
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Химический состав сварочной проволоки №15 (табл. 4, табл. 5) принят по данным работы [12].
Химический состав сварочных проволок № 1 - 14, 16 и 17 определялся с помощью стационарного многоосновного оптико-эмиссионного анализатора "FOUNDRY-MASTER UVR". С этой целью, в соответствии с рекомендацией поставщика данных приборов в РФ (ООО "Синерком"), изготавливались образцы из многократно скрученной в несколько рядов сварочной проволоки, которые затем подвергались холодной пластической деформации (расплющиванию) и плоскому шлифованию контролируемой поверхности. На контролируемой поверхности образца, рис. 3, проводилось определение химического состава проволоки. Окончательные результаты измерений химического состава данных сварочных проволок, представленные в табл. 4, вычислялись как среднее арифметическое 5 измерений содержания химических элементов для каждого образца.
Таблица 5
Химический состав указанных в табл. 4 сварочных проволок, %масс.
№ п/п | C | Si | Mn | P | S | Cr | Mo | Ni | Al | Co | Cu | Nb | Ti | V | W | B | Zr | As |
1 | 0,0646 | 0,827 | 1,48 | 0,0265 | 0,0295 | 0,0153 | 0,005 | 0,0100 | 0,001 | 0,0124 | 0,0397 | 0,0023 | 0,0098 | 0,0080 | 0,015 | 0,0013 | 0,0053 | 0,0214 |
2 | 0,1010 | 0,949 | 1,67 | 0,0279 | 0,0270 | 0,0205 | 0,005 | 0,005 | 0,001 | 0,0025 | 0,0086 | 0,0034 | 0,0135 | 0,002 | 0,0165 | 0,0025 | 0,0064 | 0,0233 |
3 | 0,0185 | 0,846 | 1,90 | 0,0348 | 0,0339 | 0,0166 | 0,005 | 0,0163 | 0,0239 | 0,0025 | 0,0645 | 0,0049 | 0,0113 | 0,0021 | 0,015 | 0,0015 | 0,0103 | 0,0267 |
4 | 0,0840 | 0,837 | 1,35 | 0,0291 | 0,0124 | 0,0401 | 0,005 | 0,0367 | 0,001 | 0,0020 | 0,0552 | 0,0027 | 0,002 | 0,002 | 0,015 | 0,0015 | 0,0042 | 0,0173 |
5 | 0,0676 | 0,850 | 1,49 | 0,0283 | 0,0209 | 0,0090 | 0,005 | 0,0245 | 0,001 | 0,0026 | 0,0548 | 0,0040 | 0,002 | 0,0021 | 0,015 | 0,0070 | 0,0074 | 0,0294 |
6 | 0,0617 | 0,754 | 1,87 | 0,0327 | 0,0251 | 0,0079 | 0,005 | 0,005 | 0,001 | 0,0038 | 0,0280 | 0,0037 | 0,0021 | 0,002 | 0,0167 | 0,0014 | 0,0070 | 0,0276 |
7 | 0,0455 | 0,941 | 1,56 | 0,0251 | 0,0262 | 0,0606 | 0,005 | 0,005 | 0,001 | 0,0100 | 0,0026 | 0,0065 | 0,0112 | 0,0081 | 0,0174 | 0,0011 | 0,0127 | 0,0161 |
8 | 0,0700 | 0,851 | 1,55 | 0,0275 | 0,0131 | 0,0093 | 0,005 | 0,0118 | 0,001 | 0,0021 | 0,0369 | 0,0041 | 0,002 | 0,002 | 0,0182 | 0,0060 | 0,0086 | 0,0337 |
9 | 0,0588 | 0,767 | 1,86 | 0,0329 | 0,0102 | 0,0278 | 0,005 | 0,0866 | 0,001 | 0,0023 | 0,1690 | 0,0041 | 0,002 | 0,002 | 0,0169 | 0,0096 | 0,0083 | 0,0334 |
10 | 0,0596 | 0,824 | 1,91 | 0,0281 | 0,0082 | 0,0104 | 0,005 | 0,0841 | 0,001 | 0,0034 | 0,1630 | 0,0041 | 0,0030 | 0,002 | 0,0151 | 0,0096 | 0,0094 | 0,0285 |
11 | 0,0393 | 0,756 | 1,66 | 0,0460 | 0,0570 | 0,0313 | 0,01 | 0,7070 | 0,005 | < 0,01 | 0,0789 | 0,005 | 0,0710 | 0,005 | 0,0341 | - | - | - |
12 | 0,1530 | 0,653 | 1,35 | 0,0269 | 0,0458 | 0,5720 | 0,1550 | 0,4250 | 0,005 | < 0,01 | 0,0348 | 0,005 | 0,0030 | 0,005 | 0,025 | - | - | - |
