
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Раздел III. ТЕХНОЛОГИИ ФИЗИКО-ТЕХНИЧЕСКОЙ ОБРАБОТКИ
УДК 621.924
Г. В. БАРСУКОВ, В. С. ШОРКИН, Е. Г. АЛЮШИН
Совершенствование технологии гидроабразивного
резания на Основе направленных вибраций материала
Авторами статьи получены зависимости скорости подачи гидроабразивной струи от накладываемой частоты направленной вибрации обрабатываемого материала при различных амплитудах колебания.
Ключевые слова: абразив, гидроабразивное резание, вибрация
СПИСОК ЛИТЕРАТУРЫ
1. Киселев, процессов механической обработки с использованием энергии ультразвукового поля [Текст]: учебное пособие / . – Ульяновск: УлГТУ, 2003. – 186 с.
2. Гершгал, технологическая аппаратура [Текст] / , . - М.: Энергия, 19с.
3. Марков, резание труднообрабатываемых материалов [Текст] / . - М.: Машиностроение, 19с.
4. Барсуков качеством и дискретное регулирование технологической системы гидрорезания [Текст]/ // Справочник. Инженерный журнал, 2004. № 7. С.
ФГБОУ ВПО «Госуниверситет – УНПК», г. Орел д. т.н., профессор кафедры ТМиКТИ Тел. (48 E-mail: *****@***ru |
ФГБОУ ВПО «Госуниверситет – УНПК», г. Орел д. ф.-м. н., профессор кафедры «Физика» Тел. (48 E-mail: *****@***ru |
ФГБОУ ВПО «Госуниверситет – УНПК», г. Орел Аспирант каф. ТМиКТИ Тел. (48 E-mail: *****@***ru |
G. V. BARSUKOV, V. S. SHORKIN, E. G. ALYUSHIN
HYDROABRASIVE CUTTING TECHNOLOGY PERFECTION ON THE BASIS OF THE MATERIAL'S DIRECTED VIBRATIONS
The authors obtained depending on the feed rate of the waterjet stream overlay the frequency of vibration of the material aimed at different amplitudes of oscillation.
Keywords: abrasive, abrasive waterjet, a mixture of abrasives, vibration
BIBLIOGRAPHY
[1] Kiselyov, E. S. Intensification of machining processes with use of an ultrasonic field energy [Text]: manual / E. S.Kiselyov. – Ulyanovsk: UlSTU, 2003. – 186 p.
[2] Gershagal, D. A. Ultrasonic technological equipment [Text] / D. A.Gershgal, V. M.Friedman. - М: Energy, 19p.
[3] Marks, A. I. Ultrasonic cutting churlish materials [Text] / A. I.Mark. - М: Mashinostroenie, 19p.
[4] Barsukov G. V. Quality and descreet regulation management of technological system of hydrocutting [Text] / G. V.Barsukov//the Directory. Inghenernyi jurnal, 2004. № 7. P.
Barsukov Gennady Valerevich FSBEO HPR “State university – SSPC”, Oryol Doc. Tech. Scien., professor of chair TmikTi Phone. (48 E-mail: *****@***ru | Shorkin Vladimir Sergeevich FSBEO HPR “State university – SSPC”, Oryol Doc. Phys-math. Scien., professor of chair “Physics” Phone. (48 E-mail: *****@***ru |
FSBEO HPR “State university – SSPC”, Oryol Post graduate student of chair TmikTi Phone. (48 E-mail: *****@***ru |
УДК 621.9.047
А. И. БОЛДЫРЕВ
СРЕДСТВА ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ
ВНУТРЕННИХ ПОВЕРХНОСТЕЙ
Для обработки внутренних поверхностей с неравномерностью припуска заготовки эффективно применяется способ комбинированной электрохимикомеханической обработки по [1], для которого разработаны различные конструкции комбинированных инструментов по обработке сквозных, ступенчатых и глухих отверстий [2, 3]. Для реализации предложенного способа используется станок с механическим продольным перемещением комбинированного инструмента. С целью компенсации сил, возникающих при остановке и замедлении скорости движения инструмента, между механизмом привода и штангой дополнительно устанавливается стабилизатор.
