
Рисунок 2.19 - Двухконтурная схема лампового генератора
1- силовой трансформатор; 2 – блок выпрямителей; 3 – преобразователь
постоянного тока в ток высокой частоты; 4 – нагрузочный блок.
Рисунок 2.20 - Блок-схема высокочастотного лампового генератора
Основной ЭМП вносимой индукционными нагревательными и закалочными установками, являются несинусоидальность тока и напряжения, кроме этого данные установки создают помехи излучения.
Установки нагрева методом электрического сопротивления. Они бывают косвенного и прямого нагрева.
Установки косвенного нагрева в большинстве случаев получают питание непосредственно от цеховой сети напряжением 0,22 или 0,38 кВ. Регулировочные трансформаторы и автотрансформаторы применяются, когда необходимо изменять подаваемое на нагреватели напряжение, например при карборундовых, молибденовых, вольфрамовых и угольных нагревателях, а также в соляных ваннах. Мощность ЭПС косвенного нагрева от 50 до 600 кВт для плавки цветных металлов и от 5 до 10000 кВт для термообработки, причем ЭПС небольшой мощности однофазные, а средней и большой мощности трехфазные и с несколькими зонами нагрева.
Принципиальная схема главных цепей двухзонной печи сопротивления показана на рисунке 2.21.
Для плавного и непрерывного регулирования температуры в высокотемпературных и прецизионных печах применяют тиристорные источники питания.
В одно - и трехфазных источниках питания принята встречно-параллельная схема включения тиристоров. Использование в трехфазных источниках встречно-параллельного соединения тиристоров в каждой фазе при соединении нагрузки по схеме звезда с выведенным нулем и треугольник обеспечивает независимую работу фаз.
Тиристорные источники питания можно разделить на две группы: тиристорные управляемые источники питания (ТУИП) - непрерывные и тиристорные переключатели (ТП) - релейные.
Тиристорные источники питания выполняются однофазными типов РНТО на выходные токи 63, 250 и 630 А и трехфазные типа РНТТ на выходные токи 3х63; 3х100; 3х160; 3х250; 3х600 А. Напряжение 380 В. Мощность однофазных ТУИП типа РНТО от 12 до 200 кВт, трехфазных типа РНТТ от 35 до 590 кВт.
Принципиальная схема тиристорного трехфазного ТУИП типа РНТТ показана на рисунке 2.22.
Мощность установок нагрева методом электрического сопротивления прямого действия составляет от 60 до 600 кВ×А, напряжение питания 0,38 кВ. Они являются однофазными ЭП.
Однофазные установоки нагрева методом электрического сопротивления создают несимметрию напряжения, а данные установки с тиристорными источниками питания создают высшие гармоники тока и напряжения.
Лазерные установки. Лазеры – источники электромагнитного когерентного излучения, то есть излучения, имеющего строго определенную частоту и направление (угол рассеяния измеряется несколькими минутами). Такого рода узкие пучки характеризуются высокой плотностью мощности, достигающей 107 – 108 Вт/см2.
Рисунок 2.21 - Принципиальная схема главных цепей двухзонной печи
сопротивления
ТУИП - тиристорный управляемый источник питания; БП – блок питания;
ПУ – пульт управления; БФУ - блок фазового управления; БУТ – блок
управления тиристорами.
Рисунок 2.22 - Принципиальная схема печи сопротивления с
тиристорным источником питания
В связи с тем, что лазерные установки в настоящее время пока не получили широкого распространения ЭМС данных установок и питающих сетей в настоящей диссертации не рассматриваются.
Установки электронно-лучевого нагрева применяются для получения слитков и отливок высококачественных тугоплавких и активных металлов и сплавов. Мощности электронно-лучевых печей составляют от 01.01.01 кВт.
Источник питания состоит из повышающего трансформатора и преобразователя переменного тока в постоянный напряжением 30-50кВ, питание печей переменное - 380, 600 или 10000В [10].