13 | 0,0402 | 0,832 | 2,01 | 0,0360 | 0,0164 | 0,0213 | 0,005 | 0,005 | 0,001 | 0,0017 | 0,0273 | 0,0029 | 0,002 | 0,002 | 0,015 | 0,0015 | 0,0079 | 0,0230 |
14 | 0,0725 | 0,657 | 1,06 | 0,0230 | 0,0284 | 0,0434 | 0,3850 | < 0,01 | 0,0107 | < 0,01 | 0,0384 | 0,005 | 0,0027 | 0,005 | 0,025 | - | - | - |
15 | 0,0700 | 0,600 | 1,32 | 0,0030 | 0,0050 | - | - | 0,0100 | - | - | 0,0100 | - | - | 0,1400 | - | - | - | - |
16 | 0,0402 | 0,832 | 2,01 | 0,0360 | 0,0164 | 0,0213 | 0,005 | 0,005 | 0,001 | 0,0017 | 0,0273 | 0,0029 | 0,002 | 0,002 | 0,015 | 0,0015 | 0,0079 | 0,0230 |
17 | 0,1530 | 0,653 | 1,35 | 0,0269 | 0,0458 | 0,5720 | 0,1550 | 0,4250 | 0,005 | < 0,01 | 0,0348 | 0,005 | 0,0030 | 0,005 | 0,025 | - | - | - |

Рис. 3. Внешний вид образца для определения химического состава
стальной сварочной проволоки после проведения измерения
Химический состав наплавленного металла оценивался с учетом табл. 5 и использованных, в первом приближении, данных по коэффициентам перехода основных элементов при полуавтоматической дуговой сварке стальными низколегированными проволоками сплошного сечения в среде CO2+Ar [7], табл. 6.
Таблица 6
Коэффициенты перехода основных элементов
в наплавленный металл [7]
Элемент | C | Si | Mn |
Коэффициент перехода | 0,90 | 0,38 | 0,53 |
Ударную вязкость наплавленного металла и металла сварного шва различные нормативные документы регламентируют измерять на образцах Менаже [10] или на образцах Шарпи [11].
Из-за различного напряженного состояния в образцах Менаже и Шарпи, разного вклада работы изгиба образца единой связи между KCU и KCV не существует [13]. Известно, что при различной термической обработке одной и той же стали можно получить одинаковые значение временного сопротивления и KCU, но результаты по KCV при этом будут сильно различаться [13].
Учитывая, что образец Менаже более чувствителен к хрупкости от ослабления границ зерна, строчечности, и ликвационной неоднородности [13] в данной работе проводилась оценка KCU наплавленного металла.
Результаты исследований и их обсуждение
Результаты расчета по уравнению (1) ударной вязкости сорбитообразного наплавленного металла сварочными проволоками (табл. 4, 5) с учетом коэффициентов перехода основных элементов (табл. 5) при +20оС, –40 оС и –60 оС приведены на рис
Из рисследует, что сварочные проволоки Св-08Г2С различных производителей имеют достаточно сильный разброс по значениям ударной вязкости наплавленного металла, составляющий (в расчете от максимальных значений) 8% для +20оС, 10% для –40 оС и 12,5% для –60 оС.
При проведении дальнейшего анализа полученных результатов в качестве точки отсчета выбрана сварочная проволока OK Aristorod 13.13, производства концерна ESAB (Швеция), являющаяся аналогом отечественной проволоки Св-08ХНМ. Данная сварочная проволока применяется для изготовления ответственных сварных конструкций из высокопрочных низколегированных сталей в энергетике машиностроении, краностроении вплоть до температуры эксплуатации –70 оС (для сварных соединений из сталей типа 09Г2С) [11].

