
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Лабораторная работа 4
ОБРАБОТКА ЗАГОТОВОК НА ФРЕЗЕРНЫХ СТАНКАХ
ЦЕЛИ работы
1. Изучение студентами дисциплины «Технология конструкционных материалов», раздел «Обработка металлов резанием».
2. Изучение принцип работы и основных узлов универсально-фрезерных станков.
3. Получение знаний по основам технологии обработки заготовок резанием: ознакомление с основными видами фрез и операциями обработки заготовок на фрезерных станках.
4. Получение практических навыков настройки станка на заданный режим резания.
5. Получение практических навыков настройки универсальной делительной головки.
РЕШАЕМЫЕ ЗАДАЧИ
При выполнении лабораторной работы студенты должны решить следующие задачи:
1. Обработать различные поверхности на универсальном фрезерном станке с применением соответствующего режущего инструмента и специальной технологической оснастки.
2. Формирование практических навыков работы с нормативно-справочной литературой.
СРЕДСТВА ДЛЯ ПРОВЕДЕНИЯ РАБОТЫ
1. Фрезерный станок и комплект фрез.
2. Универсальная делительная головка.
3. Заготовка.
4. Исходные данные, методические указания
5. Бланки для оформления отчета.
ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ
· Перед началом работы убедиться в исправности станка; проверить станок на холостом ходу и убедиться в исправности кнопок «пуск» и «стоп», органов управления, систем смазки и охлаждения.
· Устанавливать заготовку следует при отведенном столе фрезерного станка. Приспособления для закрепления заготовок должны быть исправными и надежно закреплены на столе станка.
· Правильно и надежно закреплять инструмент. Перед тем как остановить станок, выключить подачу и отвести инструмент от заготовки.
· После окончания работы выключить электродвигатель станка, привести в порядок рабочее место.
· Обработку заготовок производить под наблюдением преподавателя или учебного мастера лаборатории.
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
1. Ознакомиться с основными операциями обработки заготовок на фрезерных станках и типами фрез.
Фрезерование – вид обработки металлов резанием с помощью многолезвийного инструмента – фрезы. Главным движением резания при фрезеровании является вращение фрезы, подача осуществляется поступательным движением заготовки (продольная, поперечная, вертикальные подачи). Фрезерованием обрабатывают плоские поверхности (горизонтальные, вертикальные, наклонные), пазы, уступы, канавки, фасонные поверхности, разрезают заготовки, обрабатывают зубчатые колеса, нарезают винтовые канавки на режущем инструменте и др.
Фреза – многолезвийный инструмент. Каждый зуб фрезы представляет собой простейший резец. Основные типы фрез, их классификация по назначению и схемы обработки поверхностей фрезерованием показаны на рис.1.
Схемы обработки поверхностей фрезерованием:
а) обработка вертикальной плоскости на горизонтально-фрезерном станке торцовой фрезой;
б) обработка горизонтальной плоскости на горизонтально-фрезерном станке цилиндрической фрезой;
в) обработка горизонтальной плоскости на вертикально-фрезерном станке торцовой фрезой;
г) обработка вертикальной плоскости на вертикально-фрезерном станке концевой фрезой;
д) обработка наклонной плоскости (небольшой ширины) на горизонтально-фрезерном станке одноугловой фрезой;
е) обработка наклонной плоскости (широкой) на вертикально-фрезерном станке с поворотом шпиндельной головки торцовой или концевой фрезами;
ж) обработка уступа на горизонтально-фрезерном станке дисковой трехсторонней фрезой;
з) обработка уступа на вертикально-фрезерном станке концевой фрезой;
и) обработка прямоугольного паза на горизонтально-фрезерном станке дисковой трехсторонней фрезой:
к) обработка прямоугольного паза на вертикально-фрезерном станке концевой фрезой;
л) обработка фасонной поверхности на горизонтально-фрезерном станке фасонной фрезой;
м) обработка паза типа «ласточкин хвост» на вертикально-фрезерном станке одноугловой фрезой;
н) обработка нескольких поверхностей на горизонтально-фрезерном станке набором фрез;
о) обработка шпоночного паза на горизонтально-фрезерном станке дисковой фрезой;
п) обработка шпоночного паза на вертикально-фрезерном станке шпоночной фрезой;
р) обработка Т-образного паза на вертикально-фрезерном станке фрезой для обработки Т-образных пазов.