Установки диэлектрического нагрева. Диэлектрический нагрев является специальным видом нагрева непроводниковых материалов, обеспечивающий высокую размерность нагрева в результате проникновения переменного электромагнитного поля рабочего конденсатора в материал. Диэлектрический нагрев используется в различных отраслях промышленности для подогрева пластических масс перед прессованием, высокочастотной сварки пластикатов и различных синтетических пленок, склейки древесины, сушки различных материалов и т. д. Основные установки для диэлектрического нагрева выпускаются с диапазоном рабочих частот 5 – 80 МГц и требуют создания специальных источников питания, генерирующих столь высокую частоту. Такими источниками питания обычно являются ламповые автогенераторы. Мощности установок диэлектрического нагрева колеблются в широких пределах – от сотен ватт до сотен киловатт. Нагрузка этих источников – высокочастотное нагревательное устройство – представляет собой активно-емкостную нагрузку, добротность которой обычно весьма велика и может достигать нескольких сотен. Это объясняется как низким значением тангенса угла потерь tgd в диэлектрике, так и большими собственными емкостями камер нагревательных устройств.
В настоящее время все больше развивается такая разновидность диэлектрического нагрева, как сверхвысокочастотный нагрев (СВЧ нагрев). Частоты, применяемые для этого вида нагрева, обычно лежат в пределах 1–5 ГГц. Источники питания этих установок близки к ламповым автогенераторам, используемые в индукционном и диэлектрическом нагреве, но построенные не на обычных электронных лампах, а на специальных вакуумных приборах (магнетронах, клистронах и т. д.).
Генераторы для нагрева диэлектриков и полупроводников состоят в основном из тех же узлов, что и ламповые генераторы для индукционного нагрева металлических изделий. Отличие заключается в том, что нагрузкой является рабочий конденсатор, в котором находится нагреваемый материал. На рисунке 2.23 показана схема генератора, в колебательный контур которого включен конденсатор с нагреваемым материалом, при этом частота колебательного контура лампового генератора, Гц, определяется по формуле:
 .
.
Для того чтобы генератор в течение всего режима нагрева работал в неизменном диапазоне частот, нужно поддерживать неизменным эквивалентное сопротивление колебательного контура. Это достигается специальным регулированием, получившим название согласования нагрузки. На практике применяются разнообразные схемы колебательной системы с обеспечением самовозбуждения. Выбор схемы зависит главным образом от необходимой частоты автоколебаний и требований к ее стабильности.
Lр – разделительный дроссель; Ср – разделительная емкость;
Сн – нагрузочная емкость; L – катушка связи.
Рисунок 2.23 - Принципиальная схема генератора для
диэлектрического нагрева
Одноконтурные схемы чаще всего используются для генерирования колебаний с частотой до 1 МГц. В этих схемах применяется, как правило, трансформаторная или автотрансформаторная связь.
Более гибкими являются многоконтурные схемы автогенераторов. Они позволяют плавно регулировать эквивалентное сопротивление контура без заметного падения его КПД.
2.2 ЭМП генерируемые электросварочными установками
Электросварочные установки (ЭСУ) при своей работе создают помехи излучения и помехи проводимости. Исследования [47] показывают, что ЭМП излучения лежат в диапазонах средних и высоких частот и для расстояний l=300…1610 м пропорциональны l-1,5. Излучаемый спектр концентрируется в одной из трех областей частот 750 кГц, 3 или 20 МГц.
Помехи проводимости, создаваемые ЭСУ, можно разделить на: технологические, создаваемые за счет резко-переменного режима работы, к ним относятся колебания и провалы напряжения; электротехнические, определяемые видом ЭСУ, их систем управления и коммутации, к ним относятся несинусоидальность и несимметрия напряжений; структурно-технологические, зависящие от состава ЭСУ в группах и их коммутации; структурно-составные, характеризующиеся взаимовлиянием помех друг на друга.
По своему характеру ЭМП проводимости, создаваемые ЭСУ, можно разделить на два вида: детерминированные и случайные. Отдельные ЭСУ могут создавать детерминированные или случайные ЭМП, а группы ЭСУ – случайные ЭМП.
