
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 620.171:669-1
О ВОЗМОЖНОСТИ ПОВЫШЕНИЯ УДАРНОЙ ВЯЗКОСТИ НАПЛАВЛЕННОГО НИЗКОЛЕГИРОВАННЫМИ СВАРОЧНЫМИ ПРОВОЛОКАМИ МЕТАЛЛА
, ,
Рассмотрена оценка ударной вязкости при +200С, –400С и –600С наплавленного металла при использовании стальных низколегированных сварочных проволок. Показано, что сварочная проволока Св-08Г2С при определенном сочетании легирующих элементов и примесей в пределах допуска на их содержание, регламентированного ГОСТ 2246-70, может обеспечить высокую ударную вязкость наплавленного металла при температуре эксплуатации до –600С.
Ключевые слова: ударная вязкость, сварной шов, низколегированные стали, степень ковалентности, степень металличности, сварочная проволока Св-08Г2С
Введение
При изготовлении сварных конструкций ответственного назначения широко применяются низколегированные стали, например перлитные: 09Г2, 09Г2С, 16ГС, 15ГФ, 10Г2, 10Г2С1, 10ХСНД, 15ХСНД и др.; бейнитно-мартенситные: 14Х2ГМР, 14ХГН2МДАФБ и др., для сварки которых в среде защитных газов используется сварочная проволока Св-08Г2С [1, 2].
Каждая плавка стали, предназначенной для производства проволоки Св-08Г2С, имеет свой уникальный химический состав. При этом эксплуатационные свойства металла, наплавленного данной проволокой, во многом определяются взаимными соотношениями содержания различных легирующих элементов и примесей.
В связи с вышеизложенным, актуальна разработка расчетных критериев, позволяющих проводить оперативную коррекцию химического состава выплавляемой для получения сварочной проволоки стали, для обеспечения улучшенных механических характеристик наплавленного металла.
Для сварных соединений ответственных металлоконструкций, особенно эксплуатируемых при пониженных температурах, одной из обязательно регламентируемых механических характеристик является ударная вязкость.
Теоретическую оценку ударной вязкости сварных швов, полученных сваркой легированных сталей в защитном газе, можно получить с использованием регрессионных зависимостей, например, представленных в [3]. Однако применение соответствующих уравнений регрессии ограничено областью варьирования факторов при их получении и не позволяет выделить вклады основного и наплавленного металла в формирование ударной вязкости сварного шва.
Методика проведения исследований
В работе [4] разработан метод оценки ударной вязкости низколегированных сталей, основанный на определении приведенного обобщенного отношения степеней металличности и ковалентности межатомных связей, применимый для расчета ударной вязкости наплавленного низколегированными сварочными проволоками металла.
В соответствии с [4] ударная вязкость низколегированной стали со структурой сорбита, полученной после закалки и высокого отпуска, определяется по уравнению регрессии
 , (1)
, (1)
где kKCU, а – коэффициенты линейного уравнения регрессии, табл. 1;  – приведенное обобщенное отношение степеней металличности и ковалентности межатомных связей.
– приведенное обобщенное отношение степеней металличности и ковалентности межатомных связей.
Таблица 1
Коэффициенты уравнения (1) [4]
Температура, оС | Коэффициенты | |
а, Дж/см2 | kКСU, Дж/см2 | |
+20 | -1919,7616 | 698,21158 |
–40 | -2053,65231 | 804,68176 |
–60 | -2266,56687 | 927,27728 |
Параметр  определяется по уравнению:
определяется по уравнению:
 , (2)
, (2)
где i, j – индексы атомов соответственно замещения и внедрения; Хэi, Хэj – мольная доля соответственно i-го и j-го компонентов стали; ![]() ,
, ![]() – экспериментальные зависимости, учитывающие влияние содержания соответственно i-го и j-го элементов на величину ударной вязкости;
– экспериментальные зависимости, учитывающие влияние содержания соответственно i-го и j-го элементов на величину ударной вязкости; ![]() – температурная зависимость линейного коэффициента термического расширения i-го элемента в температурном интервале от +20оС до –60оС;
– температурная зависимость линейного коэффициента термического расширения i-го элемента в температурном интервале от +20оС до –60оС; ![]() – значение линейного коэффициента термического расширения i-го элемента при +20оС.
– значение линейного коэффициента термического расширения i-го элемента при +20оС.
Зависимости  и
и  , полученные на основе обработки экспериментальных данных [5 - 8], представлены на рис.1, 2.
, полученные на основе обработки экспериментальных данных [5 - 8], представлены на рис.1, 2.