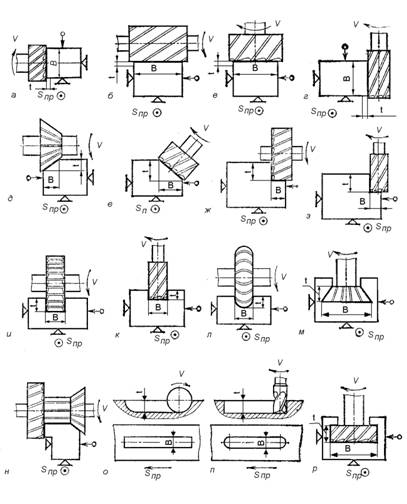
Рис.1. Схемы обработки поверхностей на фрезерных станках
По конструкции фрезы различают: цельные (рис.2,б, д), обычно из быстрорежущей стали, и сборные (рис.2,з). Последние делают из конструкционной стали, а вставные ножи – из быстрорежущей стали, твердых сплавов или минералокерамики. Рифленые ножи закрепляют затяжкой в клиновых пазах, твердосплавные пластины паяют или крепят механически.
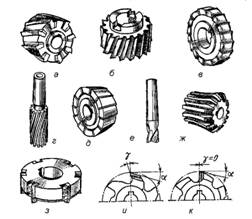
Рис.2. Типы фрез
По способу крепления различают фрезы насадные (рис.2,а, в, д, ж, з) и концевые (рис.2, б, г, е). Насадные фрезы имеют в корпусе отверстие и насаживаются на оправку станка; концевые фрезы имеют хвостовик для крепления в шпинделе станка. По виду хвостовика различают фрезы с цилиндрическим и коническим хвостовиком.
По конструкции зуба фрезы могут быть с острозаточенными (рис.2,и) и затылованными зубьями (рис.2,к). У фрез с острозаточенными зубьями передняя и задняя поверхности плоские, а у фрез с затылованными зубьями передняя поверхность плоская, а задняя выполняется по спирали Архимеда. Фрезы с острозаточенными зубьями перетачиваются по задней поверхности. Эти зубья просты в изготовлении, приводят к высокой чистоте обработанной поверхности. Их недостаток заключается в уменьшении высоты зуба, потери размеров профиля после переточки, допускают 6 – 8 переточек. Фрезы с затылованными зубьями перетачиваются по передней поверхности. Для них передний угол g равен нулю. Зуб этих фрез сохраняется неизменным по форме и размерам фасонного профиля при всех переточках до полного использования фрезы.
По направлению зубьев фрезы бывают: прямозубыми (рис.2,д) и с винтовым зубом (рис.2,а). Угол наклона винтового зуба служит для обеспечения спокойного (без вибраций) фрезерования.
По размеру и числу зубьев различают фрезы с мелким и крупным зубом. Мелкозубыми называют фрезы, число зубьев которых Zф больше  , а крупнозубыми называют фрезы, число зубьев Zф которых меньше
, а крупнозубыми называют фрезы, число зубьев Zф которых меньше ![]() , где D – диаметр фрезы (мм). Крупнозубые фрезы применяют для чернового и получистового фрезерования. Мелкозубые фрезы используют для чистового и отделочного фрезерования.
, где D – диаметр фрезы (мм). Крупнозубые фрезы применяют для чернового и получистового фрезерования. Мелкозубые фрезы используют для чистового и отделочного фрезерования.
2.Ознакомиться с устройством универсально-фрезерных станков и их приспособлениями.
На рис.3 показаны схемы горизонтально-фрезерного и вертикально-фрезерного станков. Основные узлы станков – плита 1, станина 2, электродвигатель с клиноременной передачей 3, коробка скоростей 4, горизонтальный (вертикальный) шпиндель 5, хобот 6, серьга 7 для крепления оправки с фрезой, стол для установки обрабатываемой детали 8, салазки 9, консоль 10, коробка подач 11.
Фреза со шпинделем совершает вращательное движение со скоростью V. Заготовка вместе со столом совершает продольную подачу Sпр (перемещение стола по направляющим салазок 9), поперечную подачу Sп (перемещение салазок 9 по направляющим консоли 10) и вертикальную подачу Sв (перемещение консоли по вертикальным направляющим станины 2).
Универсальные горизонтально-фрезерные станки имеют поворотную плиту, которая позволяет поворачивать рабочий стол в горизонтальной плоскости и устанавливать его на требуемый угол. Это обеспечивает возможность фрезерования винтовых канавок сверл, червяков и др.