Главным недостатком механической системы перемещения штанги является возможность резкого снижения скорости съема и полного прекращения анодного процесса на участке между рабочей частью электрода и калибрующим элементом. Если неравномерность припуска незначительна, то за счет токов рассеивания происходит анодное растворение, и процесс продолжается. Но и в этом случае задержка в перемещении инструмента может вызвать повышенный съем материала в зоне рабочей части электрода и брак деталей.
Для устранения этого явления предлагается после остановки калибрующего элемента перед участком с повышенным припуском придавать инструменту импульсные возвратно-поступательные движения, в результате которых электрод возвращается к началу возрастания припуска, а ударные силы вызывают наклеп поверхности в тех местах, где требуется наибольший съем металла. Для того, чтобы дополнительно вносимый наклеп не оказывал влияния на его заданный уровень, в калибрующем элементе предусматривается входной конус с профилем, позволяющим распределить силы на слой, удаляемый анодным растворением.
Однако, механические системы зачастую не позволяют реализовать описанный способ. Поэтому была предложена гидравлическая система стабилизатора, где полость пружины заполняется гидросмесью (например, маслом), которая создает дополнительное сопротивление движению штока за счет жиклера. Величина суммарной силы меняется регулятором. По мере сжатия масло по магистрали перетекает в рабочую полость, а после снятия нагрузки на шток возвращается в полость пружины. При настройке силы продольного перемещения на шток наносят отметки, определяющие величину силы. Для этого штанга нагружается через блок грузом известной массы и на границе выступления штока наносятся риски с указанием массы. Диапазон сил, требующихся для заданного наклепа поверхности, рассчитывается по зависимостям, например предложенным в [4]. Далее устанавливается предельная величина продольной силы, воздействующей на штангу, и она поддерживается в течение всего времени обработки.
Для получения ускоренного съема припуска в момент остановки инструмента при повышенном припуске предложены конструкции предохранителей и клапанов, используемых ранее на прессовом оборудовании. При такой конструкции стабилизатора длина пружинной части должна быть достаточна для перемещения штока до упора в пружину. При нарушении этого условия возможен выход из строя станка и брак детали.
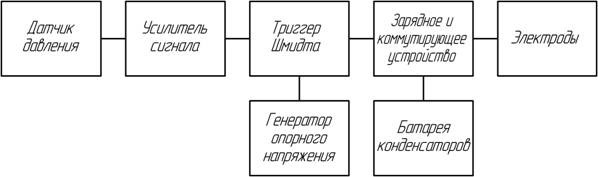
Развитием конструкции предохранителя является создание универсального устройства, структурная схема которого приведена ниже. В рабочей полости стабилизатора приходится дополнительно устанавливать электроды, соединенные с батареей конденсаторов. В основу работы предохранителя положен принцип разряда на электродах в момент разбаланса давления на датчике. Для рассчитанной, аналогично предшествующему случаю, силы находится энергия конденсаторов, которая зависит от напряжения (может изменяться от 2 до 7 кВ) и емкости (от 10 до 50 мкФ). В [5] показано, что при электрическом разряде в жидкости давление достигает 27·103 МПа при скорости детонации до 1500 м/с. Известна также длительность импульса при разряде конденсатора, которая равна
![]() ,
,
где ![]() – отношение периода повторения импульсов к их длительности;
– отношение периода повторения импульсов к их длительности; ![]() – частота следования импульсов
– частота следования импульсов
 ,
,
где ![]() – сопротивление межэлектродного промежутка;
– сопротивление межэлектродного промежутка; ![]() – емкость конденсаторов;
– емкость конденсаторов; ![]() – напряжение на конденсаторах;
– напряжение на конденсаторах; ![]() – напряжение в конце разряда;
– напряжение в конце разряда; ![]() – пробойное напряжение.
– пробойное напряжение.
Расчет возможен с использованием результатов осциллографирования процесса, показывающих напряжение в конце разряда, которое значительно ниже пробойного. Длительность импульсов для применяемых разрядников составляет 0,01-0,1 с.
Расчеты также показывают, что перемещение штока в обратном направлении под действием разряда составляет не менее длины перемещения штока за счет инерции, т. е. гарантируется обеспечение расчетных режимов обработки.
СПИСОК ЛИТЕРАТУРЫ
1. А. с. 1085734 СССР, МКИ3 В 23 Р 1/04. Способ электрохимикомеханической обработки / , (СССР). Опубл. 1984, Бюл. № 14.
