

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
141. Необходимость, объем и порядок механических испытаний сварных соединений литых и кованых элементов, труб с литыми деталями, элементов из сталей различных классов, других единичных сварных соединении устанавливаются НТД.
142. Предусмотренный настоящими Требованиями объем испытаний и количество контрольных сварных соединений, объем контроля производственных сварных соединений, в том числе неразрушающими методами, допускается уменьшать в случае массового изготовления изделий с однотипными сварными соединениями при неизменном технологическом процессе, специализации сварщиков на определенных видах работ и высоком качестве работ, подтвержденном результатами контроля за период не менее 6 месяцев.
Для сварных соединений плоских деталей, деталей с наружным диаметром более 500 мм устанавливает соотношение по толщине стенки.
В однотипных угловых и тавровых сварных соединениях указанное соотношение толщин и наружных диаметров относится только к привариваемым деталям и к толщинам основных деталей (сборочных единиц), а соотношение диаметров основных деталей не учитывается.
Допускается объединять в одну группу однотипных сварных соединений детали из сталей различных марок одного структурного класса, близких по химическому составу, механическим и физическим свойствам.
Определение однотипного сварного соединения дано в приложении 4 настоящих Требований.
143. Гидравлическому испытанию подлежат все котлы после их изготовления.
144. Гидравлическое испытание котлов проводится пробным давлением, определяемым по формуле:
![]()
где Р - рабочее давление котла, МПа (кгс/см2);
 - допускаемые напряжения для материала котла, или его элементов соответственно при 20 °С и расчетной температуре, МПа (кгс/см2).
- допускаемые напряжения для материала котла, или его элементов соответственно при 20 °С и расчетной температуре, МПа (кгс/см2).
Отношение ![]() принимается по тому из использованных материалов элементов (обечайки, днища, фланцы, крепеж, патрубки и др.) котла, для которого оно является наименьшим.
принимается по тому из использованных материалов элементов (обечайки, днища, фланцы, крепеж, патрубки и др.) котла, для которого оно является наименьшим.
145. Гидравлическое испытание котла, его элементов и отдельных изделий проводится после термической обработки и всех видов контроля, устранения обнаруженных дефектов.
146. Гидравлическое испытание проводится водой с температурой не ниже 5 °С и не выше 40 °С, если в НТД не указано конкретное значение температуры, допустимой по условиям предотвращения хрупкого разрушения.
Разница температуры металла и окружающего воздуха во время испытания не приводит к выпадению влаги на поверхностях котла.
Используемая для гидроиспытания вода не загрязняет котел, не вызывает интенсивную коррозию.
147. При заполнении котла водой удалить воздух из внутренних полостей. Давление поднимать равномерно до достижения пробного.
Время подъема давления и выдержки котла под пробным давлением устанавливается проектом, оно указывается в руководстве по монтажу и эксплуатации котла.
При отсутствии таких указаний, время подъема давления, продолжительность выдержки под пробным давлением не менее 10 минут.
Давление воды при испытании контролируется двумя манометрами, из которых один имеет класс точности не ниже 1,5. Использование сжатого воздуха или газа для подъема давления не допускается.
После выдержки под пробным давлением, давление снижают до рабочего, при котором проводят осмотр всех сварных и разъемных соединений.
148. После гидравлического испытания из котла вода удаляется.
149. Гидравлическое испытание у изготовителя проводится на испытательном стенде, имеющем соответствующее ограждение и удовлетворяющем требованиям технологического регламента по проведению гидроиспытаний.
150. Значение пробного давления и результаты испытаний заносятся в паспорт котла.
151. Для оценки качества изготовления, монтажа и ремонта котлов применяются такие нормы, которые полностью исключили бы выпуск изделий с дефектами, снижающими их надежность и безопасность эксплуатации.
Нормы оценки качества устанавливаются НТД на изделие.
152. По результатам наружного и внутреннего осмотров и измерений качество изготовления котла признается неудовлетворительным, если выявлены отклонения, превышающие допустимые.
153. В цилиндрических и сферических элементах, изготовленных из сварных листов или поковок, допускаются следующие отклонения:
диаметра - не более ±1 % номинального наружного или внутреннего диаметра;
относительной овальности поперечного сечения - не более 1 %.
Овальность «а» определяется по формулам:
в сечении, где отсутствуют штуцера и люки,
в сечении, где имеются штуцера и люки,
где Dmax, Dmin - соответственно наибольший и наименьший наружные (внутренние) диаметры котла, мм;
d - внутренний диаметр штуцера или люка, мм.