При работе на фрезерных станках применяют различные приспособления. Они служат для установки инструмента, закрепления заготовок, а также расширения технологических возможностей фрезерных станков.

Рис.3. Схема горизонтально-фрезерного (а) и вертикально-фрезерного (б) станков
Инструментальная оснастка. Фрезы закрепляют на оправках и в патронах, которые в свою очередь различным образом крепят в шпинделе станка. На рис.4 показана установка цилиндрической насадной фрезы на оправке. Положение фрезы 6 на оправке 3 регулируется установочными кольцами 5. Фреза и оправка связаны шпонкой 7. Конический хвостовик оправки, имеющий внутреннюю резьбу, вставляют в аналогичное отверстие шпинделя 2 станка и затягивают болтом 10. Чтобы оправка не проворачивалась, в шпиндель устанавливают сухари 4, которые входят в пазы шпинделя и фланца оправки. Если оправка длинная, то другой ее конец поддерживается подвеской 8, установленной на хоботе станка.
Рис.4. Установка цилиндрической фрезы на длинной оправке
Торцовые насадные фрезы можно устанавливать на оправках или непосредственно на шпинделе станка (рис.5а). Фрезу 1 цилиндрическим пояском надевают на шпиндель 2 станка и притягивают винтами 3. Крутящий момент от шпинделя к фрезе передается шпонкой 4.
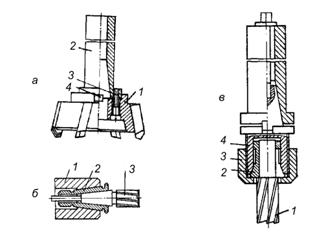
Рис.5. Схемы установки и закрепления фрез на станках
Концевые фрезы с коническим хвостовиком устанавливают в шпиндель станка, используя переходные втулки (рис.5б). Концевые фрезы с цилиндрическим хвостовиком закрепляют в патроне, который коническим хвостовиком вставляют в шпиндель станка (рис.5в). Фрезу 1 устанавливают в цангу 2 и с помощью гайки 3 закрепляют в корпусе патрона 4.
Приспособления для установки и закрепления заготовок на фрезерных станках. К ним относятся различного рода прихваты, подставки, призмы, угловые плиты, машинные тиски, столы.
Прихваты (рис.6) используют для закрепления заготовок 1 или каких-либо приспособлений непосредственно на столе станка с помощью болтов 2. Нередко один из концов прихвата опирается на подставку 4.
Угловые плиты (рис.7) применяют при обработке заготовок, у которых необходимо получить плоскости, расположенные под углом одна к другой. Плиты бывают обычные (рис.7а), универсальные, допускающие поворот вокруг одной (рис.7б) или двух осей (рис.7в).
Рис.6. Прихваты и подставки
Рис.7. Угловые плиты
Рис.8. Машинные тиски
Машинные тиски могут быть неповоротными (рис.8а), поворотными (поворот вокруг вертикальной оси (рис.8б), универсальными (поворот вокруг двух осей (рис.8в) и специальными (например, для закрепления валов (рис.8г): с ручным, пневматическим, гидравлическим приводом.
Столы для установки и закрепления заготовок бывают неповоротными (рис.9а) и поворотными (рис.9б) с ручным, пневматическим, гидравлическим или электрическим приводом. Поворотные столы позволяют обрабатывать на станке фасонные поверхности заготовки, а также применять метод непрерывного фрезерования, когда во время обработки одной детали готовые детали снимают и на их место устанавливают новые заготовки. При этом столу может сообщаться непрерывное вращение от отдельного привода или привода станка.
Рис.9. Столы
При работе на фрезерных станках для закрепления заготовок широко применяют универсально-сборные приспособления (УСП), которые собирают из готовых нормализованных взаимозаменяемых деталей (рис.10). После обработки на станке партии заготовок такое приспособление разбирают и из его деталей конструируют новое.
Рис.10. Универсально-сборное приспособление
Приспособления, расширяющие возможности фрезерных станков.
К ним относят делительные головки, которые применяют с целью разделения окружности заготовки на равные или неравные части (например, нарезание зубчатых колес, звездочек, шлицев), установки заготовки под заданным углом относительно поверхности стола, непрерывного вращения заготовки при фрезеровании винтовых поверхностей (например, стружечных канавок у сверл, фрез, метчиков, разверток, зенкеров). Закрепление заготовок в делительной головке может производиться в патроне, цанге или в центрах. По принципу действия делительные головки подразделяют на лимбовые (простые и универсальные), оптические, безлимбовые и др. Наиболее распространены лимбовые универсальные делительные головки.
