96 |
6. Остаточные напряжения, МПа | 3,5 | 1,1 | 96 | 2,2 | 1,0 | 98 | 3,1 | 0,9 | 94 |
*Примечание. Образцы 1 испытаны через 24 часа после термообработки покрытий;
М - средние значения показателей свойств покрытий; σ - средняя квадратичная погрешность; Р - вероятность попадания истинного значения в доверительный интервал 2 σ, %.
При выдёргивании покрытой арматуры из бетонных призм разрушение адгезионной связи происходит на границе покрытие-бетон. В 90% случаев происходит локальное нарушение сплошности в местах непосредственного контакта частиц крупного заполнителя с покрытой арматурой ввиду концентрации в этих местах напряжений. Покрытия не ухудшают сцепление арматуры с бетоном [9].
Эксплуатационная долговечность покрытий арматуры (табл. 6) под защитным слоем бетона 20 мм достигает 52 лет (по результатам прогнозной оценки в особо агрессивной среде золобетона, затворённого 3% раствором НС1 [10] с ожидаемой вероятностью надёжности покрытий W = 0,96...0,98 [11]).
Таблица 5
Результаты контроля сплошности покрытий
Время и режимы проверки сплошности | Сплошность покрытий, % | ||
ПФС-П | П-ЭП-А | П-ЭП-534 | |
1 .При растяжении арматуры напряжением σ02/ σ | 100/97 | 100/91 | 100/94 |
2. При изгибе арматуры в холодном состоя- нии на оправке 5d арм. стержня, под углом 450. | 100 | 100 | 100 |
3. При образовании в бетоне трещин: - морозостойкость (200 циклов); - трещиностойкость(0,8 мм) | 100 100 | 100 100 | 100 100 |
4. При выдёргивании арматуры из бетонных призм | 90 | 90 | 90 |
5. После 4 лет выдержки в бетоне под рабочим напряжением (400 МПа) | 100 | 100 | 100 |
6. После термонатяжения арматуры | 100 | - | - |
7. После укладки и виброуплотнения бетонной смеси | 100 | 100 | 100 |
8. После пропаривания и передачи нагрузки на бетон | 100 | 100 | 100 |
9. После автоклавной обработки бетона | - | 100 | - |
Таблица 6
Эксплуатационная долговечность покрытий
Материал покрытий | Эксплуатационная долговечность покрытий под защитным слоем бетона толщиной 5...10 мм, год | Эксплуатационная долговечность покрытий под защитным слоем бетона толщиной 20 мм, год |
1. П-ЭП-А | 25,0 | 42,1 |
2. П-ЭП-534 | 30,5 | 48,5 |
4. ПФС-П | 35,3 | 51,8 |
Заключение
По результатам проведенных исследований изготовлены опытные партии железобетонных изделий (стеновые панели, опоры ЛЭП и контактной сети), разработаны задания на проектирование технологических линий по нанесению порошковых покрытий на арматуру, наружную и внутреннюю поверхности стальных труб, листов и металлоизделий сложной конфигурации. При строительстве Новосибирского метрополитена на металлическом метромосту через реку Обь для устранения токов утечки на мост покрыто и установлено 67000 комплектов рельсовых скреплений упрощенной конструкции по сравнению с проектной, что по заключению экспертной комиссии Всероссийского НИИ железнодорожного транспорта (ВНИИЖТ) надёжно защищает метро-мост от коррозионных разрушений, сократило в три раза номенклатуру деталей рельсового скрепления. Созданы участки в гг. Новосибирске, Орле, Бара-новичах, Москве. Срок окупаемости дополнительных затрат на создание участков не превышает 10...12 месяцев. Совместно с НИИЖБом разработаны и опубликованы «Технологические рекомендации по защите арматуры железобетона от коррозии порошковыми полимерными покрытиями» [1].
Список литературы
1. , , и др. Технологические рекомендации по защите арматуры железобетона от коррозии порошковыми полимерными покрытиями //Изд. тип. НИИЖТ.- Новосибирск, 19с.
2. , Дубенчак от коррозии арматуры железобетона в транспортном строительстве //Материалы, технология, организация строительства. Новосибирск. 1996. - С. 50-51.
3. Баланчук технологии полимерных композиции для защиты от коррозии арматуры железобетона и стальных металлоизделий //Долговечность и защита конструкции от коррозии. Строительство, реконструкция. НИИЖБ - М.: 1999.-
С. 9
4. Баланчук безопасность порошковой технологии полимерных покрытий //Материалы региональной научно-практической конференции «Транссиб-99». Новосибирск: СГУПС, 1999. - С. 81-85.
5. В., , Дубенчак арматуры железобетона от коррозии в ячеистых автоклавных бетонах //Теория и практика противокоррозионной защиты в отраслях народного хозяйства Молдавии». Кишинёв, 1984. - С 142-143.
6. Баланчук полимерные покрытия для зашиты от коррозии арматуры железобетона и стальных металлоизделий //Труды НГАСУ. - Вып. № 1(4), т.2 - Новосибирск: НГАСУ, 1999. - С. 58-67.
7. , , Дубенчак арматуры в бетонах с добавкой хлоридов //Транспортное строительство, 1986. - №.4. - С. 36.
8. Баланчук технология и полимерные составы для защиты от коррозии транспортных строительных конструкции и сооружений // Материалы региональной научно-практической конференции «Транссиб-99». Новосибирск: СГУПС, 1999. - С. 353-356.
9. Баланчук полимерных покрытий арматуры на её поведение в бетоне // Материалы региональной научно-практической конференции «Транссиб-99». Новосибирск: СГУПС, 1999. - С. 426-430.
10. Баданчук долговечность железобетонных изделий с полимерными покрытиями арматуры //Материалы региональной научно-практической конференции «Транссиб-99». Новосибирск: СГУПС, 1999 - С. 422-425.
11. Баланчук надёжности полимерных покрытий арматуры железобетона // Материалы региональной научно-практической конференции «Транссиб-99». Новосибирск: СГУПС, 1999. - С. 292-295.
Материал поступил в редакцию 15.12.99.
V. D. BALANCHIJK
POWDER POLYMER COATINGS FOR rust PROTECTION OF STEEL REINFORCEMENT (technology, COMPOSITIONS, PROPERTIES)
The paper presents the results of investigations on protection of reinforcement and steel specialties by usage of powder polymer coatings. Investigations have been carried out by the uthor of ales paper Siberian state transport University since 1981. Advantages and ecological advisability of coatings made of powder polymer are shown in the paper.