Импульсный характер графиков нагрузки машин контактной сварки приводит к появлению в огибающей напряжения провалов. Форма провалов напряжения (НП) зависит от формы индивидуальных импульсов тока сварки, которые определяются способом включения ЭСУ. Электросварочные установки могут включаться с помощью асинхронных тиристорных контакторов. В общем случае, когда угол открытия тиристоров не равен углу нагрузки (![]() ), при включении возникает ток переходного процесса. Этот ток состоит из установившегося синусоидального iу и свободного iсв тока, меняющегося по экспоненте, то есть
), при включении возникает ток переходного процесса. Этот ток состоит из установившегося синусоидального iу и свободного iсв тока, меняющегося по экспоненте, то есть
![]() ,
,
где A - значение свободного тока в момент включения;
![]() - постоянная времени активно-индуктивной цепи.
- постоянная времени активно-индуктивной цепи.
В момент включения ток в цепи с индуктивностью должен быть равен нулю, тогда.
![]() . (2.4)
. (2.4)
Из (2.4) видно, что при ![]() , А=0 и ток сразу же принимает установившееся значение:
, А=0 и ток сразу же принимает установившееся значение:
 .
.
Включение контакторов с углами ![]() обеспечивается синхронными контакторами. В асинхронных контакторах момент включения может меняться в процессе работы машины и возможны случаи, когда
обеспечивается синхронными контакторами. В асинхронных контакторах момент включения может меняться в процессе работы машины и возможны случаи, когда ![]() или даже
или даже ![]() . При
. При  величина A приобретает положительное значение, и, поскольку свободный ток существует во время равное
величина A приобретает положительное значение, и, поскольку свободный ток существует во время равное ![]() , то все это время наблюдается асимметрия в форме тока.
, то все это время наблюдается асимметрия в форме тока.
Таким образом, при синхронных контакторах сварочные машины создают импульсы тока в виде отрезков синусоид с постоянной амплитудой (рисунок 2.24, а), а при асинхронных контакторах наряду с импульсными с постоянной амплитудой будут наблюдаться импульсы с амплитудой затухающей по экспоненте (рисунок 2.24, в). Длительность затухания от 2 до 16 периодов в зависимости от постоянной времени ЭСУ. На рисунке 2.24 приведены также формы провалов напряжения, которые создают ЭСУ при синхронных (рисунок 2.24, б) и асинхронных (рисунок 2.24, г) тиристорных контакторах. Из рисунка 2.24 видно, что каждый провал напряжения характеризуется двумя размахами напряжения, причем длительность размахов напряжения для ПН любой формы будет составлять 0,02 с. Малая длительность ![]() позволяет допустить, что при синхронном включении форма ПН будет прямоугольная, а при асинхронном - зависеть от длительности импульса тока.
позволяет допустить, что при синхронном включении форма ПН будет прямоугольная, а при асинхронном - зависеть от длительности импульса тока.
Последовательность ПН, создаваемых отдельными ЭСУ, может носить периодический, цикличный или случайный характер.
Периодическую последовательность ПН создают ЭСУ, работающие в автоматических сварочных линиях, и сварочные роботы. Эти последовательности ПН в зависимости от числа одновременно свариваемых точек могут быть трех видов: 1) отдельных ПН (рисунок 2.25, а); 2) групп ПH (рисунок 2.25, б); 3) комплексов групп ПН (рисунок 2.25, в). Количество ПН в группах и групп в комплексах, а также периоды следования ПН (Т), группы (Тг) и комплексов (Тк), расстояния между ПН (![]() ) и их длительности (
) и их длительности (![]() ) постоянны. Расстояния между ПН, группами ПН и комплексами групп ПН определяются временем смены деталей и перемещения инструмента, а длительность - технологией и режимом работы ЭСУ.
) постоянны. Расстояния между ПН, группами ПН и комплексами групп ПН определяются временем смены деталей и перемещения инструмента, а длительность - технологией и режимом работы ЭСУ.
Рисунок 2.24 – Формы провалов напряжения при асинхронных и
синхронных тиристорных контакторах
а)
б)
в)
г)
Рисунок 2.25 - Виды провалов напряжения, создаваемых
электросварочными установками
Для циклических последовательностей ПН характерно случайное изменение расстояния между ПН в группах и между группами (рисунок 2.25, г). Такие последовательности ПН имеют ЭСУ, работающие в полуавтоматическом режиме при наличии ручных операций установки и снятия деталей.