Для расширения технологических возможностей фрезерных станков применяют такие приспособления как дополнительные фрезерные головки, копировальные приспособления, сверлильные, шлифовальные головки и др.
3. Получить у преподавателя индивидуальное задание на выполнение работы.
4. Зарисовать схему фрезерования поверхности, на которой указать глубину резания t и ширину фрезерования В.
Глубина резания t равна толщине слоя металла, снимаемого за один проход фрезы. Ширина фрезерования В равна ширине срезаемого слоя металла.
Заполнить табл.1 и 2 бланка отчета.
5. Выполнить расчет режимов резания.
5.1. Определить рекомендуемую подачу на зуб фрезы Sz по табл.1.
5.2.Определить скорость резания V (м/мин)
![]()
![]() , (1)
, (1)
где Vтабл – скорость резания, определяемая по табл.2; К1 – коэффициент, зависящий от размеров обработки (табл.3); К2 – коэффициент, зависящий от обрабатываемого материала. Для условий, принятых в работе, К2 = 1; К3 – коэффициент, зависящий от стойкости и материала инструмента. Для быстрорежущей стали при нормативной стойкости инструмента К3 = 0,9.
5.3.Определить число оборотов шпинделя и уточнить его значение по паспорту станка (об/мин)
![]() , (2)
, (2)
где D – диаметр фрезы, мм.
5.4.Определить подачу на один оборот фрезы (мм/об)
![]() , (3)
, (3)
где Zф – число зубьев фрезы.
5.5.Определить минутную подачу (мм/мин)
![]() , (4)
, (4)
5.6.Провести проверочный расчет по мощности резания.
5.6.1. Определить потребную мощность (кВт)
![]() , (5)
, (5)
где Рz - вертикальная составляющая силы резания, Н
![]() , (6)
, (6)
где Fср – среднее значение суммарной площади сечения срезаемого слоя, м2; р – удельная сила резания, МПа, определяется по табл.4.
Среднее значение суммарной площади сечения срезаемого слоя Fср (мм2) находят по формуле
![]() , (7)
, (7)
где Q – объем металла, срезаемого фрезой за 1 мин, мм3/мин; V – скорость резания, мм/мин; В – ширина фрезерования, мм; t – глубина резания, мм; Sм – минутная подача, мм/мин; Sz – подача на зуб, мм/зуб; Zф – число зубьев фрезы; D – диаметр фрезы, мм; n – частота вращения, об/мин.
5.6.2. Проверить мощность Nдв. двигателя станка
![]() , (8)
, (8)
где Nдв – мощность двигателя станка по паспортным данным, кВт; h –к. п.д. станка, равный 0,85.
6. Определить основное машинное время обработки (мин).
![]() , (9)
, (9)
где Lр. х – длина рабочего хода, мм; Sм – минутная подача, мм/мин.
![]() , (10)
, (10)
где Lрез – длина резания, равная длине обработки, измеренной в направлении резания, мм; U – длина подвода, врезания и перебега инструмента, мм, определяется по табл.5.
Заполнить табл.3 бланка отчета.
7. Настроить станок на обработку заданной поверхности.
8. Произвести обработку заданной поверхности на станке под наблюдением учебного мастера.
9. Изучить устройство универсальной делительной головки и овладеть приемами деления на ней. Выполнить необходимые деления в соответствии с вариантом задания.
Общий вид универсальной делительной головки модели УДГН-135 и ее кинематическая схема показаны на рис.11. Шифр УДГН-135 означает: универсальная делительная головка с размером от основания головки до центра шпинделя 135 мм.
Универсальная делительная головка состоит из корпуса 1, поворотного барабана 2 и шпинделя 4 с центром. В корпусе на шпинделе жестко закреплено червячное зубчатое колесо (с числом зубьев Zч. к = 40), находящееся в зацеплении с однозаходным червяком (К=1). Следовательно, при одном обороте червяка червячное зубчатое колесо со шпинделем сделает 1/40 оборота. Вращение шпинделю сообщают рукояткой 6. На переднем конце шпинделя нарезана резьба для навинчивания кулачкового патрона или поводка. Делительный диск 5 с отверстиями закреплен на полом валу, внутри которого расположен вал рукоятки 6. Для удобства пользования диском 5 имеется раздвижной сектор 7, состоящий из двух ножек, которые устанавливают так, чтобы между ними было необходимое число отверстий на диске. На шпинделе 4 закреплен лимб 3 для непосредственного деления заготовки на части.
