

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Министерство образования и науки Российской Федерации
Федеральное агентство по образованию
Саратовский государственный технический университет
ТЕХНОЛОГИЯ ШВЕЙНЫХ ИЗДЕЛИЙ.
ЧАСТЬ I
Методические указания
к выполнению лабораторных работ
для студентов специальностей
«Технология швейных изделий» и
«Конструирование швейных изделий»
Одобрено
редакционно-издательским советом
Саратовского государственного
технического университета
Саратов 2006
Лабораторная работа 1
Начальная обработка основных деталей верхней одежды
Цель работы: изучение этапов начальной обработки основных деталей верхней одежды и их особенностей в зависимости от назначения изделия и вида обрабатываемого материала.
Содержание работы
1. Изучение начального этапа заготовки основных деталей одежды:
1.1 дублирование основных деталей:
а) полочек;
б) спинок;
в) рукавов;
1.2 обработка вытачек;
1.3 обработка срезов;
1.4 соединение частей основных деталей.
2. Выполнение начального этапа заготовки полочек мужского пиджака и женского жакета.
3. Разработка последовательности заготовки полочек мужского пиджака и женского жакета.
Основные сведения
1. К основным деталям верхней одежды относятся полочки, спинки, рукава. Начальная стадия обработки этих деталей состоит из 4 основных этапов: дублирование деталей; обработка вытачек; обработка срезов; соединение частей основных деталей.
1.1. Для дублирования изделий используют различные конструкции деталей прокладок, материалы, способы соединения прокладок и т. д.
Соединение основных деталей одежды с термоклеевыми прокладками по всей поверхности или ее части называется фронтальным дублированием.
Дублирование основных деталей изделия прокладками производят до стачивания вытачек, притачивания отрезных боковых частей полочек, обработки карманов и других соединительных швов.
В массовом производстве наиболее целесообразным является выполнение операций дублирования всех деталей в раскройном цехе.
Фронтальное дублирование осуществляется на прессах 334 «Макпи» (Италия). Дублирующие прессы снабжаются программаторами для обеспечения режимов дублирования: температуры нагрева, давления прессования и скорости движения ленты (продолжительности дублирования). Поверхность подушек пресса должна быть защищена лакотканью или пленкой фторопласта 4Д для устранения прилипания сдублированных деталей к подушкам пресса.
На нижнюю подушку пресса (или на выдвижную раму) укладывают детали из основной ткани изнаночной стороной вверх. Прокладку укладывают клеевой стороной вниз на изнаночную сторону этих деталей. Срезы деталей прокладок должны отстоять от срезов деталей из основной ткани на 3-7 мм и входить в швы соединения деталей не менее чем на 1-2 мм. Сдублированные детали складывают в пачку, не перегибая и не связывая ее до полного охлаждения деталей.
Применение фронтального дублирования при изготовлении швейных изделий из ворсовых материалов, тканей с водоотталкивающей пропиткой силиконами, плащевых материалов имеет особенности. Рекомендуемые режимы обработки таких материалов представлены в табл. 1.1 [1].