Случайные последовательности ПН характеризуются случайными изменениями их характеристик: размахов ![]() , длительностей
, длительностей ![]() , периодов следования (Тi, Тгi, Tкi) и др. Результаты исследований позволяют отнести случайные последовательности ПH к трем основным группам [5]: 1) случайные последовательности отдельных ПН (работа большинства ЭСУ в неавтоматическом режиме: подвесные и стационарные точечные cварочные машины); 2) случайные последовательности групп ПН (многоточечные сварочные машины); 3) случайные последовательности комплексов групп ПН (работа стационарных и подвесных одноточечных машин при перемещении изделия или инструмента, полуавтоматические сварочно-сборочные линии).
, периодов следования (Тi, Тгi, Tкi) и др. Результаты исследований позволяют отнести случайные последовательности ПH к трем основным группам [5]: 1) случайные последовательности отдельных ПН (работа большинства ЭСУ в неавтоматическом режиме: подвесные и стационарные точечные cварочные машины); 2) случайные последовательности групп ПН (многоточечные сварочные машины); 3) случайные последовательности комплексов групп ПН (работа стационарных и подвесных одноточечных машин при перемещении изделия или инструмента, полуавтоматические сварочно-сборочные линии).
Экспериментально установлено [5], что распределение расстояний между провалами, группами и комплексами групп ПН для различных ручных операций хорошо согласуются с экспоненциальным законом распределения:

К основным свойствам случайных последовательностей ПН следует отнести стационарность, ординарность и последействие. Проведенные исследования показывают, что в силу установившегося характера технологического процесса цехов с ЭСУ индивидуальные графики случайных ПН обладают свойством стационарности и ординарности [5]. Наибольшим последствием обладают периодические индивидуальные графики ПН.
Глубина ПН определяется мощностью сварочной машины, мощностью источника питания и параметрами питающей сети. Машины точечной и рельефной сварки создают ПН до 7%. Наибольшую глубину ПН создают стыковые и многоточечные машины, до 19%. Длительность провалов напряжения зависит от видов ЭСУ и свариваемого металла (толщины и марки). Точечные, рельефные, многоточечные и шовные сварочные машины создают ПН длительностью от 0,02 до 1,0 с, стыковые сварочные машины создают ПН длительностью от 0,2 до 20 с, а дуговые сварочные установки от 5 до 600 с (таблица 2.6).
На рисунке 2.26 приведены характеристики провалов напряжения отдельных сварочных машин, а на рисунке 2.27 шинопроводов питающих различные сварочные машины.
Средняя частота провалов напряжения:
 , (2.5)
, (2.5)
где n - число ПН за интервал времени Т (с, мин, ч).
Средняя частота размахов напряжения:
![]() . (2.6)
. (2.6)
В настоящее время большое число машин контактной сварки снабжается регулируемыми тиристорными контакторами. Большое распространение получили также сварочные машины постоянного тока и установки дуговой сварки постоянного тока.
Таблица 2.6 - Параметры провалов напряжения, создаваемых отдельными сварочными установками
Тип сварочных машин | Мощность, кВ×А | Глубина провала, | Длительность провала, с | dU/dt %/с | Средняя частота провалов напряжения, Гц |
1 | 2 | 3 | 4 | 5 | 6 |
Точечные: подвесные стационарные рельефные | 75 150 75 200 150 300 | 3,0 6,1 1,2 3,9 3,6 11,2 | 0,14 0,26 0,18 0,52 1,24 1,24 | 150 300 360 195 180 550 | 1,7 - 2,0 1,7 - 2,0 0,8 - 1,0 0,7 – 1,0 1,5 1,2 |
Шовные | 150 | 2,0 | 0,14 | 100 | 5,0 |
Стыковые | 750 100 | 13 1,2 | 0,7 2,6 | 650 60 | 0,08 0,07 |
Многоточечные | 5х63 - Зх150 | 16,3 | 0,36 | 815 | 0,03 |
Автоматическая линия | 4х8х63 | 11 | 0,32 | 550 | 0,05 |
Дуговые | 60 | 1,0 | 27 | 50 | 0,016 |
Токи отдельных гармоник машин контактной сварки можно определить по выражению:
![]() , (2.7)
, (2.7)
где Sпасп - паспортная мощность ЭСУ;
Kзс, ПВфс - среднестатистические коэффициенты загрузки и фактической продолжительности включения (определяются по данным [5]).