Рис.11. Общий вид и кинематическая схема универсальной
делительной головки, настроенной на дифференциальное
деление
Делительный диск имеет концентрические окружности с числом отверстий на одной стороне 16, 17, 19, 21, 23, 29, 30, 31 и на другой стороне 33, 37, 39, 41, 43, 47, 49, 54.
Универсальные делительные головки позволяют осуществлять непосредственное, простое и дифференциальное деление.
Непосредственное деление
Червяк выводят из зацепления с червячным колесом и поворачивают заготовку вращением лимба 3, закрепленного на переднем конце шпинделя 4. Шкала лимба 3 разделена на 360 частей с ценой деления 1о. Угол поворота шпинделя отсчитывают по нониусу, нанесенному на пластинке, прикрепленной к корпусу головки, цена деления нониуса равна 5¢.
Угол поворота шпинделя определяют по формуле
 , (11)
, (11)
где Z – число делений, на которое нужно разделить заготовку.
Непосредственное деление не находит широкого применения в практике, так как отсчет по нониусу требует пристального внимания, а расположение нониусу находится в неудобном положении. Кроме того, фрезерование при выключенном червяке лишает устройство жесткости, так как стопор не обеспечивает шпиндель надежным креплением, и он может поворачиваться при фрезеровании.
Метод используют при делении окружности на 2, 3, 4, 5, 6, 8 и т. д. частей в случаях, не требующих высокой точности.
Последовательность действий:
-определить угол a поворота шпинделя по формуле (11);
-вывести червяк из зацепления с червячным зубчатым колесом;
-повернуть шпиндель на расчетный угол, пользуясь делениями шкалы лимба 3;
-после каждого поворота шпиндель закрепить стопором;
-произвести непосредственное деление заготовки на заданное число частей;
-проверить правильность деления по количеству частей на окружности заготовки;
-результаты расчета и деления отразить в табл.4 бланка отчета.
Простое деление
Угол поворота шпинделя отсчитывают по делительному диску 5, а сам поворот шпинделя происходит посредством червячной передачи. Червяк вводят в зацепление с червячным зубчатым колесом, а шпиндель с заготовкой поворачивают вращением рукоятки 6.
Количество оборотов n рукоятки 6 для поворота заготовки на 1/Z часть окружности, определяют по формуле:
![]() , (12)
, (12)
где N – характеристика делительной головки, т. е. величина, обратная передаточному отношению червячной пары.
![]() , (13)
, (13)
где Z – число делений на окружности заготовки; A – число целых оборотов рукоятки; а, в – числитель и знаменатель простой несократимой дроби; m – общий множитель для а и в, его выбирают так, чтобы произведение mb было равно числу отверстий, имеющихся на какой-нибудь окружности делительного диска 5; ma – число отверстий на выбранной окружности делительного диска, на которое нужно повернуть рукоятку 6.
Для удобства пользования диском 5 раздвижной сектор 7, состоящий из двух линеек, устанавливают так, чтобы число отверстий ma на диске находилось между скошенными краями линеек, не считая отверстия, занятого фиксатором.
В начале работы в любое отверстие делительного диска выбранного ряда с mb отверстиями вводят фиксатор и к нему подводят левую линейку.
После фрезерования канавки или разметки поворачивают рукоятку 6 на А целых оборотов и ставят фиксатор у скоса правой линейки, и тут же переводят сектор по часовой стрелке до касания левой линейки с фиксатором. Рукоятку следует вращать по часовой стрелке. Подводить ее к отверстию следует плавно и осторожно, чтобы фиксатор вошел в отверстие диска под действием пружины.
Простое деление применяют при делении на любое число от 2 до 96 на все четные и кратные 5.
Последовательность действий:
-определить по формуле (12) количество оборотов рукоятки n;
-выбрать ряд отверстий на делительном диске;
-установить фиксатор на выбранном ряде отверстий mb;
-раздвинуть линейку на ma отверстий между их скошенными краями, не считая отверстия, занятого фиксатором;
-ввести в зацепление червяк с червячным зубчатым колесом;
-провести простое деление окружности заготовки на Z заданных частей;
-проверить правильность деления по количеству частей на окружности заготовки;
-результаты расчета и деления отразить в табл.5 бланка отчета.
