

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
5 Безопасность жизнедеятельности
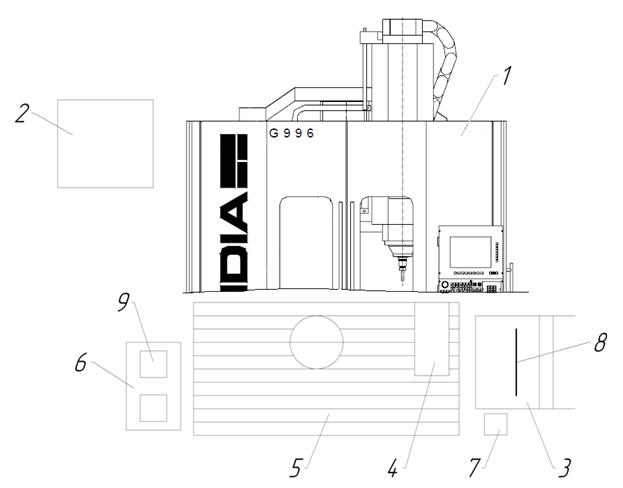
Целью данного дипломного проекта является автоматизация процесса фрезерования корпусов на пятикоординатном центре с использованием датчиков контроля инструмента и детали в рабочем пространстве станка. В конструкторской части дипломного проекта более подробно описаны: характеристики и конструктивные особенности датчиков RENISHAW.
В разделе «Система управления» - описание системы ЧПУ FIDIA, алгоритма
компенсации погрешностей инструмента. В технологическом разделе разработан маршрут обработки детали — корпус, которая будет обрабатываться на пятикоординатный центр G996 с использованием датчиков контроля инструмента и детали в рабочем пространстве станка.
Дополнение центра G996 измерительной системой NC4 осуществляется с использованием специализированного программного обеспечения ЧПУ FIDIA С20 . При этом как NC4 так и программное обеспечение являются дополнением, комплектно поставляемым при его установки как опция по отдельному заказу.
Лазерное устройство, используемое в Renishaw NC4 бесконтактного типа, системе регулирования инструмента, испускает непрерывно, в видимом диапазоне, красный свет, длинной волны 670 nm с выходной мощностью луча меньше 1 мВт. Данное устройство, Renishaw NC4, определено Международной Стандартной Электротехнической Комиссией 60825-1:1993 + A1:1997 + A2: 2001. Для дипломного проекта задан чертеж детали.
Установка на станок автоматической системы контроля инструмента и детали, необходимо для того, чтобы увеличить производительность станка и уменьшить время обработки деталей (рис. 5.1).
5.1 Анализ опасных, вредных факторов и возможных чрезвычайных ситуаций при эксплуатации пятикоординатного центра G996
Анализ опасных и вредных факторов и чрезвычайных ситуаций, возможных при обслуживании и эксплуатации фрезерного пятикоординатного центра G996, приведен в соответствии с рекомендациями приведенными в литературе. [5.1….5.6]
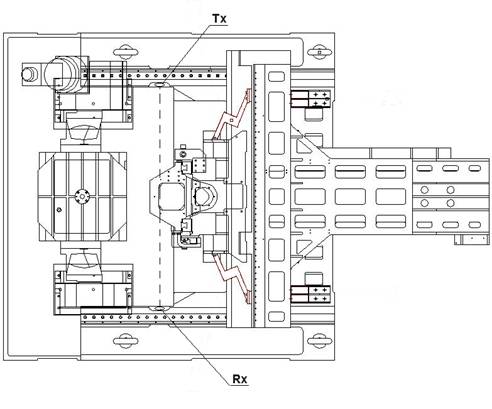
Тх – передатчик, Rx - пиёмник
Рисунок 5.1 – Место расположения измерительной рамки
5.1.1 Незащищённые движущиеся и вращающиеся части станка могут нанести травму обслуживающему персоналу при соприкосновении с ними. Из них наибольшую опасность представляют шпиндель (с числом оборотов 240 — 24000 oб/мин), инструмент при вращении шпинделя, движущиеся со скоростью, выше безопасной (0,3 м/сек.) ГОСТ 12.1.009-99 [5.4]. Также опасность исходит от магазина который выполняет свою операцию по программе или в ручном режиме с большим быстродействием органов (так как магазин инструмента загружается при открытом ограждении магазина). На проектируемом оборудовании наибольшую опасность представляет вращающийся магазин (имеющий максимальную частоту вращения 30 об/мин) с установленным в него инструментом. Превышающие 30 об/мин могут привести к заклиниванию магазина при неисправности редуктора, попадания металлической стружки.
Вращение магазина невозможно при нахождении шпинделя у магазина. Это может привести к столкновению, вылету из зоны обработки осколков или инструмента, что приведет к травмированию рабочего персонала.
