

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Для измерения смещения кромок может использоваться специальный шаблон. Схема измерения смещения кромок показана на рисунке Н.1. Шаблон устанавливают по образующей одной из труб, прижимая его к трубе в околошовной зоне. Из-за смещения кромок при этом на другом конце опорной площадки шаблона наблюдается его подъем над поверхностью трубы. С помощью щупа производят замер зазора между поверхностью заготовки и пяткой шаблона. Далее рассчитывают отношение (в процентах) измеренного абсолютного значения смещения кромок к номинальной толщине стенки трубы. Расчет производят с округлением до целого значения процента.
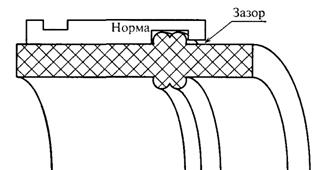
Рисунок Н.1 - Измерение смещения кромок при помощи шаблона
ПРИЛОЖЕНИЕ П
(рекомендуемое)
МЕТОДИКА ИСПЫТАНИЙ СВАРНЫХ СОЕДИНЕНИЙ НА ОСЕВОЕ РАСТЯЖЕНИЕ
Испытания выполняют на образцах-лопатках типа 2 по ГОСТ 11262.
Образцы-лопатки изготавливают механической обработкой из отрезков сварных соединений длиной не менее 160 мм. Допускается для труб с номинальной толщиной до 10 мм включительно вырубать образцы штампом-просечкой.
Из каждого контролируемого стыка вырезают (вырубают) равномерно по периметру шва не менее пяти образцов.
При изготовлении ось образца должна быть параллельна оси трубы. Толщина образца должна быть равна толщине стенки трубы. Сварной шов должен быть расположен посередине образца с точностью ± 1 мм. Образцы не должны иметь раковин, трещин и других дефектов. Схема изготовления образцов-лопаток для испытания на осевое растяжение приведена на рисунке П.1
Перед испытанием образцы кондиционируют по ГОСТ 12423 при температуре (23 ± 2) °С не менее 2 ч.
Испытания проводят при скорости раздвижения зажимов испытательной машины, равной (100 ± 10) мм/мин для образцов труб с номинальной толщиной стенки менее 6 мм и (25 ± 2,0) мм/мин для образцов труб с номинальной толщиной стенки 6 мм и более.
Испытание на растяжение производится на любой разрывной машине, обеспечивающей точность измерения нагрузки с погрешностью не более 1 % измеряемого значения, мощность которой позволяет разорвать образцы (усилие от 5000 до 10000 Н) и которая имеет регулируемую скорость.
При испытании определяют характер (тип) разрушения образца, а также относительное удлинение при разрыве и предел текучести при растяжении.
Испытание на растяжение производят не ранее чем через 24 ч после сварки.
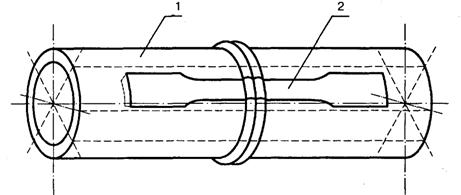
1 - патрубок со сварным соединением; 2 - расположение образцов
Рисунок П.1 - Схема вырезки образцов из сварного соединения для испытания на осевое растяжение
ПРИЛОЖЕНИЕ Р
(рекомендуемое)
МЕТОДИКА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ
Ультразвуковой контроль сварных стыковых соединений осуществляют в ручном, механизированном или автоматизированном вариантах, а также в соответствии с требованиями ГОСТ 14782.
При проведении ультразвукового контроля следует применять:
- ультразвуковые эхо-импульсные дефектоскопы общего назначения отечественного или зарубежного производства, рассчитанные на рабочую частоту ультразвука в диапазоне от 1 до 5 МГц или специализированные дефектоскопы;
- стандартные образцы предприятия (СОП) с эталонными отражателями для настройки параметров контроля, размеры которых в зависимости от диаметра и толщины стенки контролируемого газопровода определены в приложении С;
- пьезоэлектрические преобразователи на рабочую частоту в диапазоне от 1 до 5 МГц, работающие по совмещенной, раздельно совмещенной, раздельной или комбинированной схемам.
Применяемое для проведения ультразвукового контроля оборудование должно быть сертифицировано в установленном порядке и одобрено Госгортехнадзором России.
Ультразвуковой контроль сварного стыкового соединения должен проводиться при температуре околошовной зоны стыка не выше 30 °С.
Перед проведением контроля околошовные поверхности сварного стыкового соединения тщательно очищаются от грязи, снега и т. п. Ширина зоны очистки определяется конструкцией применяемых пьезоэлектрических преобразователей и технологией контроля.