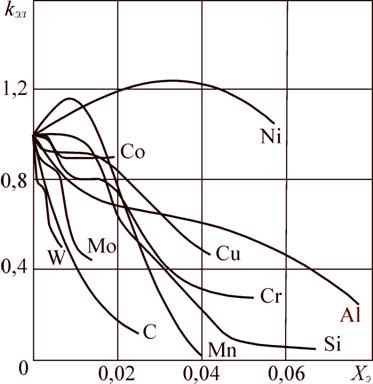
Рис.1. Влияние ряда химических элементов на ударную вязкость
в зависимости от их мольной доли в стали
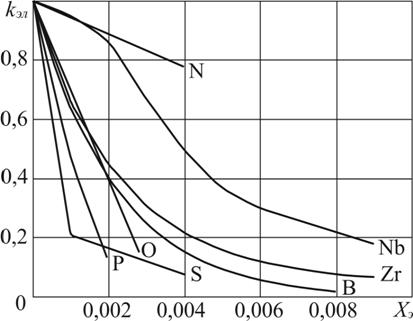
Рис.2. Влияние P, S, B, Zr, Nb, O и N на ударную вязкость
в зависимости от их мольной доли в стали
Температурные зависимости ![]() ряда легирующих химических элементов, образующих в сталях твердые растворы замещения в интервале температур от +20оС до –60оС получены путем обработки экспериментальных данных [9] с помощью программы Origin и приведены в табл. 2.
ряда легирующих химических элементов, образующих в сталях твердые растворы замещения в интервале температур от +20оС до –60оС получены путем обработки экспериментальных данных [9] с помощью программы Origin и приведены в табл. 2.
Таблица 2
Температурные зависимости линейных коэффициентов теплового расширения ряда элементов в интервале температур
от +20оС до –80оС
Элемент | Уравнение температурной зависимости, К-1 |
Al |
|
Ce |
|
Co |
|
Cr |
|
Cu |
|
Fe |
|
Mn |
|
Mo |
|
Nb |
|
Ni |
|
Si |
|
Ti |
|
V |
|
W |
|
Zr |
|

Представленные на рис. 1, 2 и в табл.1 зависимости получены при массовом содержании легирующих элементов, указанном в табл. 3.
Оценка ударной вязкости наплавленного металла проводилась для ряда стальных сварочных проволок сплошного сечения.
Стальные низколегированные сварочные проволоки для сварки в среде активных защитных газов должны обеспечивать требуемую ударную вязкость металла шва при температурах эксплуатации сварных соединений не ниже указанных в соответствующих руководящих документах. Как правило, это +20оС, 0оС, –20оС, –30оС, –40оС, –50оС, –60оС и –70оС.
Таблица 3
Области массовых концентраций элементов,
для которых справедливы уравнения (1) – (2)
Элемент | Массовая концентрация, не более, % | Элемент | Массовая концентрация, не более, % | Элемент | Массовая концентрация, не более, % |
Al | 3,9 | Nb | 1,6 | B | 0,17 |
Ce | 0,3 | Ni | 6,0 | C | 0,55 |
Co | 2,0 | Si | 3,5 | N | 0,1 |
Cr | 4,9 | Ti | 2,4 | O | 0,08 |
Cu | 4,8 | V | 2,5 | P | 0,5 |
Mn | 4,0 | W | 2,3 | S | 0,28 |
Mo | 2,4 | Zr | 1,6 |
В табл. 4 приведены данные по минимальной допустимой температура эксплуатации сварных соединений, выполненных сварочной проволокой Св-08Г2С различных производителей и рядом других низколегированных стальных сварочных проволок, применяемых при сварке низколегированных сталей по данным [10 - 12].
Таблица 4
Минимальная допустимая температура эксплуатации
сварных соединений Tмин для ряда используемых низколегированных стальных сварочных проволок при сварке сталей типа 09Г2С
№п/п сварочной проволоки | Марка | Tмин, оС | Производитель | Примечание |
1 | OK Autrod 12.51 | –20 | ESAB (Швеция) | Аналог Св-08Г2С |
2 | OK Aristorod 12.63 | –20 | ESAB (Швеция) | Аналог Св-08Г2С |
3 | Св-08Г2С-О | -40 | ПАО "АрселорМиттал Кривой Рог" (Украина) | - |
4 | Св-08Г2С-О | -40 | АО Стальметиз (Украина) | - |
5 | Св-08Г2С-О | -40 | металлургический комбинат (Россия) | - |
6 | Св-08Г2С-О | -40 | Askaynak (Kaynak Teknigi San. ve Tic. A. S.) (Турция) | - |
7 | Св-08Г2С-О | -40 | Oerlikon Kaynak Elektrodlary ve Sanayi A. S. (Турция) | - |
8 | Св-08Г2С-О | -40 | CHW (Китай) | - |
9 | Св-08Г2С-О | -40 | ESAB (Швеция) | - |
10 | Св-08Г2С-О | -40 | Weld Team K. F.T. ISAF Group (Венгрия) | - |
11 | Св-08Г2С | -40 | металлургический завод (Молдова) | Плавка № 000 |
12 | Св-08Г2С | -40 | металлургический завод (Молдова) | Плавка № 000 |
13 | Св-08Г2С-О | -40 | (Россия) | - |
14 | OK Aristorod 13.09 | –40 | ESAB (Швеция) | Аналог Св-08ГНМ |
15 | Св-08Г2С-С | -40 | ЦНИИТМАШ (Россия) | - |
16 | Св-08ГСНТ | –40 | Прометей (Россия) | - |
17 | OK Aristorod 13.13 | –70 | ESAB (Швеция) | Аналог Св-08ХНМ |
Химический состав указанных в табл. 4 сварочных проволок приведен в табл. 5 (номера сварочных проволок в табл. 4 соответствуют номерам строк в табл. 5).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 |