В многоинструментальных станках с ЧПУ, механизм перемещения инструмента из магазина в шпиндель и обратно должен обеспечивать надежный захват инструмента, исключающий его выпадение при перемещении.
5.1.2 Возможность доступа человека в рабочее пространство станка, функционирующего в режиме исполнения программы; отсутствие и неисправность средств защиты (ограждения, предохранительных экранов); захват одежды и волос рабочего движущимися частями оборудования может серьезно травмировать обслуживающий персонал; такие факторы, как непредусмотренное, неправильное (самопроизвольное) движение исполнительных устройств (магазин, шпиндель, столы) при наладке, ремонте и работе по программе; условий эксплуатации оборудования;
5.1.3 Возможность вылета стружки обрабатываемого материала или осколков инструмента из зоны резания с большой скоростью и на значительное расстояние (3 – 10 м.) имеющая высокую температуру (400 — 6000 С). При этом, она может нанести физическую травму оператору или окружающим в виде порезов или ожогов, травм глаз.
5.1.4 Возможность самопроизвольного выпадения деталей из приспособления (в случае его разрушения или небрежности оператора при установке), раскрытие схватов оборудования (в случае его поломки или по вине оператора), в результате чего оператор или окружающие могут получить травму.
5.1.5 Возможность разрыва трубопровода системы (все гидросистемы станка и устройства смены инструмента проходят испытания на разрыв и утечки при давлении 9 МПа). Рассмотрим причины, в результате которых возможен разрыв:
а) Масло в гидросистемах находится под давлением 6,5 МПа, при повышении давления выше 6,5 МПа, что на 20% больше допустимого согласно паспорта станка в гидросистемах повышается возможность разрыва трубопроводов, что может привести к травмам оператора или обслуживающего персонала.
б) При понижении давления ниже 5 МПа, что на 30% ниже допустимого, возникает опасность самопроизвольного раскрытия схватов механической руки других удерживающих частей оборудования, что может привести к травмам оператора.
в) При перегревании масла возникает опасность возможности разрыва трубопроводов, что может привести к травмам оператора или обслуживающего персонала.
г) При работе в гидросистемах масло со временем теряет свои эксплуатационные свойства, такие как вязкость, подвергается окислению, разлагается при повышенных температурах, загрязняется продуктами механического износа трущихся деталей.
Загрязнение рабочей жидкости гидросистемы станков вызывает засорение малых отверстий и залипание подвижных частей гидроагрегатов, что приводит к повышению давления в гидросистеме, появлению наружных утечек, загрязнению рабочего места и окружающей среды вследствие попадания в сточные воды. Возрастает опасность работы на станке. Это может привести к травмам оператора.
5.1.6 Повышенный уровень напряжения электрической цепи, замыкание которой может пройти через тело человека. Прикосновение к токоведущим частям оборудования (шкафу с электрооборудованием электроприводам кабелям высокого напряжения) или пробой корпуса (при отсутствии или повреждении заземления) могут вызвать у оператора серьезные электротравмы. При неправильном выборе электроизоляции могут возникнуть короткие замыкания и пожар. Все подвижные жгуты проводов станка и устройства смены инструмента должны быть помещены в защитные кожуха (метал-рукав и др.). Электробезопасность станка должна отвечать требованиям ГОСТ 12.1.038.-82 и ГОСТ 12.2.007.1-75 [5.2] .
5.1.7 Возможны сбои в работе оборудования при радио или сетевых помехах. Радиопомехи, возникающие в цепях питания от работы соседнего оборудования, а также в результате воздействия электромагнитных полей, от проходящих рядом силовых цепей и цепей управления, могут привести к сбоям в работе системы измерения инструмента и УЧПУ, что может повлечь за собой возникновение аварийных ситуаций: сбоям в работе по программе, запуску произвольных программ и т. п.
5.1.8 Внезапное прекращение подачи энергоносителей — электроэнергии, воздуха, масла — может привести к аварийным ситуациям, нарушению работы оборудования, сбою в программе, поломке и вылету инструмента, находящегося в зоне обработки. Может произойти произвольное перемещение шпиндельного узла не ограниченное датчиками положения (т. к. энергия, питающая датчики, отключена), зажиму схватов магазина (так как это сделано конструктивно). При повторном внезапном включении оборудования система управления может вызвать произвольную программу, что может вызвать перемещение отдельных узлов, их поломку. Все это может травмировать обслуживающий персонал .
5.1.9 Возможность превышения номинальных технологических мощностей, усилий и моментов (допускается безопасное превышение на 20%); может привести к поломке оборудования и травмированию оператора или обслуживающего персонала. При неправильно выбранных режимах резания, скорости резания и подаче, может произойти поломка инструмента. Это может привести к вылету отломанных частей в сторону оператора или другого обслуживающего персонала. При износе или изломе инструмента изменяется усилие обработки (увеличивается), следовательно, увеличивается нагрузка на шпиндель станка и на подшипники, что может привести к поломке оборудования и травмированию оператора.