Величину относительной овальности для котлов с отношением толщины стенки обечайки к внутреннему диаметру 0,01 и менее допускается увеличивать до 1,5 %; прямолинейности образующей - не более 0,3 % всей длины цилиндрической части обечайки, а также на любом участке длиной 5 м; местных утонений стенки - в пределах норм, установленных НТД; глубины вмятин и других местных отклонений формы - в пределах норм, установленных в НТД на изделия. При отсутствии их в НТД допустимость указанных отклонений обосновывается расчетом на прочность.
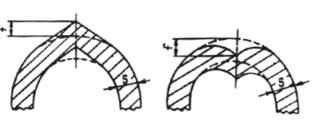
154. Увод (угловатость) f кромок (смотреть рисунок) в стыковых сварных швах не превышает f = 0,1S + 3 мм, но не более 5 мм.
155. Допускаемые отклонения размеров в выпуклых днищах:
отклонения заданной формы выпуклой части, контролируемой шаблонами, - не более 1,25 % внутреннего диаметра днища при внутреннем диаметре более 500 мм и не более 5 мм при внутреннем диаметре 500 мм и менее;
утонения стенки, вызываемые вытяжкой при штамповке, - не более 10 % номинальной толщины стенки, если допустимость большего утонения не предусмотрена расчетом на прочность;
наружного и внутреннего диаметров - ±1 % номинального диаметра по разности между максимальным и минимальным значениями диаметров, измеренных в одном сечении цилиндрического борта;
овальности поперечного сечения цилиндрического борта днища - не более 1 %.
156. Отклонения по диаметру и овальности поперечного сечения деталей, изготавливаемых из труб, не превышает значений, установленных пунктом 153 настоящих Требований.
157. Контроль толщины стенки гнутых участков труб проводить с помощью ультразвукового толщиномера, или измерением после разрезки. Методика, порядок и объем контроля толщины стенки гнутых участков труб устанавливаются НТД.
158. В стыковых сварных соединениях элементов оборудования и трубопроводов с одинаковой номинальной толщиной стенки смещение (несовпадение) кромок свариваемых элементов (деталей) с наружной стороны шва не превышает значений, указанных в таблице 3 настоящих Требований.
Таблица 3
Номинальная толщина стенки соединяемых элементов (деталей) SН мм | Максимально допустимое смещение (несовпадение) кромок в стыковых соединениях мм | ||
продольных меридиальных хордовых и круговых на всех элементах кольцевых при приварке днищ | поперечных кольцевых | ||
на трубных элементах | на цилиндрических элементах из листа или поковок | ||
0-5 | 020SН | 020SН | 025SН |
> 5-10 | 010SН + 0,5 | 010SН + 0,5 | 025SН |
> 10-25 | 010SН + 0,5 | 010SН + 0,5 | 010SН + 0,5 |
> 25-50 | 3 (004SН + 2,0)* | 006SН + 1,5 | 006SН + 1,5 |
Значения, приведенные в скобках, допускаются только в случаях, указанных в рабочих чертежах.
Примечание. В стыковых сварных соединениях, выполняемых электродуговой сваркой с двух сторон, электрошлаковой сваркой, указанное смещение кромок не превышается как с наружной, так и с внутренней стороны шва.
159. Отклонения, не указанные в настоящих Требованиях, соответствуют требованиям НТД.
160. В сварных соединениях котлов и их элементов не допускаются следующие дефекты:
трещины всех видов и направлений, расположенные в металле шва, по линии сплавления и в околошовной зоне основного металла, в том числе и микротрещины, выявленные при микроисследовании;
непровары (несплавления) в сварных швах, расположенные в корне шва, или по сечению сварного соединения (между отдельными валиками и слоями шва и между основным металлом и металлом шва);
подрезы основного металла, поры, шлаковые и другие включения, размеры которых превышают допустимые значения, указанные в НТД;
наплывы (натеки);
незаваренные кратеры и прожоги;
свищи.
161. По результатам механических испытаний качество сварных соединений признается неудовлетворительным, если будут установлены отклонения, превышающие нормы, установленные данным разделом.
162. Временное сопротивление разрыву сварных соединений при 20 °С соответствует значениям, установленным НТД на основной металл.
163. При испытании стальных сварных соединений на статический изгиб полученные результаты не ниже значений, приведенных в таблице 4 настоящих Требований.
Таблица 4
Тип, класс стали | Минимально допустимый угол изгиба, град | ||
Электродуговая, контактная и электрошлаковая сварка | Газовая сварка | ||
При толщине свариваемых элементов, мм | |||
не более 20 | более 20 | до 4 | |
Углеродистая | 100 | 100 | 70 |
Низколегированная марганцовистая, кремниемарганцовистая | 80 | 60 | 50 |
164. Показатели испытаний образцов сварных соединений труб на сплющивание устанавливаются не ниже соответствующих минимально допустимых показателей, установленных НТД для труб того же сортамента и из того же материала.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 |