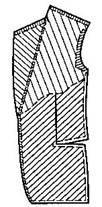
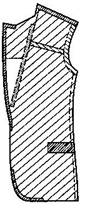
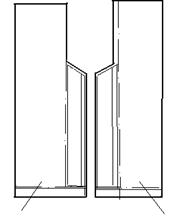
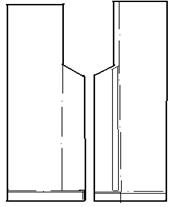
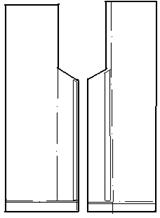
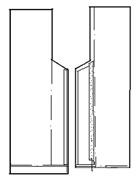
а) В зависимости от вида и конструкции изделия клеевые прокладки полочек могут быть однослойные и многослойные. Однослойные прокладки применяют в женской и детской верхней одежде. Многослойные прокладки различных конструкций, состоящие из основного слоя и дополнительных накладок, применяют в мужских пальто и костюмах (рис. 1.1) [2,3]. Отрезные бочки полочек дублируют частично. 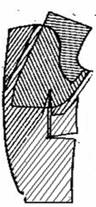
а б в г


д е ж з
Рис. 1.1. Варианты дублирования полочек мужского пиджака
Таблица 1.1
Технологические параметры дублирование различных материалов
Вид материала | Вид ТКПМ (артикул) | Параметры дублирования | Примечания | |||
Тем-пература Т,°С | Дав-ление Р, МПа | Вре-мя, t, с | Увлаж-нение W,% | |||
Бархат | Трикотажное по-лотно (основовя-заное с проло-женной уточной нитью), типа арт. 1152/2VR2 ф. «Хеннике-Хен-зель» или лавсано-вискозный мате-риал арт. 86040-1 | 160- 170 | 0,025-0,02 | 14-17 | 0 | Время пропари-вания 2-3 с; вре-мя вакуум- отсоса 5-7 с. |
Вельвет | То же | 170-175 | 0,04-0,045 | 18-20 | 0 | Время пропари-вания 3-4 с; вре-мя вакуум-отсоса 5-10 с. ТКПМ арт. 86040-1 вы-краивается по ут-ку. |
Плащевые материалы с водоот-талкиваю-щей сили-коновой пропиткой | Нетканый прок-ладочный матери-ал, арт. SLB-33BP ф. «Куртольдз», Великобритания (со специальным клеевым покры-тием, устойчивым к стирке при Т=40°С и хим-чистке) арт. SNB-50EP ф. «Куртольдз» | 160-170 155-165 | 0,04-0,05 0,03-0,05 | 15-20 13-17 | 0 0 | Время пропари-вания 2-3 с. Для тканей с усадкой >>2% допуска-ется перед дуб-лированием про-водить допол-нительную тер-мообработку при рекомендован-ных режимах |
Плащевые материалы типа арт. Т-525 и Н-7220 | Лавсановискозный прокладочный материал арт. 86040-1 | 140-150 | 0,03-0,035 | 10-12 | 0 | Время пропари-вания 2-3 с; вре-мя вакуум-отсоса 4-5 с. Нить осно-вы прокладочно-го материала сов-падает с нитью основы основно-го материала |
Примечание: температура дублирования и вид ТКПМ выбираются в зависимости от теплостойкости основного материала.
Для уменьшения многослойности пакета одежды, снижения расхода материалов, упрощения технологии обработки и повышения производительности труда при дублировании полочек мужской верхней одежды рекомендуется использовать термоклеевые прокладочные многозональные материалы.
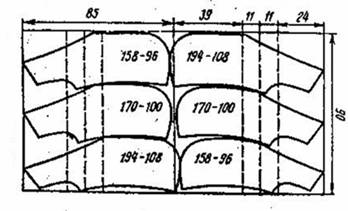
При раскрое многозональных прокладочных тканей, шаблоны прокладок укладывают в соответствии со схемами, представленными на рис. 1.2 [4].


а б
Рис. 1.2. Схемы раскладки многозональных прокладок полочек мужского пиджака: а – по длине; б – по ширине
В зависимости от свойств многозональной прокладочной ткани и материала верха прокладка может выкраиваться с лацканом или без него. Если прокладка в лацкан отрезная, то ее выкраивают из мягкой зоны. В раскладке предусматривают укладывание шаблонов деталей полочек, нижнего воротника, лацканов полочек или подбортов, среза горловины спинки, боковых частей полочек, долевиков (рис. 1.2 б).
В зависимости от конструкции одежды и применяемых материалов прокладку располагают по всей поверхности детали или отдельных ее участках.
Фронтальному дублированию не подлежат швейные изделия из тканей, имеющих сильную подворсовку с изнаночной стороны. При дублировании деталей одежды из таких материалов прокладка приклеивается к ворсу и клей не проникает в переплетение ткани верха. При последующей внутрипроцессной влажно-тепловой обработке ворс поднимается, в результате чего происходит частичное отслоение клеевой прокладки от ткани верха, что отрицательно влияет на внешний вид швейного изделия. Для придания формоустойчивости деталям в этом случае применяют каркасный пакет прокладок, не имеющий клеевого соединения с материалом верха изделия.