5.1.10 Возможность возникновения пожарной опасности. Пожароопасность возможна: при длительных перегрузках двигателей, приводов, отдельных элементов при работе силовых элементов в блоках системы; от нарушения тепловых режимов работы электронных элементов в схемах блоков системы, при неправильном выборе изоляционных материалов; при больших переходных сопротивлениях в системе (св. 0,1 Ом), при возникновении коротких замыканий в электронных схемах системы (в частности в микросхемах). При попадании в корпус приборов, электрошкафы, пульты токопроводящей пыли также возможно короткое замыкание. Допустимая температура внутри электрошкафов, приборов для обеспечения надежной работы элементов схем — не более 550 С (в соответствии с требованиями ГОСТ 12.2.091 — 83).
Возникновение пожаров может нанести значительный ущерб оборудованию, нанести травмы, ожоги обслуживающему персоналу.
5.1.11 Недостаточное освещение рабочего места является вредным факторов. Оно может привести к быстрому утомлению зрения и частичной потере его, снижению внимания, что в свою очередь может привести к травме. От освещения зависит также производительность труда и качество выпускаемой продукции.
5.1.12 Повышенный уровень шума на рабочем месте.
Возникающий в кинематических цепях шум при работе станка. Шумовые характеристики не превышают значения установленные ГОСТом 12.1.003-88*. Из-за не применения звукоизолирующих элементов, несвоевременного ремонта или износа механизма (многоцелевые станки генерируют шум интенсивности не более 85 дБа с максимумом звуковой энергии в диапазоне частот 250 – 400 Гц), отрицательно сказывается на работоспособности и здоровье обслуживающего персонала [5.7]. Утомление рабочего из-за шума приводит к травмам и увеличивает число ошибок в работе.
5.1.13 Повышенный уровень вибрации.
Возникающие при работе вибрации ухудшают самочувствие рабочего и снижают производительность труда. Источником вибраций являются: неправильная установка станка, неуравновешенные вращающиеся массы (режущий инструмент, заготовки, несущие валы), неисправность в гидросистеме.
Замеры виброскорости и виброускорений производится при типовых режимах резания в трех точках: на столе оператора, на пульте оператора, у ног оператора. Контроль — по ГОСТУ 12.1.012-90.ССБТ «Вибрационная безопасность. Общие требования».
В целях антивибрационной защиты головок передатчика и приёмника в монтажных пакетах используются распорные пластины и две монтажные панели В и С, что соответствует монтажному пакету на рисунке 5.2.
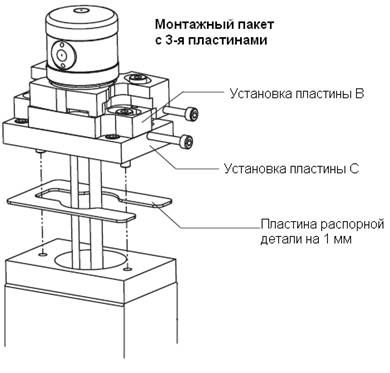
Рисунок 5.2 – Монтажный пакет единицы NC4
5.1.14 Несоответствие параметров микроклимата норме на рабочем месте. При обработке на станке происходит интенсивное выделение теплоты (основные источники: нагретый металл заготовок, стружка, механическое и электрооборудование, солнечная энергия). Это может отрицательно сказываться на самочувствии рабочих снижением производительности труда. Наоборот, пониженная температура на рабочем месте может привести к различным простудным и другим заболеваниям.
5.1.15 Несоответствие эргономических характеристик оборудования требованиям, изложенным в нормативной литературе, неудобство расположения органов ручного управления, недостаток их цветового оформления приводит к утомлению рабочего, увеличивает число ошибок в работе, что может привести к травмам.
5.1.16 Несоответствие эргономических характеристик оборудования требованиям, изложенным в нормативной литературе, нерациональная организация рабочего места приводит к утомлению рабочего, увеличивает число ошибок в работе, что может привести к травмам.
5.1.17 Незнание и неисполнение рабочими правил техники безопасности может привести к производственному травматизму.
5.1.18 Поражение зданий и сооружений молнией является одной из наиболее серьезных ситуаций, т. к. она может привести к возгоранию и взрывам оборудования и зданий в целом, а, следовательно, к травмам и смерти большого количества работающих.
Проведенный анализ показал, что наиболее опасными и вредными факторами, возникающими при работе оборудования, являются:
- движущиеся и вращающиеся части оборудования.
- вылет стружки обрабатываемого материала и осколков инструмента из зоны резания.
- возможность поражения электрическим током
- сбои в системе управления.
Возникновение чрезвычайной ситуации:
- внезапное прекращение подачи энергоносителей — электроэнергии, воздуха, масла на оборудование.