Подготовленные для ультразвукового контроля поверхности непосредственно перед проведением прозвучивания стыкового соединения покрываются слоем контактирующей жидкости. В качестве контактирующей жидкости в зависимости от температуры окружающего воздуха следует применять: при положительных температурах - специальные водорастворимые гели типа «Ультрагель», обойный клей, глицерин, при отрицательных температурах окружающего воздуха - моторные масла, разведенные до необходимой концентрации дизельным топливом. При применении глицерина и моторных масел поверхность трубы после проведения ультразвукового контроля должна быть очищена и обезжирена.
Контроль качества стыкового соединения проводят на двух уровнях чувствительности - браковочном и поисковом. Поисковая чувствительность отличается от браковочной на 6 дБ.
Настройку чувствительности контроля осуществляют при температуре, соответствующей температуре окружающего воздуха в месте проведения контроля.
Оценка качества стыковых сварных соединений полиэтиленовых газопроводов производится по альтернативному признаку - «годен» или «не годен».
Сварное стыковое соединение считается «не годным», если в нем обнаружены:
- дефекты, амплитуда отраженного сигнала от которых превышает амплитуду сигнала от эталонного отражателя в СОП на браковочном уровне чувствительности;
- дефекты, амплитуда отраженного сигнала которых превышает амплитуду сигнала, отраженного от эталонного отражателя в СОП на поисковом уровне чувствительности, если условная протяженность дефекта или количество дефектов превышают нормативные значения.
ПРИЛОЖЕНИЕ С
(рекомендуемое)
КРИТЕРИИ ОЦЕНКИ КАЧЕСТВА ГРУППЫ ДЕФЕКТОВ
(Извлечение из методики ультразвукового контроля качества сварных стыковых соединений полиэтиленовых газопроводов АО «ВНИИСТ»)
Группа дефектов - протяженные
Несплавления, цепочки и скопления пор, включений
1
Критерии оценки качества | Условное обозначение труб SDR 11 | ||||||||||||
Æ 63 ´ 5,8 | Æ 75 ´ 6,8 | Æ 90 ´ 8,2 | Æ 110 ´ 10 | Æ 125 ´ 11,4 | Æ 140 ´ 12,7 | Æ 160 ´ 14,6 | Æ 180 ´ 16,4 | Æ 200 ´ 18,2 | Æ 225 ´ 20,5 | Æ 250 ´ 22,7 | Æ 280 ´ 25,4 | Æ 315 ´ 28,6 | |
Максимально допустимая площадь, мм2 | 0,78 | 1,09 | 1,58 | 2,37 | 3,05 | 3,08 | 5,0 | 5,56 | 6,82 | 8,68 | 13,36 | 16,75 | 21,22 |
Диаметр плоскодонного отверстия, мм | 1,1 | 1,3 | 1,7 | 1,8 | 2,1 | 2,3 | 2,6 | 3,0 | 3,3 | 3,4 | 3,7 | 4,2 | 4,7 |
Условная протяженность дефекта, мм | 10 | 10 | 20 | 20 | 30 | 30 | 30 | 30 | 30 | 30 | 30 | 30 | 30 |
Допустимое количество дефектов на периметре стыка, мм | 3 | 3 | 2 | 3 | 2 | 2 | 2 | 3 | 3 | 3 | 4 | 4 | 5 |
2
Критерии оценки качества | Условное обозначение труб SDR 17,6 | SDR 9 | SDR 7,4 | ||||||||||||
Æ 90 ´ 5,1 | Æ 110 ´ 6,3 | Æ 125 ´ 7,1 | Æ 140 ´ 8,0 | Æ 160 ´ 9,1 | Æ 180 ´ 10,3 | Æ 200 ´ 11,4 | Æ 225 ´ 12,8 | Æ 250 ´ 14,2 | Æ 280 ´ 15,9 | Æ 315 ´ 17,9 | Æ 180 ´ 20,0 | Æ 110 ´ 15,1 | Æ 160 ´ 21,9 | Æ 225 ´ 30,8 | |
Максимально допустимая площадь, мм2 | 1,02 | 1,48 | 1,9 | 2,4 | 3,13 | 4,0 | 4,88 | 6,16 | 7,89 | 9,89 | 12,52 | 7,25 | 3,12 | 6,61 | 9,98 |
Диаметр плоскодонного отверстия, мм | 1,2 | 1,4 | 1,6 | 1,8 | 2,1 | 2,4 | 2,6 | 2,9 | 3,3 | 3,6 | 4,1 | 3,3 | 2,2 | 3,2 | 4,6 |
Протяженность дефекта, мм | 10 | 10 | 10 | 20 | 20 | 20 | 20 | 30 | 30 | 30 | 30 | 30 | 30 | 30 | 30 |
Допустимое количество дефектов на периметре стыка, мм | 5 | 6 | 6 | 4 | 4 | 4 | 5 | 4 | 4 | 4 | 5 | 3 | 2 | 3 | 4 |
Группа дефектов - одиночные
Поры, механические включения (примеси)

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 |