Рис. 4. Ударная вязкость наплавленного металла при +20оС (нумерация проволок соответствует табл. 4,5); заливкой выделены проволоки марки Св-08Г2С различных производителей

Рис. 5. Ударная вязкость наплавленного металла при –40оС (нумерация проволок соответствует табл. 4, 5); заливкой выделены проволоки марки Св-08Г2С различных производителей
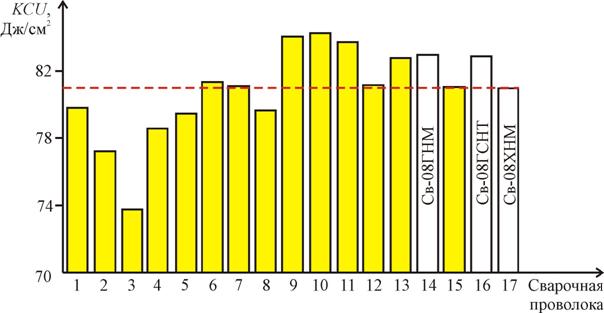
Рис. 6. Ударная вязкость наплавленного металла при –60оС (нумерация проволок соответствует табл. 4, 5); заливкой выделены проволоки марки Св-08Г2С различных производителей
При температурах эксплуатации наплавленного металла +20оС, рис. 4, и –40оС, рис. 5, только сварочная проволока №3 в табл. 4 – Св-08Г2С-О производства ПАО "АрселорМиттал Кривой Рог" (Украина) дает несколько худшие по сравнению с OK Aristorod 13.13 значения ударной вязкости (всего на 1%).
Изложенное означает, что исследованные сварочные проволоки Св-08Г2С различных производителей (табл. 4) обеспечивают достаточно высокие механические свойства наплавленного металла при температуре эксплуатации до –40оС.
Из рис. 6 видно, что при температуре эксплуатации –60оС ряд сварочных проволок Св-08Г2С обеспечивает ударную вязкость наплавленного металла, превосходящую соответствующий показатель выбранной в качестве сравнения проволоки OK Aristorod 13.13, несмотря на то, что предельной допустимой температурой эксплуатации металла, наплавленного проволокой Св-08Г2С является –40оС. Это сварочные проволоки Св-08Г2С следующих производителей (табл. 4, рис. 6): №9 – ESAB (Швеция), №10 – Weld Team K. F.T. ISAF Group (Венгрия), №11 – металлургический завод (Молдова), №13 – (Россия).
Выводы
1. Сварочные проволоки Св-08Г2С, имеющие химический состав, соответствующий ГОСТ 2246-70, изготовляемые рядом производителей, могут применяться для получения наплавленного металла при температуре эксплуатации до –60 оС.
2. Разработанная методика оценки ударной вязкости может быть использована для коррекции соотношения легирующих элементов и примесей при выплавке стали, предназначенной для изготовления низколегированной сварочной проволоки по критерию получения требуемой ударной вязкости наплавленного металла.
Список литературы
1. Сварка и свариваемые материалы: справочник. В 3 т. / Под общ. ред. . Т1: Свариваемость материалов / Под ред. . М.: Металлургия, 19с.
2. Сварка в машиностроении: справочник. В 4-х т./Редкол.: и [др.]. Т 2 / Под ред. . 19с.
3. , Миходуй системы легирования шва при сварке высокопрочных сталей // Автоматическая сварка. 1992. №5. С.19-25.
4. Протопопов ударной вязкости низколегированных сталей // Заготовительные производства в машиностроении. 2010. №10. С.35-38.
5. , Гуляев легирующих добавок на механические свойства малоуглеродистой стали // Основы образования литейных сплавов. Труды XIV совещания по теории литейных процессов. М.: Наука, 1970. С.228-233.
6. Болховитинов и термическая обработка / . М.: Машгиз, 19с.
7. Grong O. Metallurgical Modelling of Welding / University of Trondheim, The Norwegian Institute of Technology, 19p.
8. , , Рабинович -легированная никелем азотосодержащая коррозионно-стойкая сталь // Вопросы атомной науки и техники (Украина). 2000. №4. С.149-152.
9. Новикова расширение твердых тел. М.: Наука, 19с.
10. ОСТСосуды и аппараты стальные сварные: Общие технические условия.– Измененная редакция, Изм. № 1; введ. . М.: Изд-во стандартов, 20с.
11. Сварочные материалы производства ESAB: каталог / ООО "Газстройсервис", ООО "ЭСАБ". М.: Газстройсервис, 20с.
12. , , Яковлев проволока Св-08Г2С-С для сварки в газовых смесях на основе аргона и углекислого газа // Сварочное производство. 2009. №5. С.33–37.
13. Штремель, измерений ударной вязкости / // Металловедение и термическая обработка металловN 11. - С.37-51.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 |