- поражение зданий и сооружений молнией.
5.2 Разработка мер безопасности при эксплуатации пятикоординатного центра G996
5.2.1 Лазерное устройство, используемое в Renishaw NC4 бесконтактного типа, не требует средств специальной защиты, т. к. испускает красный свет, длинной волны 670 nm с выходной мощностью луча меньше 1 мВт.
Для исключения вредного воздействия лазерного луча на оператора целесообразны следующие меры безопасности:
1. Избегайте воздействия, непосредственно, лазерного луча на глаза.
2. Избегайте визуальной передачи луча через оптические приборы. Убедитесь, что луч не отражается в глаза другого человека через зеркало или другую рефлексивную поверхность.
3. Не подвергайте кожу воздействию лазерного луча дольше чем 5 – 6 минут.
4. Проинструктируйте оператора об опасностях прямого воздействия лазерного луча на глаза и кожу.
5.2.2 Единица NC4 требует минимального обслуживания, поскольку оно было разработано, чтобы работать как постоянное закреплённое в центре механической обработки компьютерного числового программного управления, где в окружающей среде доминирует горячая металлическая стружка, и смазочно-охлаждающая эмульсия. Только повседневный уход за оборудованием, описанный в справочнике по установке и обслуживанию, должны быть предприняты.
Условием надёжной работы системы измерения NC4 обеспечивается при обеспечении следующих дополнительных мер:
- подача воздуха, подведённого для обдува и очистки оптики от обычной пневмо сети цеха.
- очистка оптики передатчика и приёмника должна быть периодической с интервалом 2 – 3 раза в месяц. Для очистки оптики используется специальный растворитель RS Components Ltd.
Чистка линз осуществляется воздушной струёй в течении не менее 1 мин. с использованием растворителя.
5.2.3 Для защиты от вращающихся и движущихся частей оборудования, в соответствии с ГОСТ 12.2.009-99, все подвижные части станков должны иметь ограждения, полностью изолирующие человека (для обеспечения безопасности на станке применено ограждение кабинетного типа, со смотровыми окнами). Ограждение полностью закрывает всю область резания и магазин с захватами (рис. 5.3). Ограждение выполнено в соответствии с ГОСТ 12.2.062-81*.
5.2.4 На станке имеются блокировки, обеспечивающие безопасность работы:
а) при нажатии на аварийную кнопку отключается управление и снимается питание со всех исполнительных электромагнитов и пускателей;
б) разжим и зажим инструмента в магазине в “Ручном” режиме, возможен только при отключенном шпинделе.
в) открытие и закрытие ограждения зоны резания в ручном режиме - останов шпинделя, а оси могут двигаться, в режимах "Автомат" и "Ручной ввод" все движения на станке останавливаются;
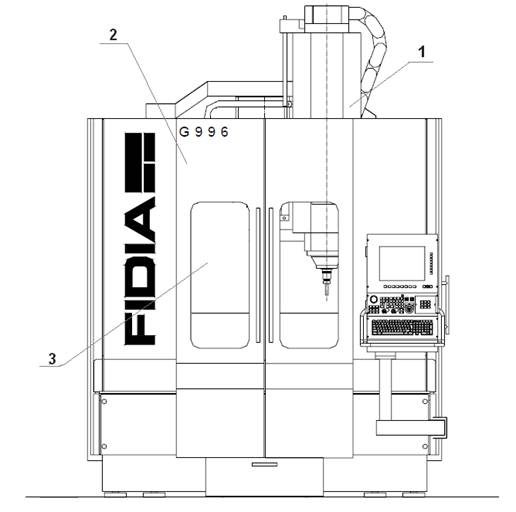
1 – станок, 2 – ограждение, 3 – смотровое окно.
Рисунок 5.3 – Схема ограждения пятикоординатного центра G996.
г) невозможность разжать оправку при вращающемся шпинделе;
д) невозможность включить шпиндель при открытых ограждениях;
е) невозможность включить шпиндель при не зажатом инструменте во всех режимах и запустить отработку управляющей программы: на экране индицируется сообщение о не зажатом инструменте. Если при отработке управляющей программы не сформируется сигнал "Контроль давления в зажиме инструмента", то выключаются подачи, шпиндель и охлаждение. На дисплее соответствующее сообщение. Дальнейшая отработка программы запрещается;
ж) в режиме "Автомат" при открытом ограждении зоны резания, ограждении магазина инструментов, и открытом ограждении двигателя шпинделя УП не запускается. Если во время отработки УП ограждения открываются, то останавливаются подачи, а с выдержкой времени и шпиндель, и охлаждение. На экран выводится сообщение об открытом ограждении. Для дальнейшей отработки программы надо закрыть ограждение.