Существенным недостатком традиционного способа фронтального дублирования является то, что операции дублирования и формования полочек выполняются последовательно: вначале проводится дублирование полочек на прессах с плоскими подушками, а затем формование с помощью объемных подушек. Такой способ не только трудоемок, но и отрицательно влияет на процесс формования. Сдублированные полочки обладают меньшей формовочной способностью вследствие уменьшения подвижности структуры ткани, происходящей в результате соединения клеевой прокладки с полочкой. Весьма перспективным для решения этих задач является разработанный способ виброформования [2].
При методе виброформования к обрабатываемой детали прикладывается нагрузка многократного действия в виде вибрации на жесткой оболочке вибропресса. Разработанный метод обработки деталей одежды обеспечивает свободное перемещение слоев пакета при формовании с последующим закреплением полученной формы. Вначале материалы пакета подвергаются виброформованию без пара в течение 4-6 с. Введение пара способствует максимальному повышению формо-устойчивости пакетов. Время пропаривания составляет 8-13 с.
На нижнюю подушку вибропресса укладывают деталь (полочку) из основного материала изнаночной стороной вверх, далее укладывают клеевую прокладку клеевым покрытием вниз, на нее укладывают дополнительные прокладки, включают привод вибрационного устройства, осуществляющего формование. Образующийся в процессе формования зазор между подушками способствует полному прилеганию тканей пакета по всей поверхности подушки благодаря изменению угла между нитями, без изменения длины самих нитей, так как каждый слой пакета вследствие наличия зазора самостоятельно принимает объемную форму. По окончании вибрации полученную форму закрепляют путем поджатия подушек.
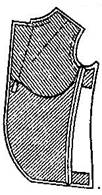
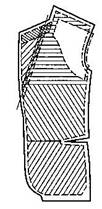
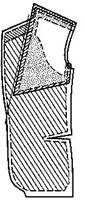
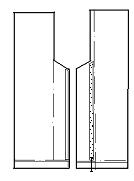
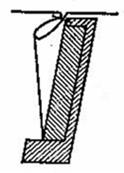
б) Спинки дублируют в области горловины, пройм, припуска на обработку низа (рис. 1.3). Обработка спинок со шлицей имеет свои особенности в зависимости от конструкции изделия (шлица в шве, шлица-разрез) и вида применяемых материалов. Прокладывание кромки и прокладки в шлицы способствует предохранению краев от растяжения и повышению их устойчивости. |
Рис. 1.3. Соединение ТКПМ со спинкой |
Обработку шлицы начинают с нанесения линий разметки. На верхней половинке спинки проводят линию среднего шва и края шлицы, а на нижней – линию перегиба края [5].
Особенности обработки шлиц отражены в табл. 1.2.
Таблица 1.2
Обработка шлицы
№ п\п | Вид изделия и обрабатывае-мого материала | Схематичное изображение | Примечания |
1 | 2 | 3 | 4 |
1 | Мужской пиджак, мужское пальто из шерстяной ткани |
нижняя часть верхняя часть | Припуски на обработку шлицы верхней и нижней части дублируют ТКПМ и прокладывают кромки по краю нижней части и линии перегиба верхней части шлицы. |
2 | Мужское пальто из полушерстяной ткани. Женское пальто, жакет |
| Верхняя часть обрабатывается с прокладкой и кромкой. Нижняя – только с кромкой. |
3 | Изделия из тканей с большим содержанием синтетических волокон, а также из х/б тканей |
| Верхняя часть обрабатывается только с кромкой, а нижняя – без прокладки и без кромки. |

Окончание табл. 1.2
1 | 2 | 3 | 4 |
4 | Изделия из хлопчатобумажных (х/б) тканей, натуральной и искусственной кожи замши |
| Верхняя и нижняя части обрабатываются только с кромками |
5 | Изделия плащевого ассортимента |
| Клеевая кромка или прокладочный материал настрачивается на припуск шлицы клеем вверх для последующего закрепления (вспушивания) края |
Примечание: плащевые х/б и прорезиненные ткани, материалы, дублированные поролоном, стеганые полотна обрабатывают без прокладок и кромок.