Здесь являются определяющими 3, 5 и 7 гармоники.
Сварочные машины постоянного тока и сварочные выпрямители, имеющие трехфазную мостовую схему выпрямления генерируют 5, 7 и 11-ю гармоники. Токи отдельных гармоник для них определяются по выражению:
![]() . (2.8)
. (2.8)
В таблицах 2.7, 2.8 приведены уровни гармоник тока и напряжения генерируемых различными ЭСУ и на шинах питающих подстанций.
В основном все ЭСУ являются однофазными потребителями электроэнергии. Равномерное распределение их по парам фаз трехфазной сети не всегда удается, особенно, при наличии крупных сварочных машин: кроме того, сварочные машины включаются в случайном порядке. Поэтому в трехфазной сети с ЭСУ возникает несимметрия токов, которая приводит к несимметрии напряжения; наряду с системой прямой последовательности напряжений, появляются составляющие обратной и нулевой последовательности.
а - подвесные сварочные машины;
б - стационарные и многоточечные машины.
Рисунок 2.26 - Зависимости вероятности, частоты и
средней длительности провалов напряжения за уровень Vк
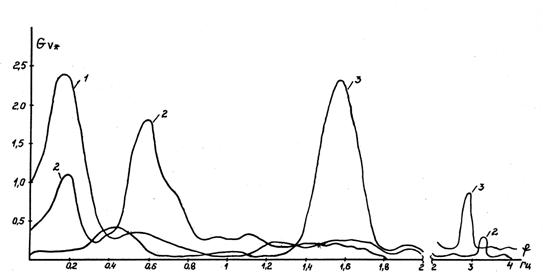
1 – группа стыковых машин; 2 – группа стационарных сварочных машин;
3- группа подвесных сварочных машин.
Рисунок 2.27 – Спектральная плотность колебаний напряжения шинопроводов
Таблица 2.7 - Значения гармонических составляющих
Номера гармоник | Пределы изменения амплитуд гармоник тока, % амплитуды суммарного тока | Пределы изменения амплитуд гармоник напряжения, % амплитуды суммарного напряжения | ||
одноточечные | многоточечные | одноточечные | многоточечные | |
1 | 60 - 94 | 70 - 96 | 94 - 99 | 94 - 99 |
2 | 0,3 - 5,0 | 0,1 - 4 | 0,05 - 1,0 | 0,08 - 0,8 |
3 | 12 - 30 | 4 - 26 | 1 - 3,5 | 1 - 2,5 |
4 | 0,2 - 3,0 | 0,08 - 3 | 0,02 - 0,7 | 0,01 - 0,8 |
5 | 4 - 15 | 3 - 10 | 0,7 - 2 | 0,4 - 2,3 |
6 | 0,2 - 0,25 | 0,07 - 2,2 | 0,02 - 0,4 | 0,03 - 0,75 |
7 | 2 - 8 | 1,3 - 5 | 0,4 - 2 | 0,2 - 1,6 |
8 | 0,2 - 2 | 0,07 - 1,5 | 0,02 - 0,3 | 0,07 - 1,5 |
9 | 1 - 5 | 1,1 - 5 | 0,02 - 1,5 | 0,4 - 1,1 |
10 | 0,1 - 1,5 | 0,07 - 1,3 | 0,03 - 0,3 | 0,04 - 0,5 |
11 | 0,3 - 2,5 | 0,6 - 4 | 0,2 - 1,2 | 0,2 - 0,8 |
Характер и величина несимметрии в цеховой сети низкого напряжения зависит от схемы соединений обмоток цеховых трансформаторов, от типа сети низкого напряжения и параметров ее элементов. Цеховые трансформаторы в настоящее время выпускаются со схемой соединения обмоток ![]() Все ЭСУ включаются на линейное напряжение. При отсутствии электроприемников, включенных на фазное напряжение, несимметрия токов и напряжений будет обусловлена лишь наличием составляющих обратной последовательности и характеризуется величиной коэффициента несимметрии.
Все ЭСУ включаются на линейное напряжение. При отсутствии электроприемников, включенных на фазное напряжение, несимметрия токов и напряжений будет обусловлена лишь наличием составляющих обратной последовательности и характеризуется величиной коэффициента несимметрии.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 |