з) во всех режимах работы при отсутствии сигналов:
- контроль аварийных концевиков;
- готовность привода Z;
- готовность привода Х;
- готовность привода Y.
выключается станок, на дисплей выводится сообщение о неисправности;
и) режим "Стоп цикла" задается кнопкой, расположенной на пульте оператора УЧПУ только при вращении шпинделя или перемещениях координат. При этом происходит останов подач и с выдержкой времени - останов шпинделя. При выполнении технологических команд кнопка "Стоп цикла" не функционирует;
Во избежание захвата одежды, волос рабочего движущимися частями оборудования применяем специальную рабочую одежду (халат, берет)
5.2.5 Для наблюдения за зоной резания в защитном ограждении сделано смотровое окно материал которого должен защищать оператора от отлетающей стружки и обеспечивать хорошую видимость зоны обработки. Материал смотрового окна должен обладать прочностью на удар, хорошей сопротивляемостью действия отлетающей стружки, должен быть устойчивым к высоким температурам и действиям кислот. Толщина стекла должна быть не менее 4 мм по ГОСТ 12.8.36-88. Что соответствует ГОСТу при наличие на станке толщены стекла 6 мм.
5.2.6 Для избежания травмирования оператора во время самопроизвольного раскрытия оборудования на станке имеется блокировка, отключающая станок при раскрытии оборудования.
5.2.7 Естественное и искусственное освещение рабочего места должно соответствовать требованиям СНиП*.
В цехе где находится станок естественное освещение осуществляется через световые проемы. Коэффициент естественной освещенности (КЕО) соответствует норме, регламентируемой СНиПом. Искусственное освещение - комбинированное. В светильниках общего освещения (типа ЛОУ) применяются лампы люминесцентные типа ЛБ (лампы белого цвета). Светильники размещаются в верхней зоне производственного помещения равномерно вдоль пролета над станками.
Для местного освещения используются светильники, установленные непосредственно на станках. Для освещения зоны резания и станка используется местное освещение 220 В 50 Гц. Согласно рекомендациям ГОСТа 12.2.009-99 освещённость рабочей поверхности в зоне обработки фрезерного станка с размером стола 800 x 800 мм, при обработке и наладке 1000Лк. Так как при обработке постоянного наблюдения за ходом обработки не требуется, допускается снижение освещённости в зоне резания.
Общее освещение цеха сочетается с устройством аварийного освещения. Так как цех относится к III категории помещений по аварийному освещению, т. е. при авариях или других вынужденных ситуациях работа в цехе может быть приостановлена, аварийное освещение для целей эвакуации предусмотрено над уровнем пола по линиям основных проходов не менее 0,3 Лк. Питание аварийного освещения осуществляется от независимого источника (аккумуляторная батарея). При исчезновении напряжения на шинах переменного тока сеть аварийного освещения автоматически переключается на питание от независимого источника.
Питание аварийного освещения возможно при отключении автомата, включается в результате аварии или перегрузки, поэтому данная схема свойственна для механического цеха, где нет необходимости продолжать работу при отключении освещения.
5.2.8 Важным средством профилактики вредного воздействия шума является соблюдение норм, установленных стандартом по ГОСТ 12.1.003*-88 *.
Допустимый уровень шума оборудования не более 80 дБа, достигается снижением уровня шума от основных источников, а именно от электродвигателей главного движения, механизмов подач. Для снижения уровня шума большое значение имеет правильный подбор режимов резания, качественное изготовление деталей и узлов, тщательная статическая и динамическая балансировка вращающихся деталей станка (что и сделано). С целью исключения вибраций на станок и от станка, установка станка G996 осуществляется через специализированные виброопоры связи с фундаментом (рис. 5.4)
Трущиеся поверхности покрыты специальной пластмассой, сильно уменьшающей уровень вибрации. В следствии применения виброзащит уровень шума станка составляет 80 дБА.
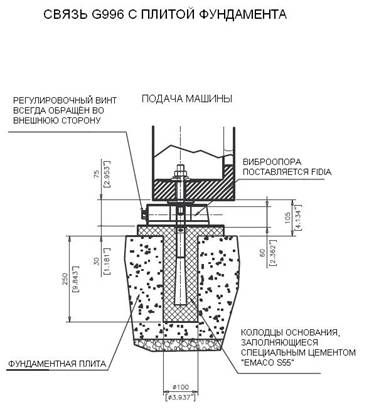
Рисунок 5.4 – Установка станка G996 на виброопоры, поставляемые FIDIA
5.2.9 а) Возможность повышения уровня запыленности невозможна, т. к. на инструмент подается воздушно–масляная смесь на растительной основе и удаляет мелкую пыль. Воздушно–масляная смесь удаляется из рабочей зоны с помощью мощной вытяжки через ряд матерчатых фильтров.