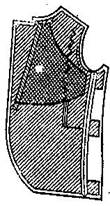
в) Для предохранения низа рукавов от растяжения и повышения прочности припуск на обработку низа рукава дублируют с ТКПМ. Нить основы прокладки совпадает с нитью основы основного материала. Окат рукава дублируют только в том случае, если обрабатываемая ткань рыхлая, разряженной структуры (рис. 1.4). |
Рис. 1.4. Соединение ТКПМ с рукавами |

1.2. Вытачки бывают разрезные и неразрезные.
Разрезные вытачки стачивают от верхнего среза детали швом 7 мм, сводя ширину на нет, на расстоянии 1-1,5 см ниже разреза, подкладывая в конце вытачки отрезки шерстяных или хлопчатобумажных (х/б) тканей (рис.1.5 а). Вытачки разутюживают.
В изделиях из материалов, дублированных поролоном, искусственным мехом, искусственных замши и кожи и т. д. вытачки могут быть стачаны накладным швом с закрытым срезом (рис. 1.5 б), а в изделиях из натураль-ной кожи и замши – накладным швом с открытыми срезами (рис. 1.5 в).

а б в г д
Рис. 1.5. Обработка вытачек
Неразрезные вытачки предварительно размечают с изнанки линией сгиба и линией стачивания, отрезок ткани прокладывают по всей длине шва (рис. 1.5 г). В изделиях без подкладки, а также из плащевых материа-лов, прорезиненных и с пленочным покрытием, из материалов, дубли-рованных поролоном, искусственным мехом, стеганых полотен, нату-ральной и искусственной кожи и замши вытачки стачивают без полосок ткани. Швы неразрезных вытачек в зависимости от модели заутюживают или разутюживают (рис. 1.5 д) [2].
1.3. Обработка срезов основных деталей состоит в предохранении их от растяжения и осыпания в процессе изготовления и эксплуатации швейных изделий.
Для предохранения срезов от растяжения и сохранения формы конструктивных линий по криволинейным срезам (проймы, горловины, плечевым) прокладывают клеевую или притачивают неклеевую кромку или полоски х/б ткани, выкроенные по форме соответствующих срезов. Технические условия прокладывания кромок (полосок ткани) зависят от свойств применяемых материалов. Кромку не прокладывают по краям деталей в изделиях из материалов малой растяжимости.
Для предохранения срезов от осыпания в изделиях с отлетной подкладкой или без нее срезы обметывают, окантовывают или высекают зубцами, в изделиях из синтетических материалов – оплавляют при раскрое. В изделиях с отлетной подкладкой (женское пальто, плащи) обрабатывают только те срезы, которые находятся ниже линии талии (не менее 50 см от низа).
1.4. Основные детали могут состоять из одной или нескольких частей, которые в зависимости от модели и материала могут быть соединены стачным, настрочным, накладным или другими швами. Если в швах обработаны карманы, то детали карманов предварительно притачиваются по надсечкам. Подкладка карманов стачивается одновременно со швами.
2. Выполнение начального этапа заготовки полочек мужского пиджака и женского жакета.
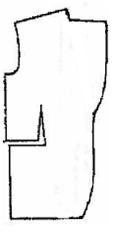
Полочка мужского пиджака дублируется последовательно много-слойной прокладкой. Детали кроя прокладки представлены на рис. 1.6. Сначала полочки фронтально дублируют с основным слоем термоклеевой прокладки. Затем обрабатывают разрезную вытачку, сверху укладывают дополнительную накладку на грудь клеевым покрытием вниз и соединяют с полочкой. Далее плечевую накладку соединяют с полочкой и прокладывают клеевую кромку по линии перегиба лацкана. Отрезной бочок дублируется частично: в верхней, нижней частях и в месте расположения кармана. Полочка (средняя и боковая части) женского жакета дублируется однослойной прокладкой.