Дифференциальное деление
Делительная головка УДГН-135 может быть настроена и на дифференциальное деление, которое применяют при делении окружности на 51 и более частей, нечетных и некратных 5. В этом случае на окружностях делительного диска головки невозможно подобрать число отверстий, удовлетворяющих условиям простого деления. И деление окружности ведут не по заданному числу Z частей, а по приближенному Zх, близкому к заданному и позволяющему использовать способ простого деления.
Для компенсации погрешности деления D=Zх-Z необходимо осуществить с помощью гитары сменных шестерен дополнительное вращение делительного диска. Заготовку поворачивают на требуемый угол вращением рукоятки 6 через червячную передачу.
Делительный диск получает вращательное движение от шпинделя через сменные зубчатые колеса Z1, Z2, Z3, Z4 и коническую зубчатую передачу. Диск 5 должен вращаться в одну сторону с рукояткой 6 или в противоположную в зависимости от выбранного числа Zх. Для настройки гитары сменных зубчатых колес определяют ее передаточное отношение по формуле
![]()
![]() , (14)
, (14)
где N – характеристика делительной головки;
Z1 – число зубьев сменного колеса на валике, установленного в шпиндель 7 (ведущее);
Z2 – число зубьев сменного колеса на пальце гитары (ведомое);
Z3 – число зубьев сменного колеса на пальце гитары (ведущее);
Z4 – число зубьев сменного колеса на пальце привода делительной головки (ведомое).
Из табл.1 выбирают схему установки зубчатых колес на гитаре делительной головки в зависимости от приближенного числа Zх и количества пар зубчатых колес, полученных из расчета по формуле (13).
Таблица 1
Число пар сменных зубчатых колес | Zх > Z | Zх < Z |
одна пара |
|
|
две пары |
|
|
Примечания.
1. Zп – промежуточное зубчатое колесо с произвольно выбранным количеством зубьев.
2. При введении в зацепление двух пар сменных зубчатых колес необходимо проверить выполнение условия их зацепления:
![]()
![]() (15)
(15)
Если Zх выбрано больше Z, то направление вращения делительного диска 2 будет совпадать с направлением вращения рукоятки 3 (iсм>0). Если Zх выбрано меньше Z, то направления вращения рукоятки и делительного диска будут противоположными (iсм<0).
Делительная головка имеет набор сменных зубчатых колес со следующим числом зубьев: 25, 25, 30, 35, 40, 50, 55, 60, 70, 80, 100.
Количество оборотов рукоятки определяют по формуле простого деления (12).
Последовательность действий:
-выбрать приближенное число делений Zх, удовлетворяющее условиям простого деления;
-определить iсм (формула 14), выбрать количество пар сменных зубчатых колес (табл.1) и подобрать зубчатые колеса из имеющегося набора;
-установить на гитару делительной головки сменные зубчатые колеса, проверив при необходимости на зацепляемость зубчатые пары;
-определить количество оборотов рукоятки n (формула 12);
-выбрать ряд отверстий на делительном диске;
-установить фиксатор на выбранном ряде отверстий mb;
-раздвинуть линейки сектора на ma отверстий;
-провести деление окружности заготовки на Z заданных частей;
-проверить правильность деления по количеству полученных частей на окружности заготовки;
-результаты расчета и деления отразить в табл.6 бланка отчета.
ИСХОДНЫЕ ДАННЫЕ
Код задания | Фреза (материал Р 18) | Глубина резания t,мм | ||
Тип | Наружный диаметр D, мм | Число зубьев Zф | ||
1.1 | цилиндрическая | 80 | 16 | 3 |
2.1 | торцовая | 100 | 8 | 3 |
3.2 | торцовая | 100 | 8 | 3 |
4.2 | концевая | 12 | 5 | 3 |
5.3 | концевая | 12 | 5 | t* |
6.3 | дисковая | 100 | 18 | t* |
7.4 | угловая | 80 | 22 | t* |
8.5 | дисковая | 100 | 18 | t* |
9.5 | концевая | 12 | 5 | t* |
10.6 | двухугловая | 80 | 22 | t* |
Примечания.1. В коде задания первая цифра – номер бригады, вторая – номер поверхности на заготовке (рис.12).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