б) Все исполнительные подвижные части станка защищены от попадания стружки и пыли защитными резиновыми кожухами. Осевшую на поверхность станка пыль удаляют со станка вместе со стружкой в ручную во время регламентированных технологических перерывов.
в) Для обеспечения чистоты воздуха и нормализации параметров микроклимата на проектируемом участке принимаем общеобменную вентиляцию. Общеобменную вентиляцию принимаем смешанного типа, т. е. аэрацию и механическую приточно – вытяжную вентиляцию. Для локализации выделенной пыли принимаем укрытие типа кожух.
Для отопления производственного помещения предусматривается система воздушного отопления. В соответствии с требованиями СНиП 11-04.05-86 ворота, двери, технологические проемы оборудованы тепловыми завесами.
5.2.10 Поскольку помещение характеризуется как помещение с повышенной опасностью поражения электрическим током (ППО), на участке необходимо выполнить защитное заземление. Цех, в котором расположен станок, имеет контурное заземление, у которого сопротивление не более 4 Ом. Поэтому, для защиты от поражения электрическим током, все оборудование (корпуса, станины, электрошкафы, прочие металлические конструкции), присоединяется медными проводами к общецеховому заземляющему устройству. Над каждым заземляющим элементом помещен графический символ заземления по ГОСТ 12.4.026-79. На основании требований выбираем основные параметры заземления: диаметр винта диаметр контактной площадки ![]() ; результаты расчета сводим в таблицу 5.1. Болт для заземления изготовлен из стали 20 с защитным покрытием – цинкованием. Станок имеет вводный выключатель ручного действия для подключения и выключения электрооборудования участка от питающей среды.
; результаты расчета сводим в таблицу 5.1. Болт для заземления изготовлен из стали 20 с защитным покрытием – цинкованием. Станок имеет вводный выключатель ручного действия для подключения и выключения электрооборудования участка от питающей среды.
Таблица 5.1-Основные параметры заземления оборудования.
Оборудование | Номинальная мощность, кВт | Максимальный ток, А. | Наименьший диаметр винта, мм. | Наименьший диаметр контактной площадки, мм. |
Пятикоординатный фрезерный центр G966 | 55 | 125 | М16 | 16 |
Электрооборудование станка во время работы находится под напряжением 380В. Основными параметрами и мерами защиты от поражения электрическим током являются: обеспечение недоступности к токопроводящим элементам, находящимся под напряжением, применение защитных отключений электроустановок, использование защитного заземления оборудования.
Все токоведущие части оборудования недоступны для случайного прикосновения к ним в процессе эксплуатации и обслуживания. Применяется напряжение безопасных величин (12, 36 В), при повышении напряжения срабатывают плавкие предохранители и тепловое реле. Блокировки исключают случайный доступ к токоведущим частям оборудования, находящимся под опасным напряжением. Станок имеет кнопку аварийного отключения красного цвета, установленную таким образом, чтобы она была ясно и отчетливо, видна, легко доступна работающему и обеспечивала отключение электрооборудования независимо от его режима работы.
В соответствии с отраслевым стандартом станкоинструментальной промышленности ОСТ 2Э59-3-72 на наружных сторонах дверей шкафов с электрооборудованием, крышек распределительных коробок и других электрических устройствах нанесены или укреплены предупредительные знаки электрического напряжения, а по ОСТ 2Э59 10-72 над винтами заземления укреплен знак заземления.
Для предотвращения замыкания фазы на корпус в цехе применено контурное заземление. Заземлители располагаются на небольшом расстоянии друг от друга по контуру вокруг заземляемого оборудования. Поле растекания тока заземлителей при контурном заземлении накладывается и любая точка поверхности внутри контура имеет значительный потенциал. Вследствие этого ток, протекающий от источника через человека, будет значительно меньше, чем при выносном заземлении [5.14].
5.2.11 Для защиты от воздействий радиопомех система управления имеет структуру закрытого типа – помещена в корпус из листового металлического проката. Защита передней части реализована посредством установления плат, оснащенных металлическими козырьками. УЧПУ располагается в отдельном шкафу, что также снимает возможность воздействий радиопомех на работу системы. Все жгуты подходящие к системе, а также все жгуты выполняющие остальную разводку экранируются. Экраны жгутов заземляются. Заземление экранов жгутов производится только с одной стороны, чтобы избежать эффекта конденсатора.
5.2.12 Защита от внезапного прекращения подачи энергоносителя и появления его повторно. Для защиты от внезапного прекращения подачи энергоносителя (электроэнергии, воздуха, масла) на станке предусмотрены автоматический отвод фрезерной головки с инструментом от заготовки и выключение главного привода.. Покажем на примере схемы, изображенной на рис. 5.5
А, В, С — питающие разные провода сети 380В; N — нулевой провод;
Q1 — вводный рубильник;
1К1, 1К2, 1КЗ — катушка магнитного пускателя;
1К4 — блок — контакт магнитного пускателя;
Кп, Кс, — кнопки ПУСК и СТОП соответственно;
A1, B1, C1- питающие разные провода нагрузки.