![]()
![]()
![]()
![]()
![]()
![]()
а б в г д е
Рис. 1.6. Детали кроя многослойной прокладки полочки мужского пиджака
и прокладок отрезного бочка: а – основной слой прокладки полочки; б – дополни-тельная накладка на грудь; в – плечевая накладка; г – прокладка в верхнюю часть
отрезного бочка; д – прокладка в месторасположение кармана; е – прокладка при - пуска на обработку низа отрезного бочка
После дублирования на полочке мужского пиджака обрабатывается разрезная вытачка на выпуклость груди. Клеевая кромка прокладывается по линии перегиба лацкана и по входу в карман. Выполняется формование полочек, которое в массовом производстве выполняют на прессах с вогнутыми или выпуклыми подушками, а в индивидуальном – утюгом на специальной колодке.
В изделиях из толстых тканей ВТО каждой полочки выполняют отдельно, из тонких тканей; полочки складывают лицевыми сторонами внутрь, уравнивают срезы и выполняют ВТО последовательно с двух сторон.
Приемы выполнения ВТО полочек (рис. 1.7)
а) Полочки кладут на колодку лацканом к работающему, совмещая центр выпуклости груди на полочке с центром овала колодки так, чтобы с одной стороны на овальном краю колодки находилось примерно 1/3 плечевого среза (от горловины), а на другом – борт на уровне линии талии или первой бортовой петли (рис. 1.7 а). Полочки увлажняют и образовав-шуюся на лацканах слабину сутюживают. Величина сутюживания зависит от конструкции изделия.
б) Полочки кладут на колодку бортом к работающему, располагая их параллельно основанию колодки (рис.1.7 б). Борт увлажняют и проутю-живают от лацкана до низа. Имеющуюся слабину сутюживают.
в) Полочки кладут на колодку плечевым срезом к работающему, совмещая центр выпуклости груди на полочке с центром овала колодки так, чтобы весь плечевой срез полочки, весь срез горловины и верхняя часть лацкана располагались на колодке (рис. 1.7 в). Полочки увлажняют, образовавшуюся слабину на линии горловины сутюживают, а слабину, возникшую от плечевого среза полочки, сутюживают по направлению к центру выпуклости груди.
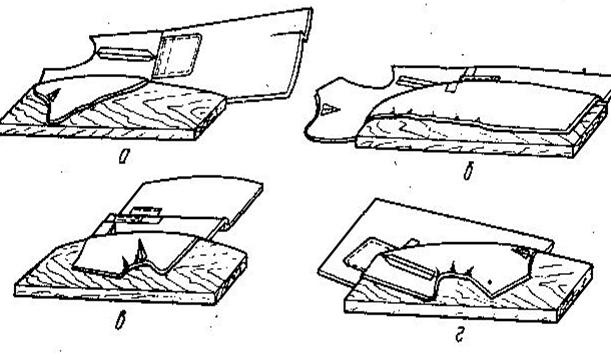
Рис. 1.7. Влажно-тепловая обработка полочек: а-г – приемы
г) Полочки кладут на колодку линией проймы к работающему, совмещая центр выпуклости груди на полочке с центром овала колодки. При этом линия проймы и весь плечевой срез полочки должны находиться на колодке, а на овальном краю колодки с одной стороны должен лежать боковой срез около линии талии, а с другой – срез горловины около точки уступа лацкана (рис. 1.7 г). Полочку увлажняют и образовавшуюся по срезу проймы слабину сутюживают.
д) Полочки кладут на колодку нижней частью к работающему, совмещая центр выпуклости груди на полочке с центром овала колодки, и проутюживают участок полочки под грудью. Слабину, возникшую у передней вытачки, сутюживают по направлению к центру выпуклости груди. Затем проутюживают выпуклость на полочке, приподнимая при этом срезы полочек [6].
Задание. Последовательность заготовки полочек мужского пиджака и женского жакета составляется для массового производства с использованием справочной литературы [1,3,4,7] и представляется в табличной форме (табл. 1.3).
Таблица 1.3
Справочник технологических операций начальной обработки полочек мужского пиджака и женского жакета
№ п/п | Наименование технологических операций | Специа-льность | Разряд | Затраты времени, с | Оборудование, приспособления, инструменты |
1 | 2 | 3 | 4 | 5 | 6 |
Контрольные вопросы

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 |
