
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
7. Расчет оборудования мастерской.
Произведем расчет металлорежущего оборудования по зависимости:
 (19)
(19)
где:
![]() - годовая трудоемкость станочных работ, чел.-ч.
- годовая трудоемкость станочных работ, чел.-ч.
![]() - коэффициент неравномерности загрузки мастерской (1,0…1,3)
- коэффициент неравномерности загрузки мастерской (1,0…1,3)
![]() - коэффициент использования оборудования (0,86…0,90)
- коэффициент использования оборудования (0,86…0,90)

В связи с сокращающимся объемом ремонтных работ получается малое количество станков, но по технологической необходимости принимаем следующее оборудование:
Широкоуниверсальный токарно-винторезный станок 1А62Г (1 шт.)
Широкоуниверсальный консольно-фрезерный 6Р81Ш (1 шт.)
Универсальный вертикально-сверлильный 2Ншт.)
Подставка для изделий (1 шт.)
Заточный станок (1 шт.)
Кран ![]() ГОСТ 7890шт.)
ГОСТ 7890шт.)
Компрессор РСВ-0,6В5) (1 шт.)
Электровулканизатор ОШ-5шт.)
Моечная машина ОМ-947К (1 шт.)
Горн кузнечный 5903шт.)
Стол для электросварочных работ (1 шт.)
Таблица 7
Расчет оборудования
Оборудование мастерской | ||
Оборудование | % | |
Токарное | 65 | 0,65 |
Фрезерное | 10 | 0,1 |
Шлифовальное | 10 | 0,1 |
Сверлильное | 8 | 0,08 |
Строгальное | 7 | 0,07 |
Итого | 100 | 1 |
8. Расчет площадей.
Общую площадь ремонтной мастерской просчитываем по удельным площадям на одного рабочего, а в станочном отделении дополнительно по занимаемой площади оборудования.
 (20)
(20)
где:
![]() - число производственных рабочих на участке, в отделении, цехе;
- число производственных рабочих на участке, в отделении, цехе;
![]() - удельная площадь на одного производственного рабочего, кв. м.
- удельная площадь на одного производственного рабочего, кв. м.
![]()
![]()
![]()
В связи с принятым оборудованием площадь токарной рассчитываем по занимаемому оборудованию:
![]() Производственная площадь:
Производственная площадь:
![]()
Определяем площадь вспомогательных помещений
Контора – 6%
Бытовые помещения – 6%
Инструментальная – 2%
Складские помещения – 3%
Таблица 8.1.
Расчёт площадей | |||
fуд | Число рабочих | Площадь | |
Разборочно-моечное | 25 | 0,29 | 7,1278 |
Контроль и сортировка | 16 | 0,05 | 0,8455 |
Комплектовочное | 30 | 0,04 | 1,3077 |
Ремонт электрооборудования | 10 | 0,13 | 1,2633 |
Ремонт топливной аппаратуры | 15 | 0,07 | 1,0435 |
Участок сборки | 30 | 0,79 | 23,751 |
Обкатка и испытания | 15 | 0,323 | 4,85 |
Медницко-жестятский | 12 | 0,243 | 2,92 |
Кузнечно-термический | 30 | 0,437 | 13,12 |
Сварочный | 15 | 0,313 | 4,69 |
Станочный | 12 | 0,962 | 11,54 |
Слесарный | 12 | 2,041 | 24,49 |
Обойно-столярный | 20 | 0,035 | 0,71 |
Малярный | 20 | 0,176 | 3,53 |
Вулканизация | 15 | 0,034 | 0,51 |
Общая площадь | 67,72 |
Таблица 8.2.
Определение дополнительных площадей
Контора | 4,0632 | ||
Бытовые помещения | 4,0632 | ||
Инструментальная | 1,3544 | ||
Склады | 2,0316 | ||
Итого | 79,232 |
9. Индивидуальное задание.
Валик муфты.
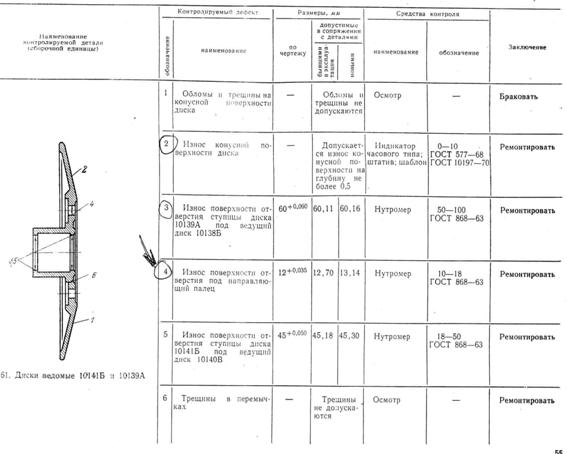
Дефект: износ поверхности отверстия под направляющий палец.
Исходные данные: D = 12![]()
L = 10 мм
Износ – 1,1
HRC – 40
Метод устранения дефекта – вибронаплавка.
Рассчитаем норму времени:
 (22)
(22)
где:
![]() - основное;
- основное;
![]() - полное вспомогательное время (0,9 мин.);
- полное вспомогательное время (0,9 мин.);
![]() - процентное отношение подготовительно – заключительного времени к оперативному.
- процентное отношение подготовительно – заключительного времени к оперативному.
 (23)
(23)
где:
![]() - длина наплавляемой поверхности;
- длина наплавляемой поверхности;
![]() - число проходов;
- число проходов;
![]() - число оборотов детали в минуту;
- число оборотов детали в минуту;
![]() - продольная подача мундштука, мм/об.
- продольная подача мундштука, мм/об.
 (24)
(24)
где:
![]() - окружная скорость детали м/мин;
- окружная скорость детали м/мин;
![]() - диаметр наплавляемой поверхности.
- диаметр наплавляемой поверхности.
![]()

![]()
Литература.
1. Методические указания для выполнения курсового и дипломного проекта по ремонту машин. ВГМХА, 2003
2. Волгин . Создание и сертификация. М. Дашков и Ко., 2004
Технологическая карта.
Таблица 9.1.
Наименование и содержание операции | Обработка | Приспособление инструмент | Разряд работы | Норма времени
| Режимы операции | Марка и норма расхода материала |
Наплавочная (дефект 0,4мм) | Станок токарно-винторезный 1К62 | Патрон 710В – 0025 микрометр МК 25 – 50 ГОСТ6507 – 60 | 3 |
| Полярность обр. | Проволока 1,2 СВ – 08Г 2С 0,1 кг |
Шлифовальная (шлифовка поверхности) | Станок кругло – шлифовальный 3Б151 | Центр Полуцентр хомутик Круг шлифовальный ПП600*40*305 Образцы шероховатости поверхности | 3 |
|
|
|
Сверлильная (восстановление отверстий) | Станок сверлильный – вертикальный 2Н135 | Групповое приспособление восстановления отверстий | 2 |
|
|
|
Контрольная (проверка размеров и шероховатости восстанавливаемых поверхностей) |
| Микрометр МК25 – 50 ГОСТ6507 – 60 образцы шероховатостей | 3 |
|
|
|

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 |