Рисунок 5.5 - Схема повторного включения системы станка.
Для защиты от внезапного повторного появления энергоносителя применяется автоматическая защита, исключающая включение оборудования при повторном включении энергоносителя без вмешательства оператора
Допустим, произошло внезапное прекращение подачи электроэнергии. Тут же размыкается цепь включения системы. При внезапном повторном включении электроэнергии, система не включится, т. к. для включения необходима замкнутая цепь. Применение данной схемы исключает возможность создания аварийных ситуаций при данном факторе.
Для предотвращения непроизвольных перемещений в исполнительных органах станка и устройства смены инструмента, которые могут возникнуть в следствии падения давления, отключения гидронасосов, на каждом ответственном узле установлен обратный клапан. Клапаны предотвращают отток рабочей жидкости обратно по напорной линии в случае падения в ней давления ниже допустимого с выводом информации об этом на пульт управления.
5.2.13 Станок расположен в цехе, который соответствует НПБ 105-03, помещение категории «Д» по взрывной, взрывопожарной и пожарной опасности (производства пожароопасные, связанные с обработкой твердых веществ в холодном состоянии) [5.3], так как в цехе не обрабатываются горючие вещества и материалы.
Меры пожарной безопасности при эксплуатации оборудования: Электрооборудование (эл. шкафы, шины, металлические ящики, пульт управления) в которых размещена электрическая аппаратура модуля относится к классу защиты IP —защита от проникновения внутрь оболочки инструментов, проволоки и т. п. диаметром или толщиной более 2,5 мм и твёрдых тел размером более 2,5 мм. 2-капли воды, вертикально падающие на оболочку, не должны оказывать вредного воздействия на изделие при наклоне его оболочки на любой угол до 15º относительного положения.). Для охлаждения при выделении тепла достаточно наличие жалюзи — естественного охлаждения. На вентиляционных отверстиях установлены фильтры из металлической сетки, которые предотвращают попадание пыли внутрь устройств. Уплотнители имеют стойкость к вредным воздействиям окружающей среды: масла, влаги и т. д.
В соответствии с требованиями СНиП 2.01.02 и ГОСТ 12.1.007-90 в цехе предусмотрены датчики пожарной сигнализации типа СДУ-1. Согласно рекомендациям, при площади более 700 м в состав первичных средств пожара тушения входят (находятся на пожарном щите): огнетушитель углекислотный ОУ-2 — 1 штука; воздушно-пенный огнетушитель ОВП-10 — 1 штука; ящик с песком, топор, багор, лопата, ведра, расположенные на видных и наиболее доступных местах (у входа). По периметру цеха предусмотрена сеть наружного водопровода и гидранты для забора воды, установленные в 100 метрах друг от друга. Оборудование выбрано в соответствии с требованиями ПУЭ для категории помещения П – II-а. Из помещения участка ведут два эвакуационных выхода, расположенные в противоположных концах магистрального проезда.
5.2.14 Для создания благоприятных условий работы выберем допустимые нормы параметров микроклимата в соответствии с рекомендациями [5.6]. Нормы приведены в таблице 5.2
Таблица 5.2 – Оптимальные нормы температуры, относительной влажности, скорости движения воздуха в рабочей зоне производственных помещений.
Период | Категория работ | Температура, ºС | Относительная влажность, % | Скорость движения воздуха (не более), м/с |
Холодный и переходный | Оператор Средняя II-б | 17…19 | 40…60 | 0,2 |
Тёплый | 20…22 | 40…60 | 0,4 | |
Холодный и переходный | Наладчик Средняя II-а | 18..20 | 40…60 | 0,2 |
Тёплый | 21…23 | 40…60 | 0,3 |
Категория работ по энергозатратам организма: оператор — наладчик — физическая средней тяжести IIб — работа связана с ходьбой и переноской небольших (до 10 кг.) тяжестей.
Наладчик — физическая средней тяжести IIа — работа связана с ходьбой и переноской небольших (до 1 кг.) тяжестей. Из таблицы 5 видно, что параметры микроклимата в механическом цехе не превышают допустимые нормы. Для обеспечения чистоты воздуха и нормализации параметров микроклимата на нашем участке предусмотрена приточно-вытяжная общеобменная система вентиляции. Для отопления производственного помещения предусматривается система воздушного отопления. В соответствии с требованиями СНиП, ворота, двери и технологические проемы оборудованы воздушными и воздушно-тепловыми завесами.