2. Патент № 000 (РФ). Устройство для электрохимикомеханической обработки / . , // Опубл. 2002, Бюл. № 30.
3. Патент № 000 (РФ). Способ электрохимикомеханической обработки каналов и устройство для его осуществления / , , // Бюл. 2005, № 13.
4. Комбинированные методы обработки / , , и др.; под ред. . Воронеж: ВГТУ, 19с.
5. Электрофизические и электрохимические методы обработки материалов: учеб. пособие в 2–х т. Т. I. Обработка материалов с применением инструмента / , и др.; под ред. . М.: Высшая школа, 19с.
Александр Иванович Болдырев Кандидат технических наук, профессор ФГБОУ ВПО «Воронежский государственный технический университет» E-mail: *****@***ru |
А.I. BOLDYREV
MEANS OF TECHNOLOGICAL EQUIPMENT
FOR THE COMBINED PROCESSING INTERNAL SURFACES
BIBLIOGRAPHY
[1] А.s. 1085734 СССР, МCI3 В 23 Р 1/04. Mode of electricity-chemiko-mechanical processings / A. I.Boldyrev, V. P.Smolentsev (USSR). Publ. 1984, Bul. № 14.
[2] The patent № 000 (Russian Federations). The device for electricity-chemiko-mechanical processings / V. P.Smolentsev. G. P.Smolentsev, V. Yu. Sklokin//Publ. 2002, Bul. № 30.
[3] The patent № 000 (Russian Federations). A mode of electricity-chemiko-mechanica processings of ports and the device for its realization / V. V.Dolgushin, O. V.Kozlova, V. P.Smolentsev, A. I.Boldyrev//Bul. 2005, № 13.
[4] The combined methods of processing / V. P.Smolentsev, A. I.Boldyrev, A. V.Kuzovkin, etc.; under the editorship of V. P.Smolentseva. Voronezh: VSTU, 19p.
[5] Electrophysical and electrochemical methods of processing of materials: studies. The grant in 2 p. P I. Processing of materials with tool application / B. A.Artamonov, JU. S.wol, etc.; editorship of V. P.Smolentseva. М: Vysh. shkola, 19p.
Alexander Ivanovich Boldyrev Candidate of Technical Sciences, Professor Voronezh State Technical University Тел: (4 E-mail: *****@***ru |
УДК 371.261
Е. В. ГОНЧАРОВ, В. П. СМОЛЕНЦЕВ, О. Н. КИРИЛЛОВ
КОМБИНИРОВАННОЕ РАЗДЕЛЕНИЕ МЕТАЛЛОВ
В ЭЛЕКТРИЧЕСКОМ ПОЛЕ
В статье рассматривается процесс комбинированного разделения металлов гидроабразивным методом совместно с анодным растворением поверхности разделения, приведено экспериментальное подтверждение работоспособности способа.
Ключевые слова: гидроабразивное разделение материалов, шаржирование, качество поверхностного слоя, комбинированная обработка, анодное растворение.
В заготовительном производстве начали широко использовать гидроабразивное разделение материалов, что позволило выявить следующие преимущества [1]:
- отсутствует термическое влияние на разрезаемый материал, так как генерируемое в процессе резки тепло практически мгновенно уносится водой;
- высокое качество получаемых кромок, не требующих дополнительной обработки;
- имеется возможность разрезать пакеты, состоящие из нескольких слоев разнообразных материалов;
- возможность обработки материалов сложных контуров, в том числе с волнистой поверхностью;
- небольшая ширина реза;
- имеется возможность начать резание материала в любой точке контура;
- высокая скорость резания;
- высокая универсальность использования для любых материалов, различной толщины;
- высокая точность разделения переходных участков;
- отсутствие повреждения краев у близко расположенных отверстий (толщина перемычки между отверстиями может быть 0,5 мм. и даже меньше);
- низкое тангенциальное усилие резания на деталь;
- отсутствует необходимость снятия заусенцев;
- высокая экономичность процесса разделения, т. к. удаляется малый объем материала и используются дешевые расходные материалы;
- отсутствие выделения пыли, появления дыма, токсичных паров;
- отсутствие причин возникновения взрывов и загораний;
- быстрое и простое перепрограммирование.
Однако, несмотря на указанные преимущества, у рассматриваемого метода есть существенные недостатки [2]:
- нарушение качества обработанной поверхности;
- шаржирование поверхности разделения;
- одноразовое использование значительной части абразивного материала.