5.2.15 Организация рабочего места. Для устранения быстрого утомления необходимо правильно спланировать рабочее место оператора станка, в соответствии с рекомендациями [5.16]. Это достигается тем, что рабочее место оснащено тумбочкой для хранения комплекса инструмента и средств ухода за рабочим местом, которые находятся с левой стороны станка на расстоянии 40 см от него. С правой стороны станка находится приемный стол для проведения необходимого контроля детали и тара для складывания отработанных деталей. При пятикоординатный центр G966 имеется стул оператора с регулируемым наклоном высоты сидения (рис. 5.6).
5.3 Экологическая характеристика технологического процесса и разработка мероприятий по охране природы
Очистка сточных вод. При эксплуатации модернизируемого оборудования основными факторами, влияющими на окружающую среду, являются: [5.17]
• Загрязнение воздуха маслами из гидросистемы станка;
• Загрязнение масла и стружкой при работе;
• Вышедшие из строя радиоэлементы, блоки и узлы станка.
При ликвидации станка образуются металлические отходы в виде стружки, отливок и деталей, которые утилизируются в качестве металлического лома и идут на переплавку.
Цветные и драгоценные металлы также идут на вторичную переработку.
Радиодетали, остающиеся после ремонта или ликвидации станка, не содержащие драгоценных металлов, утилизируются путём захоронения на свалке. Радиодетали и блоки, содержащие драгоценные металлы, сдаются в специализированные приёмные пункты.
Более подробно рассмотрим вопрос очистки масла в гидросистеме станка.
1-станок; 2-стеллаж; 3-приемный стол; 4-тара; 5-решетка; 6-инструментальная тумбочка; 7- урна для мусора; 8- кронштейн для чертежей; 9- планшет для инструмента.
Рисунок 5.6 – Рабочее место фрезеровщика.
Своевременная очистка рабочих жидкостей гидросистем повышает надёжность и долговечность гидравлического оборудования, а также срок службы непосредственно рабочей жидкости.
Производственный опыт показывает, что лишь за счет качественной очистки рабочей жидкости долговечность гидравлических систем и оборудования увеличивается в два-три раза.
По виду применяемых фильтровальных материалов, фильтры
механической очистки можно разделить на два основных типа - в
первом - частицы загрязнителя задерживаются в основном на
поверхности фильтровального материала, во втором — в порах
капилляров фильтровального материала. Хотя строго разграничить
фильтры по этому признаку невозможно, различают поверхностные и
глубинные фильтры. К первым относятся металлические, сетчатые,
тканевые, бумажные, проволочные и пластинчатые щелевые фильтры,
а ко вторым - фильтры с набивочным тканевым или неорганическим
фильтровальным материалом, а также керамические, металлокерамические и некоторые виды бумажных фильтров.
Общая схема очистки сточных вод механического участка приведена на рисунке 5.7
5.4 Выводы по разделу безопасность жизнедеятельности
В данном разделе был проведен анализ опасных и вредных факторов, возникновение которых возможно при эксплуатации фрезерного пятикоординатного центра G996 с магазином инструментов на 24 позиций и автоматической системой контроля инструмента детали в рабочем пространстве станка.
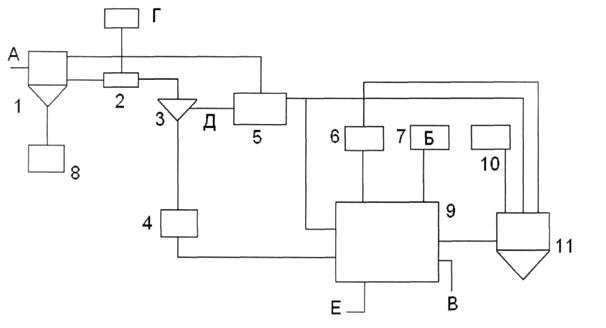
А – отработанная жидкость; Б – серная кислота; В – масло; Г – сжатый воздух; Д – на коагуляцию; Е – сток очищенной воды; 1 – отстойник; 2 – смеситель; 3 – циклон; 4 – сборник масла; 5 – бак с коагулянтом; 6 – бак с известковым молоком; 7 – бак с кислотой; 8 – сборник осадка; 9 – реактор; 10 – сборник шлама; 11 – фильтр.
Рисунок 5.7- Технологическая схема обезвреживания сточных вод.
Наиболее опасными и вредными факторами являются; по моему мнению, следующие: вращающиеся и движущиеся части машины; вылет стружки обрабатываемого материала и осколков инструмента из зоны резания; опасный уровень напряжения в электроцепи; возможность коротких замыканий и больших переходных сопротивлений; возможность радиопомех в СУ; внезапное отключение энергоносителей.
Для предотвращения воздействия опасных и вредных факторов для обслуживающего станок разработаны меры и правила безопасности, а так же описаны условия грамотной эксплуатации оборудования, соблюдение которых позволит обслуживающему персоналу избежать получения производственных травм и увечий, а так же облегчит труд и создаст благоприятные условия для выпуска качественной продукции с наименьшими затратами физических и психических сил.