Многие предприятия как отечественные, так и зарубежные, пытаются расширять технологические возможности метода за счет повышения давления рабочей среды, добавления дополнительных возможностей перемещения режущей головки и т. д. Однако данные улучшения не позволяют полностью устранить негативные остаточные явления после гидроабразивного разделения.
Решением представленной выше проблемы может служить наложение на зону разделения концентрированного электрического поля. При этом происходит съем части припуска с разделенной поверхности такой величины, чтобы сила сцепления абразивного зерна с материалом заготовки была меньше силы воздействия на него струи, сопровождающей обработку, что приводит к удалению шаржирования с поверхности разделения. При съеме части припуска значительно повышается чистота поверхности разделения за счет электрохимического растворения выступов шероховатости и их механического сглаживания. Кроме того, анодное растворение способствует очистке режущих кромок “засаленного” абразива, что позволяет стабилизировать режимы разделения и экономить затраты на абразив.
Воронежский государственный технический университет аспирант. Тел. E-Mail: gonevg@yandex.ru
|
Воронежский государственный технический университет д-р. техн. наук, профессор. Тел. E-Mail: *****@***ru
|
Воронежский государственный технический университет д-р. техн. наук, профессор Тел. |
E. V. GONCHAROV, V. P. SMOLENTSEV, O. N. KIRILLOV
COMBINED SEPARATION OF METALS IN AN ELECTRIC FIELD
The article deals with the process of separation of the combined metals hydroabrasive method together with the anodic dissolution surface separation, given experimental confirmation of the operability of the method.
Keywords: division of hydroabrasive materials sharzhirovanie, the quality of the surface layer, the combined treatment, the anodic dissolution.
Goncharov Evgeniy Vladimirovich VGTU graduate student Phone E-Mail: *****@***ru | Smolentsev Vladislav Pavlovich VGTU d. t.n, prof Phone E-Mail: *****@***ru | Kirillov Oleg Nicolaevich VGTU d. t.n, prof Phone |
УДК 621.9.048
О. Н. ДОРОНИН
ОСОБЕННОСТИ ЭЛЕКТРОИСКРОВОЙ ОБРАБОТКИ БЕЛОГО
ЧУГУНА ЭЛЕКТРОДНЫМИ МАТЕРИАЛАМИ МАРКИ СТИМ
Статья посвящена проблеме исследования технологических параметров процесса электроискрового легирования при упрочняющей обработке деталей машин и рабочего инструмента изготовленных из белого износостойкого чугуна. Цель данной работы - определение причин отрицательного привеса катода при ЭИЛ белого чугуна с применением электродов марки СТИМ. Определение причин отрицательного привеса катода при электроискровом легировании белых чугунов позволит повысить физико-механические свойства получаемых покрытий и выработать рекомендации по применению гравиметрического метода для случаев, в которых наблюдается снижение массы упрочняемого изделия.
Ключевые слова: электроискровое легирование, СТИМ, белый чугун, упрочнение, гравиметрический метод, отрицательный привес, обезуглероживание, зона термического влияния.
СПИСОК ЛИТЕРАТУРЫ
1. , , и др. Электроискровое легирование металлических поверхностей // Кишинев: Штиинца, 1985, 195 с.
2. , , Егоров материалы для электроискрового легирования // М.: Изд-во Наука. 19с.
3. Погожев наночастицами электродные материалы и покрытия на основе карбида титана. Диссертации на соискание ученой степени к. т.н. // Москва, 2006 г.
4. Коваленко процесса формирования поверхностного слоя при механизированном электроискровом легировании сталей тугоплавкими металлами и их соединениями. Диссертации на соискание ученой степени к. т.н. // Хабаровск, 2003 г.
5. , Формирование поверхностного слоя металов при электроискровом легировании // Владивосток: Дальнаука, 1995. – 323с.
6. Химухин научных основ формирования измененного поверхностного слоя на металлах и сплавах с заданными свойствами при низковольтной электроискровой обработке Автореферат диссертации на соискание ученой степени д. т.н. // Комсомольск-на-Амуре, 2009 г.
Соискатель, Старооскольский технологический институт (филиал) Федерального образовательного учреждения высшего профессионального образования «Национальный исследовательский технологический университет «МИСиС», E-mail: *****@***ru |
O.N. DORONIN

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
